48 patentes, modelos y diseños de PAPER, S.A.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/2008). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE, CANALES CAÑAS,FERNANDO MANUEL. Clasificación: B65D85/36.
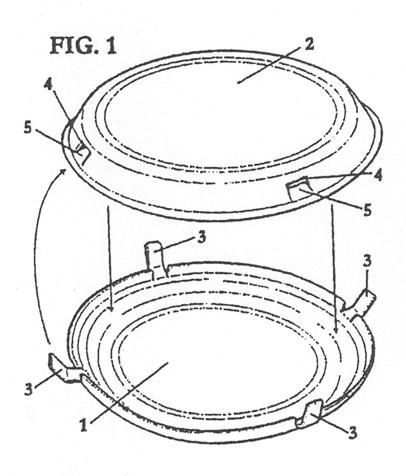
Envase para pizzas.#El envase comprende una base y una tapa acoplables entre sí, siendo la base y la tapa substancialmente en forma de plato, y se caracteriza por el hecho de que el acoplamiento entre la tapa y la base se realiza mediante una pluralidad de lengüetas que se alojan en unos orificios complementarios .#Dichas lengüetas están previstas en la base y se alojan en los orificios previstos en la tapa , y las lengüetas y los orificios están colocados en la periferia de la base y de la tapa .#Se consigue que el acoplamiento entre la tapa y la base se pueda realizar de una manera más sencilla y más estable, dificultando que el envase se abra de manera accidental.
BANDEJA PARA EL TRANSPORTE DE PRODUCTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/2007). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D5/00, B65D5/20.
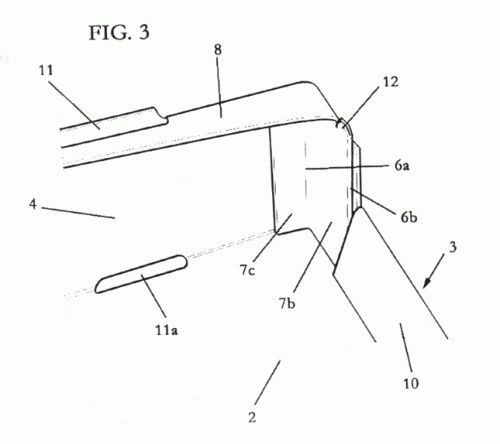
Bandeja para el transporte de producto. La bandeja está formada a partir de una lámina que define un fondo , un par de laterales y un par de testeros , comprendiendo los testeros , en cada uno de sus extremos, una solapa lateral provista de una serie de líneas de plegado (6a, 6b) que definen una serie de sectores (7a, 7b, 7c) en dicha solapa lateral , y se caracteriza por el hecho de que cada una de dichas solapas laterales comprende por lo menos dos líneas de plegado (6a, 6b) que definen un sector interno (7a), un sector intermedio (7b) y un sector externo (7c) en dicha solapa lateral , estando dicho sector externo (7c) colocado, pero no encolado, sobre el testero en la posición de montaje de la bandeja. La bandeja puede transportarse de una manera completamente desplegada.
BANDEJA PARA EL TRANSPORTE DE PRODUCTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2006). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D5/36, B65D5/28.
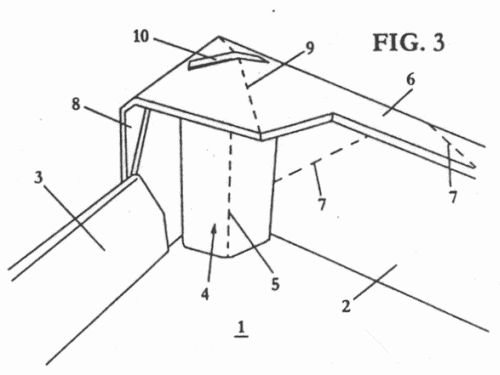
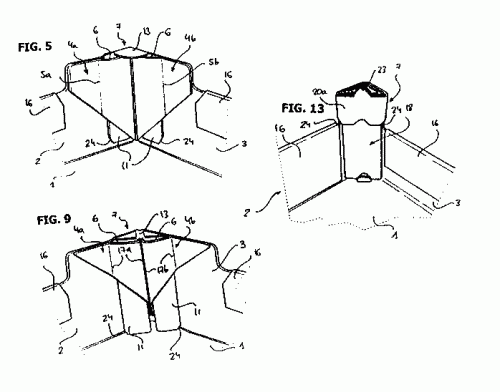
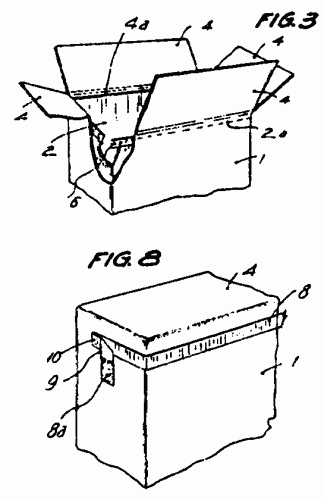
Bandeja para el transporte de productos. La bandeja comprende un fondo de la bandeja; un par de testeros ; un par de laterales ; una columna de sección poligonal en cada una de sus esquinas; y dos solapas superiores , extendiéndose cada una de las mismas horizontalmente desde uno de los testeros hacia el interior de la bandeja; comprendiendo la bandeja también líneas de plegado inclinadas que permiten el plegado de los testeros y de los laterales sobre el fondo de la bandeja; y se caracteriza por el hecho de que dichas líneas de plegado inclinadas están situadas en los testeros y en dichas solapas superiores . La bandeja es muy resistente y, al mismo tiempo, puede transportarse substancialmente plana, ocupando un espacio reducido.
BANDEJA PARA EL TRANSPORTE DE PRODUCTOS Y DISPOSITIVO PARA SU MONTAJE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2006). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B25C1/04, B65D5/50, B65D5/20, B25C5/00.
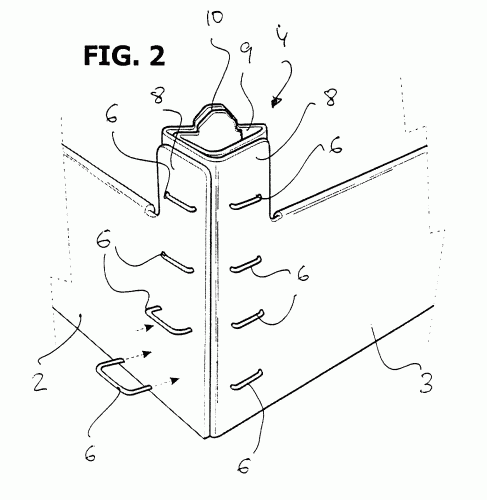
Bandeja para el transporte de productos y dispositivo para su montaje. La bandeja está formada a partir de por lo menos una lámina provista de una pluralidad de recortes y líneas de plegado que definen el fondo de la bandeja , un par de laterales , un par de testeros y, en posición de montaje, una columna en cada una de las esquinas de la bandeja formada a partir de unas solapas que se extienden desde los testeros o los laterales. Se caracteriza por el hecho de que comprende medios de fijación aplicados en la parte externa de cada columna , que fijan por lo menos una de las solapas que forman la columna al testero y/o al lateral adyacentes a la columna . Permite que la bandeja pueda transportarse desplegada, pudiéndose montar posteriormente en el momento de su utilización de una manera rápida y sencilla.
BANDEJA PARA EL TRANSPORTE DE PRODUCTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D5/42, B65D5/20.
Bandeja para el transporte de productos. Está formada a partir de por lo menos una lámina provista de una pluralidad de recortes y líneas de plegado que definen el fondo de la bandeja , un par del laterales y un par de testeros , comprendiendo en cada esquina un elemento de acoplamiento para unir el testero con el lateral adyacente. Se caracteriza porque cada uno de los elementos de acoplamiento está formado a partir de una lámina. Los testeros y los laterales pueden comprender en cada extremo una solapa (4a, 4b) que define un alojamiento interno para el elemento de acoplamiento , introduciéndose cada uno en los alojamientos de un testero y de un lateral que forman una esquina de la bandeja. Permite que los elementos de acoplamiento también se puedan transportar con la lámina que forma la bandeja ocupando un espacio reducido.
LAMINA, PROCEDIMIENTO PARA SU FABRICACION Y UTILIZACION DE LA MISMA COMO PLATAFORMA DE CARGA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D19/34.
Lámina, procedimiento para su fabricación y utilización de la misma como plataforma de carga. La lámina comprende una placa superior , una placa inferior y una pluralidad de placas intermedias dispuestas entre dicha placa superior y dicha placa inferior de manera perpendicular a las mismas. El procedimiento comprende las etapas de pretroquelar longitudinalmente una pluralidad de placas , definiendo una pluralidad de líneas de trepado ; encolar y unir entre sí dicha pluralidad de placas unas sobre las otras, de manera que las líneas de trepado de cada una de las placas coinciden entre sí; cortar las placas longitudinalmente a lo largo de dichas líneas de trepado ; encolar y unir a cada conjunto de placas una placa superior y una placa inferior , estando dispuestas las placas intermedias substancialmente perpendiculares a dichas placas superior e inferior . Se consigue una lámina de cartón muy resistente.
PROCEDIMIENTO PARA UNIR LAMINAS ENTRE SI.
Sección de la CIP Técnicas industriales diversas y transportes
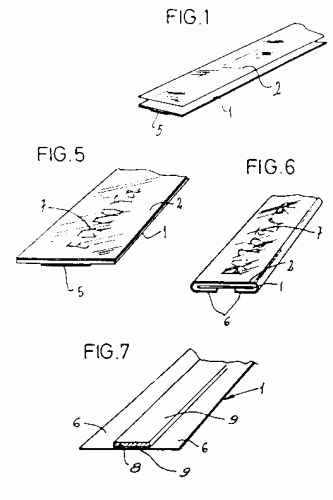
(16/05/2005). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B32B7/12, B32B3/10.
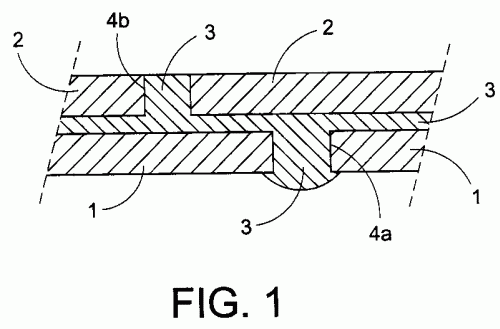
Procedimiento para unir láminas entre sí. Comprende las etapas de: - realización de una pluralidad de cortes (4a, 4b) en por lo menos una de las láminas que se han de unir; - encolado de las láminas ; y - aplicación de presión al conjunto de láminas . Se caracteriza por el hecho de que dicha pluralidad de cortes (4a, 4b) que se realizan por lo menos en una de las láminas que se han de unir atraviesan completamente todo el espesor de la lámina o láminas citadas . Se consigue que la unión tenga una gran resistencia mecánica, muy superior a la resistencia que se consigue si solamente se realizaran los cortes sobre una de las capas.
Sección de la CIP Técnicas industriales diversas y transportes
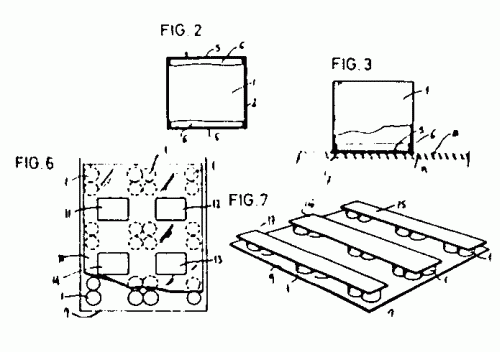
(01/05/2005). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D19/20.
La plataforma de carga comprende una base y una pluralidad de pies fijados en la superficie inferior de dicha base , y se caracteriza por el hecho de que cada uno de dichos pies está formado por al menos dos placas colocadas entrecruzadas entre sí. Cada una de las placas que forman uno de dichos pies comprende una ranura (5a, 5b) complementaria al espesor de otra placa , de manera que dichas placas quedan encajadas entrecruzándose. Se consigue una plataforma que tiene la misma resistencia que las utilizadas actualmente, pero utilizando menos material, lo que comporta un menor coste y un menor peso de la plataforma de carga de la presente invención.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2005). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65D85/36.
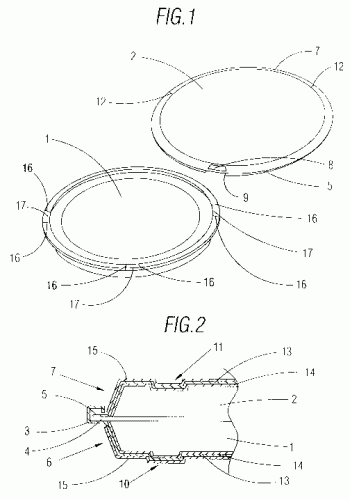
Envase para alimentos. Comprende dos piezas a modo de base y de tapa acoplables entre sí. Se caracteriza por el hecho de que los medios de acoplamiento entre la tapa y la base están formados por un reborde , previsto en el contorno de una de las piezas que conforman el envase, que define un alojamiento en forma de C , introduciéndose en dicho alojamiento una valona complementaria prevista en el contorno de la otra pieza que conforma el envase. Se consigue un envase para pizzas y similares que ocupa un espacio reducido cuando se abre si se compara con los envases para pizzas conocidos actualmente ya que la tapa no está unida a la base, pudiéndose utilizar incluso la tapa como plato si se desea.
(01/06/2002) 1. Envase formado por una lámina que define el cuerpo del envase y por lo menos una boca para la introducción y retirada del producto que contiene el mismo, estando acoplada a dicha boca o bocas un elemento de cierre , estando también formado dicho elemento de cierre a partir de una lámina y comprendiendo medios para la apertura del envase independientes de dicho elemento de cierre , caracterizado por el hecho de que comprende unos rebordes formados por el enrollado de los extremos de la lámina que forma el cuerpo del envase . 2. Envase según la reivindicación 1, caracterizado por el hecho de que dichos medios para la apertura del envase están formados por al menos una tira desgarrable que está dispuesta próxima a la boca del envase . 3. Envase según la reivindicación 2, caracterizado por el hecho de que la tira desgarrable…
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1999). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D3/10, B65D3/30.
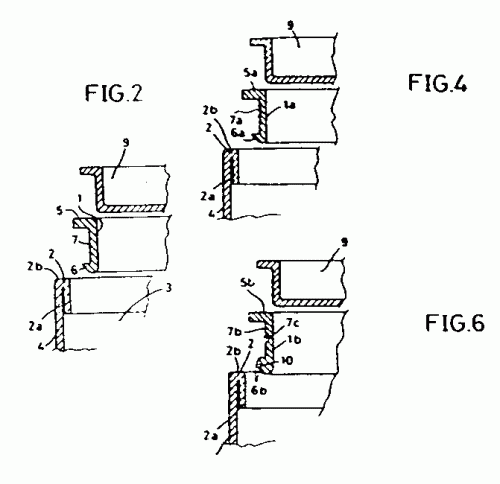
CIERRE PARA ENVASES. CONSTA DE UN PERFIL (1, 1A, 1B) ENCOLADO EN EL CANTO REGRUESADO DE LA BOCA DE UN ENVASE. EL PERFIL TIENE UN DIENTE (6, 6A, 6B) QUE LIMITA UN ESPACIO REBAJADO (7, 7A, 7B) EN EL QUE ENCAJA EL REGRUESO . EL PERFIL ESTA DOTADO DE UNA ALETA RADIAL EXTERNA (5, 5A, 5B) QUE SE APOYA SOBRE EL CANTO REGRUESADO . SE HA PREVISTO QUE EL ESPACIO (7A) TENGA UNA PLURALIDAD DE ESTRIAS O RANURAS Y QUE EL ESPACIO (7B) ESTE DOTADO DE UNA ACANALADURA (7B) PARA QUE PENETRE LA COLA. ADEMAS, EL PERFIL (1B) PRESENTA DOS DIENTES (6B) Y ENTRE AMBOS UN ESPACIO EN EL QUE SE INTRODUCE LA COLA. EL PERFIL QUEDA PERFECTAMENTE UNIDO AL CANTO DEL ENVASE, SIN POSIBILIDAD DE DESPRENDIMIENTO Y PERMITE INCORPORAR UNA TAPA CONVENCIONAL QUE CIERRA EL ENVASE.
MEJORAS EN LA PATENTE PRINCIPAL N-9300188/6, POR "PROCEDIMIENTO PARA LA FABRICACION DE CAJAS DE CARTON Y CAJA OBTENIDA CON DICHO PROCEDIMIENTO.".
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1999). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B31B17/00.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.C 9300188, POR PROCEDIMIENTO PARA LA FABRICACION DE CAJAS DE CARTON Y CAJA OBTENIDA CON DICHO PROCEDIMIENTO. CONSISTEN EN APLICAR UNAS PESTAÑAS QUE PARTEN DE LOS LATERALES DE UNAS PLACAS SOBRE UNOS CHAFLANES DE UN HOYO , A LO LARGO DEL CUAL TIENEN LUGAR LAS FASES SUCESIVAS DEL PROCEDIMIENTO. OBTATIVAMENTE, LAS PESTAÑAS PRESENTAN SENDAS PROLONGACIONES (6A, 7A). LAS PESTAÑAS, PREVIAMENTE ENCOLADAS, SE PEGAN ENTRE SI, CON EL FIN DE FORMAR UNOS CHAFLANES LIMITADOS POR ARISTAS , ENTRE CADA DOS CARAS ADYACENTES DE LA CAJA. OPTATIVAMENTE, JUNTO A LOS CHAFLANES , LAS PESTAÑAS (6A, 7A) ESTAN PEGADAS A LAS CARAS DE LA CAJA. ESTOS CHAFLANES Y LAS ARISTAS CORRESPONDIENTES DAN A LA CAJA UNA NOTABLE RIGIDEZ Y RESISTENCIA, PARA SOPORTAR LOS ESFUERZOS DE COMPRESION A QUE PUEDA ESTAR SOMETIDA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1999). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D21/032, B65D5/50, B65D5/49.
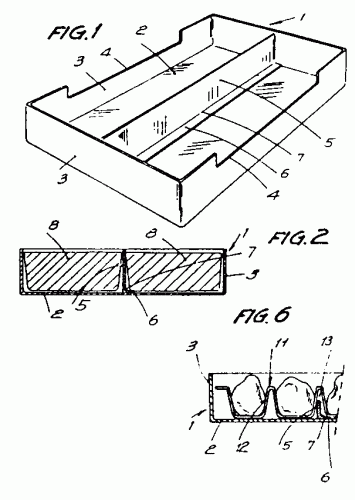
BANDEJA APILABLE. PRESENTA ENCOLADA EN EL FONDO UNA TIRA DE CARTON , QUE PUEDE MANTENERSE EN POSICION ABATIDA Y DERECHA. ESTA TIRA ESTA ENCOLADA POR MEDIO DE UNA PESTAÑA LONGITUDINAL DOBLADA. LA PROPIA TIRA PUEDE PRESENTAR UNAS ALETAS COMO PROLONGACION DE SUS EXTREMOS, DEFINIDAS A PARTIR DE SENDAS LINEAS TRANSVERSALES DE PLEGADO, PARA QUE PUEDAN SITUARSE DOBLADAS EN SENTIDOS OPUESTOS Y MANTENER DERECHA LA TIRA. CUANDO EN EL INTERIOR DE LA BANDEJA VA ALOJADA UNA BANDEJA ALVEOLAR SUPLEMENTARIA LA TIRA QUEDA SITUADA EN UNA DE LAS RANURAS QUE SEPARAN LOS ALVEOLOS . LA TIRA PROPORCIONA MAYOR CONSISTENCIA AL FONDO DE LA BANDEJA Y EVITA QUE SE ABOMBE A CAUSA DEL PESO DE LA CARGA COLOCADA EN LA BANDEJA.
PROCEDIMIENTO PARA LA FABRICACION DE CAJAS DE CARTON Y CAJA OBTENIDA CON DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1998). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B31B17/00.
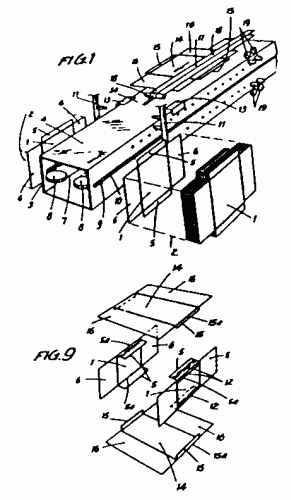
PROCEDIMIENTO PARA LA FABRICACION DE CAJAS DE CARTON Y CAJA OBTENIDA CON DICHO PROCEDIMIENTO. CONSISTE EN PARTIR DE DOS PARES DE PLACAS Y , QUE CONSTITUIRAN LOS LADOS DE LA CAJA. UNO O LOS DOS PARES DE PLACAS ESTAN DOTADOS DE PESTAÑAS PLEGABLES . LOS EXTREMOS DE LAS PLACAS PRESENTAN SOLAPAS , QUE FORMARAN LAS BASES DE LA CAJA. LOS PARES DE PLACAS SE APLICAN A UN MANDRIL , A LO LARGO DEL CUAL SE DESPLAZAN. DURANTE EL RECORRIDO, SE APLICAN HILOS DE COLA PARA UNIR LAS PLACAS FORMANDO UN CUERPO TUBULAR CON LAS ARISTAS REFORZADAS GRACIAS A LAS PESTAÑAS PEGADAS . LAS CAJAS PODRAN OBTENERSE A PARTIR DE PLACAS IMPRESAS SEPARADAMENTE E INCLUSO DE DISTINTA CALIDAD Y/O GRUESO, PARA ABARATAR LOS COSTES DE FABRICACION SIN MENOSCABAR SU RESISTENCIA.
BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1997). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D21/032.
1. BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS, DEL TIPO QUE ESTAN FORMADAS A PARTIR DE UNA PLACA PRINCIPAL RECTANGULAR, CON LINEAS DE PLEGADO Y CORTES QUE DEFINEN EL FONDO, LOS TESTEROS Y LOS LADOS DE LA BANDEJA, CON LOS EXTREMOS DOTADOS DE SOLAPAS QUE REFUERZAN LAS ESQUINAS Y UNAS PLACAS YUXTAPUESTAS A LOS TESTEROS, SIENDO LOS TESTEROS DE MAYOR ALTURA QUE LAS OTRAS DOS CARAS DE LA BANDEJA, QUE PRESENTAN SENDAS ABERTURAS SUPERIORES QUE OCUPAN GRAN PARTE DE SU LONGITUD, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE LAS PLACAS YUXTAPUESTAS A LOS TESTEROS PRESENTAN SENDAS SOLAPAS EN PROLONGACION DE SUS EXTREMOS, DOBLADAS HACIA EL INTERIOR DE LA BANDEJA FORMANDO SENDAS COLUMNAS HUECAS DE SECCION TRANSVERSAL APROXIMADAMENTE TRIANGULAR INCORPORADAS A LAS ESQUINAS DE LA BANDEJA.
BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/1997). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D21/032.
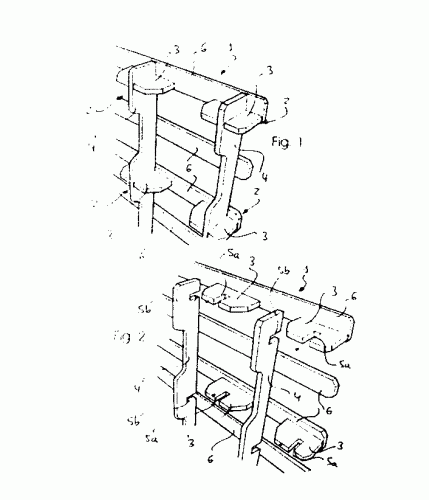
1. BANDEJA APILABLE PARA EL TRANSPORTE DE MERCANCIAS FORMADA A PARTIR DE UNA PLACA DE CARTON O MATERIAL SIMILAR CON LINEAS DE PLEGADO, CORTES Y ABERTURAS TROQUELADAS PARA DEFINIR EL FONDO, LAS CARAS MAYORES Y LOS TESTEROS DE LA BANDEJA; LOS TESTEROS TIENEN EN SUS EXTREMOS SENDAS SOLAPAS DOBLADAS YUXTAPUESTAS A LOS EXTREMOS DE LAS CARAS INMEDIATAS; EN LA SUPERFICIE INTERNA DE LOS TESTEROS ESTAN YUXTAPUESTAS SENDAS PLACAS DE REFUERZO DOTADAS EN LOS EXTREMOS DE SENDAS SOLAPAS DOBLADAS QUE REFUERZAN LAS ESQUINAS DE LA BANDEJA, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE LAS SOLAPAS QUE SE PROLONGAN DE LOS TESTEROS ESTAN YUXTAPUESTAS Y ENCOLADAS EN LA SUPERFICIE INTERNA DE LOS EXTREMOS DE LAS CARAS ADYACENTES; ESTAS SOLAPAS PRESENTAN SENDAS ALETAS DOBLADAS SOBRE SI MISMAS, YUXTAPUESTAS Y ENCOLADAS A LAS SOLAPAS QUE SE PROLONGAN DE LOS EXTREMOS DE LA PLACA DE REFUERZO.
DISPOSITIVO SEPARADOR DE MERCANCIAS APILADAS EN UNA PLATAFORMA DE CARGA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1997). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D19/38.
1. DISPOSITIVO SEPARADOR DE MERCANCIAS APILADAS EN UNA PLATAFORMA DE CARGA, DEL TIPO DE LOS QUE ESTAN FORMADOS POR UNA PLACA O LAMINA, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE LA PLACA CONSTA DE UNA BASE CON UNA DE SUS CARAS, POR LO MENOS, DOTADA DE UN RECUBRIMIENTO DE MATERIAL TERMOPLASTICO RESISTENTE QUE, A SU VEZ, ESTA DOTADA DE UN RECUBRIMIENTO EXTERNO DE MATERIAL TERMOPLASTICO Y DE NATURALEZA ANTIDESLIZANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/1994). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D5/44.
BANDEJA REFORZADA, FORMADA A PARTIR DE UNA LAMINA DE CARTON MOLDEADA, CARACTERIZADA POR EL HECHO DE QUE EL BORDE DE LA MISMA ESTA DOBLADO SOBRE SI MISMO, FORMANDO UN REFUERZO ALREDEDOR DE LA BOCA DE LA BANDEJA.
DISPOSITIVO AGRUPADOR DE ENVASES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1994). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D65/30.
DISPOSITIVO AGRUPADOR DE ENVASES, FORMADO POR UNA SOLA LAMINA DE MATERIAL FLEXIBLE, VENTAJOSAMENTE DE CARTON, DOTADA DE LINEAS TRANSVERSALES DE PLEGADO QUE DETERMINAN LA FORMACION DE LAS CARAS DEL AGRUPADOR, QUE SE ADAPTAN ALREDEDOR DE LOS ENVASES AGRUPADOS; ESTA LAMINA PRESENTA DOS CARAS EXTREMAS QUE OCUPAN LA CARA SUPERIOR DEL AGRUPADOR, QUE SE SUPERPONEN, POR LO MENOS EN PARTE, DOTADAS DE ABERTURAS TROQUELADAS, ENTRE LAS CUALES QUEDA DEFINIDA UN ASA DE SUSTENTACION DEL AGRUPADOR, QUE FACILITA SU TRANSPORTE MANUAL, CARACTERIZADO POR EL HECHO DE QUE DE LAS ABERTURAS TROQUELADAS EN PARTE DE LAS CARAS QUE OCUPAN LA PARTE SUPERIOR, SE PROLONGAN OTRAS TANTAS ALETAS DOBLADAS CONTRA LA ZONA QUE SEPARA LAS ABERTURAS Y QUE CONSTITUYE EL ASA.
PROCEDIMIENTO PARA LA FORMACION DE CIERRES EN ENVASES LIGEROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1992). Ver ilustración. Inventor/es: TEXIDOR CASANOVAS, PEDRO. Clasificación: B65D43/00.
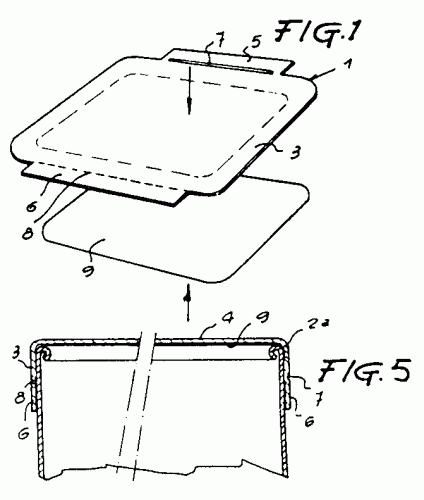
PERFECCIONAMIENTO PARA LA FORMACION DE CIERRES EN ENVASES LIGEROS. COMPRENDE EL TROQUELADO DE UNA LAMINA BASE CON CONTORNO Y MAYORES DIMENSIONES QUE LA BOCA DEL ENVASE , QUE SE EMBUTE Y VA DOTADA DE DOS PESTAÑAS OPUESTAS , LA PRIMERA CON HUNDIDO DE ARTICULACION Y LA SEGUNDA CON LINEA DE RASGADO, LAS CUALES SE ADHIEREN A LAS PAREDES DEL ENVASE . JUNTO CON LA LAMINA SE EMBUTE UN OPERCULO Y SE ADHESIVAN LOS BORDES (2A) DE LA BOCA PARA FIJAR DICHO OPERCULO AL COLOCAR LA TAPA . EN AUSENCIA DE ESTE OPERCULO, LA TAPA SE ADHIERE LIGERAMENTE SOBRE AQUELLOS BORDES (2A).
PROCEDIMIENTO PARA LA FABRICACION DE TIRAS FLEXIBLES DE MATERIALES LIGEROS Y TIRA RESULTANTE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1992). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B32B7/12, B32B3/04, B32B23/06.
PROCEDIMIENTO PARA LA FABRICACION DE TIRAS FLEXIBLES DE MATERIALES LIGEROS Y TIRA RESULTANTE. CONSISTE EN CORTAR TIRAS BASE QUE SE REVISTEN EVENTUALMENTE POR SU CARA VISTA, CON UNA PELICULA IMPERMEABLE DOBLANDO SUS BORDES CONTRA EL ENVES DE LA TIRA , PREVIAMENTE DOTADA DE ADHESIVO . EN UNA VARIANTE SE ADHIERE AL ENVES DE LA TIRA OTRA TIRA CONSISTENTE MAS ESTRECHA , CON CAPAS DE ADHESIVO , CONTRA LA QUE SE DOBLAN LOS BORDES . LA TIRA OBTENIDA SE UTILIZA EN EMPAQUETADO, FORMACION DE ASAS DE ENVASES Y APLICACIONES SIMILARES.
CUBETA PARA LA FORMACION DE CAJAS Y TAPAS PLEGABLES OCTOGONALES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1991). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D5/02.
CUBETA PARA LA FORMACION DE CAJAS Y TAPAS PLEGABLES OCTOGONALES, DEL TIPO QUE CONSTAN DE UNA SOLA PLACA DE CARTON O MATERIAL SIMILAR, DOTADA DE LINEAS DE PLEGADO QUE DELIMITAN EL FONDO, Y A PARTIR DE LAS CUALES SE PROLONGAN LAS CARAS LATERALES DE LA CAJA, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE, CADA UNA DE LAS CARAS ESTA SEPARADA DE LAS INMEDIATAS POR SENDAS LINEAS DE CORTE, CON LA PARTICULARIDAD DE QUE, POR LO MENOS UNO DE LOS EXTREMOS DE CADA CARA PRESENTA UNA ALETA COMO PROLONGACION DE LA MISMA, YUXTAPUESTA Y ADHERIDA AL EXTREMO INMEDIATO DE LA CARA ADYACENTE, PRESENTANDO CADA CARA JUNTO A LA ALETA DESCRITA UN PLIEGUE A MODO DE FUELLE, QUE PERMITE PLEGAR TODAS LAS CARAS DE LA CUBETA SOBRE EL FONDO DE LA MISMA Y DESPLEGARLAS EN LA POSICION DE USO.
PERFECCIONAMIENTOS EN LA FABRICACION DE PLATAFORMAS LIGERAS DE TRANSPORTE Y PLATAFORMA OBTENIDA CON DICHO PERFECCIONAMIENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1990). Ver ilustración. Inventor/es: TEIXIDO CASANOVAS, PEDRO. Clasificación: B65G69/22.
PERFECCIONAMIENTOS EN LA FABRICACION DE PLATAFORMAS LIGERAS DE TRANSPORTE Y PLATAFORMA OBTENIDA CON DICHOS PERFECCIONAMIENTOS, CONSISTENTE EN FORMARLAS A BASE DE PLACAS DE MATERIAL LIVIANO , A LA QUE SE UNEN UNAS PATAS FORMADAS POR CUERPOS TUBULARES LAS PLACAS , YA SEA DIRECTAMENTE O ENCAJADAS EN DEPRESIONES FORMADAS EN AQUELLAS PLACAS O, INCLUSO, POR UNO COMO MINIMO DE LOS EXTREMOS DESPROVISTOS DE LAS TAPAS , INTRODUCIDOS Y ENCOLADOS EN ENTALLAS PREVISTAS A TAL EFECTO, PUDIENDO LA PLATAFORMA OBTENIDA LLEVAR UNA O VARIAS PLACAS POR AMBAS CARAS, O TIRAS , Y UNA DE LAS PLACAS PROVISTA DE ABERTURAS PARA PASO DE LAS RUEDAS DE LA CARRETILLA TRANSPORTADORA.
PROCEDIMIENTO DE FABRICACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1990). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65H75/08, B65H81/08.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N.G P 8603024, POR PROCEDIMIENTO DE FABRICACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO. EL PROCEDIMIENTO CONSISTE EN APLICAR UN REVESTIMIENTO DE UN RETARDADOR DEL FRAGUAFO DEL HORMIGON, SOBRE LA CARA VISTA DE UNA BANDA DE RAFIA SINTETICA. EL CUERPO TUBULAR CONSTA DE UNA BANDA ENROLLADA HELICOIDALMENTE, FORMADA POR UNA CAPA FLEXIBLE, SOBRE CUYAS CARAS ESTAN YUXTAPUESTAS SENDAS CAPAS DE MALLA INEXTENSIBLE IMPERMEABLE Y RESISTENTE, YENDO APLICADO EN LA MALLA INTERNA EL PRODUCTO RETARDADOR DEL FRAGUADO DEL HORMIGON. EL CUERPO OBTENIDO PUEDE UTILIZARSE COMO MOLDE O ENCOFRADO PARA PIEZAS DE HORMIGON CON UN ACABADO IMITANDO PIEDRA NATURAL.
PROCEDIMIENTO PARA LA FORMACION DE PLACAS REFORZADAS DE CARTON ONDULADO Y PLACAS OBTENIDAS CON EL MISMO.
Secciones de la CIP Técnicas industriales diversas y transportes Textiles y papel
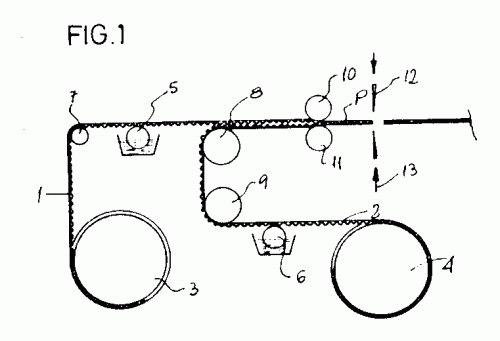
(01/10/1989). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B32B29/08, D21H1/04.
PROCEDIMIENTO PARA LA FORMACION DE PLACAS REFORZADAS DE CARTON ONDULADO Y PLACAS OBTENIDAS CON EL MISMO, DEL TIPO INTEGRADO POR UNA LAMINA PLANA, CON OTRA ONDULADA ADOSADA Y ADHERIDA A UNA DE SUS CARAS, QUE CONSISTE EN PARTIR DE DOS LAMINAS BASICAS DE ESTE TIPO, LAS CUALES SE REVISTEN DE ADHESIVO (A), DEPOSITANDOLO SOBRE LAS ONDULACIONES DE LA CARA CORRESPONDIENTE, REUNIR LUEGO AMBAS LAMINAS POR DICHAS CARAS ONDULADAS, ENCAJANDO LAS ONDULACIONES ENTRE SI Y SOMETER EL CONJUNTO A UNA COMPRESION PARA CONSEGUIR LA UNION INTIMA DEL CONJUNTO. EL ADHESIVO UTILIZADO PUEDE SER DE NATURALEZA AISLANTE O SIMILAR Y EL CONJUNTO PUEDE REVESTIRSE POR UNA O AMBAS CARAS CON OTRAS LAMINAS PLANAS. LA PLACA RESULTANTE ESTA COMPUESTA POR LAS DOS LAMINAS BASICAS CON SUS ONDULACIONES ENCAJADAS Y ADHERIDAS Y TIENE APLICACION ESPECIALMENTE EN LA FORMACION DE PLATAFORMAS DE TRANSPORTE.
LAMINA PARA LA FORMACION DE ENVASES TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/08/1989). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D5/32.
LAMINA PARA LA FORMACION DE ENVASES TUBULARES, DEL TIPO QUE DISPONE EN UNO DE SUS BORDES DE UNA PESTAÑA QUE HABRA DE PEGARSE AL BORDE OPUESTO PARA CONFORMAR EL ENVASE TUBULAR, Y SE CARACTERIZA ESENCIALMENTE POR EL HECHO DE QUE, POR LO MENOS EN OTRO DE LOS BORDES PRESENTA UNAS ESCOTADURAS ARQUEADAS COINCIDIENDO CON LOS ANGULOS DEL MISMO, Y UNA ESCOTADURA ARQUEADA INTERMEDIA QUE, VENTAJOSAMENTE, EQUIVALE AL DOBLE DE CUALQUIERA DE LAS DOS PRIMERAS, EN TANTO QUE DESDE LAS ESCOTADURAS SITUADAS EN LOS ANGULOS DEL BORDE HASTA LA ESCOTADURA INTERMEDIA, LA LAMINA PRESENTA UNAS LINEAS ARQUEADAS DE PLEGADO QUE DELIMITAN OTRAS TANTAS SOLAPAS QUE SE YUXTAPONEN PARA CERRAR EL EXTREMO DEL CUERPO TUBULAR CONFORMADO.
PROCEDIMIENTO DE FABRICACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
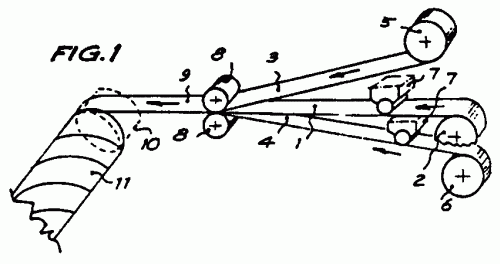
(16/07/1989). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B65H75/08, B65H81/08.
PROCEDIMIENTO DE FABRICACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO. SE PARTE DE UNA BANDA LIGERA Y FLEXIBLE, PROCEDENTE DE UNA BOBINA , SOBRE LA QUE SE YUXTAPONEN MEDIANTE ENCOLADO PREVIO, DOS LAMINAS IMPERMEABLES Y RESISTENTES Y SOMETIDAS A PRESION EN UN DISPOSITIVO PARA FORMAR UNA BANDA COMPUESTA QUE SE ENROLLA EN UN MANDRIL PARA CONFIGURAR EL CUERPO TUBULAR.
PROCEDIMIENTO PARA LA FORMACION DE ENVASES LIGEROS APILABLES Y ENVASE OBTENIDO POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/06/1989). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D21/04.
CONSISTE EN PARTIR DE UNA PIEZA DE CARTONCILLO SOBRE LA QUE SE ADHIERE TOTALMENTE UNA PLACA RIGIDA , LIGERAMENTE SEPARADA DE LA ZONA EN QUE SE SITUARA LA LINEA DE DOBLADO DE LAS SOLAPAS DE CIERRE , TROQUELANDO LUEGO EL ENVASE, CON LOS CORTES Y HENDIDOS (4A) DE PLEGADO, PARA SER LUEGO MONTADO POR DOBLADO CONVENCIONAL. PREVIAMENTE A LA ADHESION DE LA PLACA RIGIDA, SE DISPONE PROXIMA A LA LINEA DE DOBLADO DE LAS SOLAPAS, UNA TURA DE DESGARRO. QUEDA PREVISTO EL DISPONER UN ASA FORMADA POR UNA CINTA RESISTENTE, CON SUS EXTREMOS (8A) ADHERIDOS A DOS CARAS OPUESTAS DEL ENVASE Y DOBLADOS SOBRE SI MISMOS Y ADHERIDOS SUAVEMENTE DE ORIGEN POR ESTA ZONA SOBRE LAS PROPIAS CARAS DEL ENVASE. EL ENVASE RESULTANTE PRESENTARA TODAS LAS CARACTERISTICAS INDICADAS.
TAPA APILABLE PARA ENVASES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/1989). Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B65D43/03.
TAPA APILABLE PARA ENVASES, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE CONSTA DE UNA PIEZA LAMINAR EMBUTIDA, VENTAJOSAMENTE DE CARTON, A MODO DE CUBETA INVERTIDA, CUYO PERIMETRO INTERNO CORRESPONDE AL PERIMETRO EXTERNO DE LA BOCA DEL ENVASE A CERRAR, A CUYA PIEZA VA ADHERIDA OTRA DEL PROPIO MATERIAL, TAMBIEN EN FORMA DE CUBETA EMBUTIDA, DE ALTURA VENTAJOSAMENTE EQUIVALENTE A LA DE LA ANTERIOR, ADOSADA A LA CARA INTERNA DE LA PRIMERA PERO DE MENOR DIAMETRO, CUYO CONTORNO EXTRENO EQUIVALE AL CONTORNO INTERNO DE LA BOCA DEL ENVASE, PRESENTANDO LA SEGUNDA CUBETA UNA PESTAÑA EN EL BORDE, ADOSADA AL FONDO DE LA PRIMERA CUBETA.
MOLDE PARA PROBETAS DE HORMIGON Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B28B21/76.
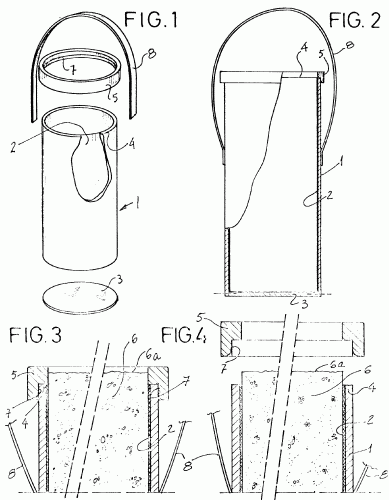
1. MOLDE PARA PROBETAS DE HORMIGON Y SIMILARES, DEL TIPO CONSTITUIDO POR UN CUERPO TUBULAR DE MATERIAL LIGERO Y FLEXIBLE, CON UN REVESTIMIENTO DE NATURALEZA RESISTENTE E IMPERMEABLE, QUE TIENE UN EXTREMO CERRADO Y EL OPUESTO ABIERTO Y REFORZADO CON UN ARO RIGIDO, YENDO INCORPORADO AL MOLDE UN ASA, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE EL BORDE DE LA BOCA ABIERTA DEL CUERPO TUBULAR PRESENTA INCORPORADO UN ARO RIGIDO, SEPARABLE A VOLUNTAD, QUE REBASA EN ALTURA EL BORDE CITADO, EN TANTO QUE SU SUPERFICIE INFERIOR ES COPLANARIA Y QUEDA TOTALMENTE ENRASADA RESPECTO A LA DEL CUERPO TUBULAR.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1988). Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B65D3/28.
RECIPIENTE, DEL TIPO CUYAS PAREDES ESTAN CONFIGURADAS A PARTIR DE MATERIAL LAMINAR ONDULADO Y FLEXIBLE, EN TANTO QUE EL FONDO ES, PREFERENTEMENTE LISO, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE SU EMBOCADURA ESTA DOTADA DE, POR LO MENOS, UN CERCO UNIDO A ELLA, DOTADO DE MAYOR RIGIDEZ QUE LA DE LAS PAREDES DEL ENVASE, EL CUAL IMPIDE QUE LAS MISMAS SE DESPLIEGUEN.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1988). Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B65D3/28.
RECIPIENTE FLEXIBLE, DEL TIPO CUYAS PAREDES ESTAN CONFIGURADAS A PARTIR DE MATERIAL LAMINAR ONDULADO Y FLEXIBLE EN TANTO QUE EL FONDO ES, PREFERENTEMENTE LISO, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE SU EMBOCADURA ESTA RECUBIERTA POR UN MATERIAL DE NATURALEZA SINTETICA, LIQUIDO O PASTOSO DE ORIGEN Y POSTERIORMENTE SOLIDIFICABLE, EL CUAL DA LUGAR A LA FORMACION DE UN ANILLO DE REFUERZO APLICADO A LA EMBOCADURA, DE MAYOR RIGIDEZ QUE LA DE LAS PAREDES DEL ENVASE, EL CUAL IMPIDE QUE LAS MISMAS SE DESPLIEGUEN.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}