Mejoras relativas al rectificado de superficies cilíndricas y de paredes laterales adyacentes.
(25/12/2019) Un método de operación de una máquina rectificadora que incluye una muela de rectificado para rectificar una superficie cilíndrica sobre una pieza de trabajo , estando unida la superficie cilíndrica en uno o en ambos extremos con una brida radial o pared lateral, la cual tiene que ser rectificada según unas dimensiones dadas, caracterizado porque el método comprende las etapas de: llevar a cabo una rectificación en profundidad angular (C, I) con un ángulo de avance de la muela seleccionado de forma que la rectificación de la pared lateral se complete por adelantado de la rectificación cilíndrica, después de haber completado la rectificación de la pared lateral, separar (D, J) la muela de la pared lateral, de forma que solo…
Rectificado de superficies de piezas de trabajo.
(14/03/2012) Un método de rectificado de una pieza de trabajo con una muela abrasiva rotativa , en el que el método comprende hacer girar la muela a una primera velocidad durante el rectificado de la pieza de trabajo y se caracteriza por hacer girar la muela a una segunda velocidad durante el rectificado de la pieza de trabajo, de modo que se distorsione la forma de la muela de una manera predeterminada durante el rectificado a la segunda velocidad con relación a su forma durante el rectificado a la primera velocidad a fin de impartir una forma deseada a al menos parte de la pieza de trabajo.
MEJORAS RELATIVAS AL RECTIFICADO DE SUPERFICIES CILINDRICAS Y DE PAREDES LATERALES ADYACENTES.
(16/03/2008) Un método de operación de una máquina rectificadora que incluye una muela de rectificado para rectificar una superficie cilíndrica sobre una pieza de trabajo , estando unida la superficie cilíndrica en uno o en ambos extremos con una brida radial o pared lateral, la cual tiene que ser rectificada según unas dimensiones dadas, caracterizado porque el método comprende las etapas de: llevar a cabo una rectificación en profundidad angular (C, I) con un ángulo de avance de la muela seleccionado de forma que la rectificación de la pared lateral se complete por adelantado de la rectificación cilíndrica, después de haber completado la rectificación de la pared lateral, separar (D, J) la muela de la pared lateral,…
PROCEDIMIENTO MEJORADO DE RECTIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2004). Ver ilustración. Solicitante/s: UNOVA U.K. LIMITED. Clasificación: B24B57/02, B24B55/03.
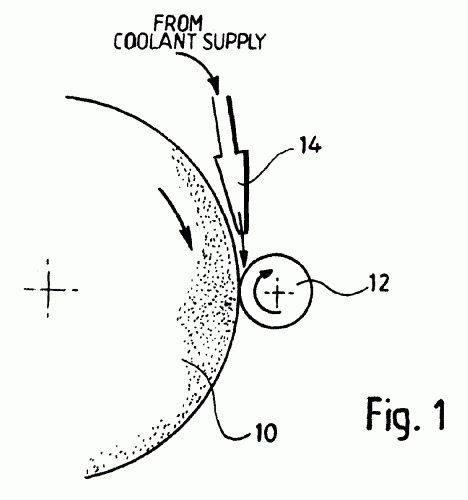
UNA MAQUINA DE TRABAJO CON MUELA, ESPECIALMENTE PARA TRABAJAR CON MUELA LAS MUÑEQUILLAS DE UN CIGUEÑAL, COMPRENDE UNA MUELA CBN Y UNA BOQUILLA REFRIGERANTE , QUE SUMINISTRA UN CHORRO DE REFRIGERANTE EN LA ZONA EN QUE SE TRABAJA CON MUELA. DURANTE LA ETAPA FINAL DEL TRABAJO CON MUELA, CUANDO LA ALIMENTACION LENTA DE LA MUELA CESA Y SE ALCANZA EL PUNTO MUERTO, SE ACCIONA UNA VALVULA SELECTORA , LO QUE REDUCE EL FLUJO DE REFRIGERANTE. ESTO A SU VEZ REDUCE LA FUERZA LATERAL SOBRE LA MUÑEQUILLA Y MEJORA LA EXACTITUD DE REDONDEZ DE LA MUÑEQUILLA TRABAJADA CON MUELA.
METODO PARA RECTIFICAR PIEZAS COMPUESTAS.
Secciones de la CIP Física Técnicas industriales diversas y transportes
(16/07/2003). Solicitante/s: UNOVA U.K. LIMITED. Clasificación: G05B19/18, B24B5/42.
Método para la preparación de una máquina de rectificar , controlada por ordenador, para rectificar una pieza compuesta alargada que tiene regiones cilíndricas concéntricas , con una compensación de la excentricidad inducida por el proceso, en por lo menos una de las citadas regiones cilíndricas, en el que dicha región cilíndrica se rectifica cilíndricamente hasta obtener su forma final, caracterizado por las etapas de medir toda excentricidad no deseada inducida por el proceso de rectificado, así como la(s) posición(es) angular(es) de la misma en dicha región concéntrica, y ajustar las instrucciones del programa o las señales de control del avance de la muela almacenadas en el ordenador que controla la máquina de rectificar, de modo que, durante el rectificado ulterior de la pieza, se controle el avance de la muela para rectificar una forma excéntrica, igual y opuesta, a la medida, compensando de este modo la excentricidad inducida por el proceso.
METODOS Y APARATO PARA EL RECTIFICADO DE ZONAS DE PIEZAS DE TRABAJO CILINDRICAS Y CONCENTRICAS.
(01/04/2003) Se describe un procedimiento para ajustar una máquina esmeriladora controlada por ordenador para esmerilar regiones concéntricas de una pieza de trabajo, en la cual se carga un programa que contiene datos relativos a la pieza de trabajo y un programa que contiene instrucciones para la rueda amoladora y se ejecuta el programa de instrucciones para la rueda amoladora de forma que se esmerile al menos una región de dicha pieza de trabajo hasta su forma final. La región se mide y se toma nota de la magnitud y de la posición angular de cualquier excentricidad indeseada introducida por el proceso de esmerilado y las instrucciones del programa o las señales de control derivadas del mismo se ajustan de forma que durante la esmerilación posterior de dicha región, o de una región similar de una pieza de trabajo similar,…
METODO Y APARATO PARA EL RECTIFICADO DE PIEZAS COMPUESTAS.
(01/09/2002) SE DESCRIBE UN PROCEDIMIENTO PARA RECTIFICAR UNA PIEZA COMPUESTA A FIN DE OBTENER UN COMPONENTE QUE TENGA FORMAS CILINDRICAS CONCENTRICAS Y EXCENTRICAS . EL PROCEDIMIENTO COMPRENDE MONTAR LA PIEZA EN UNA MAQUINA RECTIFICADORA CONTROLADA POR ORDENADOR QUE TIENE UNA MUELA DE RECTIFICAR CUYO AVANCE Y RETIRADA PUEDE CONTROLARSE POR MEDIO DE UN PROGRAMA INTRODUCIDO EN EL ORDENADOR DE CONTROL , LA CARGA EN EL ORDENADOR DE UN PROGRAMA PARA CONTROLAR EL AVANCE LA MUELA, CON POSICIONAMIENTO RELATIVO DE LA MUELA RECTIFICADORA Y DE LA PIEZA PARA ALINEAR LA MUELA CON UNA PRIMERA ZONA SELECCIONADA DE LA PIEZA, EL AVANCE DE LA MUELA RECTIFICADORA EN DIRECCION A LA ZONA SELECCIONADA A FIN DE RECTIFICAR SU SUPERFICIE, EL CONTROL DE AVANCE…
METODOS Y APARATOS PARA LA RECTIFICACION DE REGIONES CILINDRICAS DE PIEZAS DE TRABAJO CONCENTRICAS.
(01/04/2002) SE DESCRIBE UN PROCEDIMIENTO PARA AJUSTAR UNA RECTIFICADORA CONTROLADA POR ORDENADOR PARA RECTIFICAR CILINDRICAMENTE ZONAS CONCENTRICAS DE LA PIEZA, EN EL QUE SE CARGAN UN PROGRAMA QUE CONTIENE DATOS SOBRE LA PIEZA Y OTRO PROGRAMA QUE CONTIENE INSTRUCCIONES EN CUANTO AL AVANCE DE LA MUELA, EJECUTANDOSE EL PROGRAMA DE INSTRUCCIONES DE AVANCE DE LA MUELA A FIN DE RECTIFICAR AL MENOS UNA DE DICHAS ZONAS DE LA PIEZA HASTA SU FORMA FINAL. LA ZONA SE CALIBRA, Y SE ANOTA LA MAGNITUD Y POSICION ANGULAR DE CUALQUIER EXCENTRICIDAD INDESEADA INTRODUCIDA POR EL PROCESO DE RECTIFICADO, AJUSTANDOSE LAS INSTRUCCIONES DEL PROGRAMA DE AVANCE DE LA MUELA O LAS SEÑALES DE CONTROL DERIVADAS DE LAS MISMAS DE MANERA QUE, DURANTE EL RECTIFICADO POSTERIOR DE DICHA ZONA (O DE UNA…
MEJORAS RELATIVAS AL AMOLADO DE PIEZAS DE TRABAJO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2001). Ver ilustración. Solicitante/s: UNOVA U.K. LIMITED. Clasificación: B24B49/04, B24B5/42.
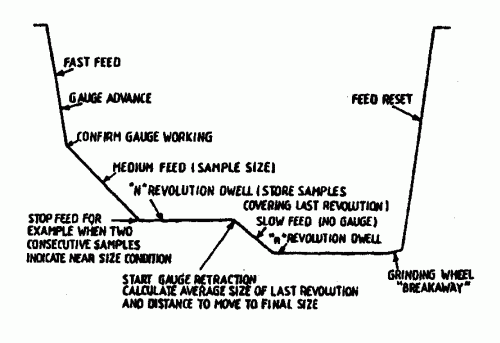
EN UN PROCEDIMIENTO PARA AMOLAR UN COMPONENTE DE UN CIGUEÑAL, ESTE ULTIMO ES ACOPLADO POR UNA RUEDA AMOLADORA Y AMOLADO HASTA ALREDEDOR DE 50 MICRONES. ENTONCES SE DETIENE LA RUEDA Y SE MIDE EL DIAMETRO Y EXCENTRICIDAD A LO LARGO DE VARIAS REVOLUCIONES Y EN UNA SERIE DE POSICIONES ANGULARES. ENTONCES ESTA INFORMACION ES PROCESADA Y PROMEDIADA MEDIANTE UN ORDENADOR PROGRAMABLE PARA PRODUCIR UNA SEÑAL DE CONTROL PARA FINALIZAR EL AMOLADO DEL COMPONENTE EN EL TAMAÑO REQUERIDO.
{kind=link}
{kind=link}