48 patentes, modelos y diseños de PAPER, S.A. (pag. 2)
EMBOCADURA PARA ENVASES SUMINISTRADORES CON CIERRE HERMETICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1988). Inventor/es: TEIXIDO CASANOVAS, JAIME. Clasificación: B65D3/20.
EMBOCADURA PARA ENVASES SUMINISTRADORES CON CIERRE HERMETICO, DEL TIPO QUE ESTAN FORMADOS A PARTIR DE UNA LAMINA FLEXIBLE E IMPERMEABILIZADA, DOBLADA SOBRE SI MISMA ENROLLADA EN ESPIRAL, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE ES DE CONFIGURACION TUBULAR Y ESTA DOTADA DE DOS SOLAPAS OPUESTAS DELIMITADAS A PARTIR DE SENDAS LINEAS ARQUEADAS CONCAVAS DE PLEGADO, UNA DE LAS CUALES ES EVENTUALMENTE DE MAYOR LONGITUD QUE LA OPUESTA PARA QUE PUEDA YUXTAPONERSE Y PEGARSE A LA OTRA AL PLEGAR AMBAS PARA ADOPTAR LA POSICION DE CIERRE, LOS EXTREMOS DE CUYAS SOLAPAS SE HALLAN DISTANCIADOS LOS DE UNA RESPECTO A LOS DE LA OTRA, DANDO LUGAR A LA FORMACION DE SENDOS PICOS TRUNCADOS Y ABIERTOS, LOS CUALES, EN LA POSICION DE CIERRE, ESTAN DOBLADOS SOBRE SI MISMOS Y ENCOLADOS.
EMBOCADURA HERMETICA PARA ENVASES SUMINISTRADORES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1988). Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B65D3/20.
EMBOCADURA HERMETICA PARA ENVASES SUMINISTRADORES, DEL TIPO QUE CONSTAN DE UNA LAMINA FLEXIBLE, POR EJEMPLO CARTON IMPERMEABILIZADO, DESTINADOS A CONTENER LECHE, BEBIDAS, ACEITE Y SIMILARES, CARACTERIZADA POR EL HECHO DE QUE CONSTA DE UN CUERPO TUBULAR QUE EN EL BORDE EXTREMO PRESENTA UN PAR DE LINEAS ARQUEADAS Y CONCAVAS DE PLEGADO, LOS EXTREMOS DE LAS CUALES SE HALLAN EN POSICIONES DIAMETRALMENTE OPUESTAS Y MUY PROXIMAS ENTRE SI, CUYAS LINEAS DE PLEGADO DAN LUGAR A LA FORMACION DE SENDAS SOLAPAS, QUE AL PLEGARSE CUBREN LA EMBOCADURA Y SE ADHIEREN A UNA LAMINA QUE ADOPTA EL CONTORNO INTERNO DE LA EMBOCADURA SITUADA EN EL REVERSO DE LAS SOLAPAS, ASEGURANDO EL CIERRE HERMETICO DE LA MISMA, EN TANTO QUE LAS SOLAPAS EN LA POSICION DE CIERRE CONFIGURAN SENDOS PICOS COINCIDENTES CON LOS EXTREMOS DE LAS LINEAS DE PLEGADO, LOS CUALES SE DOBLAN PARA FORMAR UNOS PLIEGUES QUE SE ENCOLAN PARA ASEGURAR EL CIERRE DE LOS PICOS, QUE PODRAN SER DESPEGADOS Y CORTADOS PARA SUMINISTRAR EL CONTENIDO DEL ENVASE.
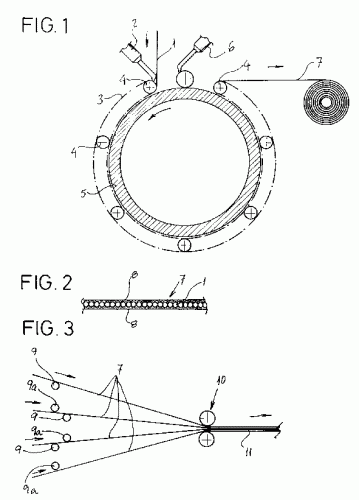
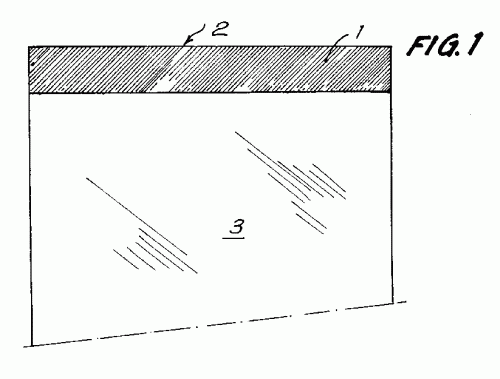
PERFECCIONAMIENTO EN LA FABRICACION DE TUBOS DE PAPEL Y CARTON IMPERMEABILIZADOS Y TUBO FABRICADO DE ACUERDO CON LOS PERFECCIONAMIENTOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: B31C3/00, B31C1/00, B32B29/04, B31C5/00.
CONSISTEN EN INTERCALAR ENTRE LAS DIVERSAS CAPAS DE PAPEL O CARTON , REVESTIMIENTOS DE NATURALEZA TERMOPLASTICA, ADHESIVA Y DE PROPIEDADES IMPERMEABILIZANTES, CUYOS REVESTIMIENTOS UNEN LAS CAPAS DESCRITAS, AL TIEMPO QUE FORMAN BARRERAS IMPERMEABLES.
PROCEDIMIENTO DE FABRICACION DE PLACAS Y CUERPOS HUECOS Y TUBULARES CON RESINAS TERMOESTABLES ARMADAS Y ARTICULOS RESULTANTES OBTENIDOS POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B32B17/10, B32B31/20.
PROCEDIMIENTO DE FABRICACION DE PLACAS Y CUERPOS HUECOS Y TUBULARES CON RESINAS TERMOESTABLES ARMADAS Y ARTICULOS RESULTANTES OBTENIDOS POR DICHO PROCEDIMIENTO. A PARTIR DE UNA CAPA DE FIBRAS O HILOS DE REFUERZO SE SOMETE A UN PROCEDIMIENTO EN CONTINUO DE IMPREGNACION CON UN CATALIZADOR POR UNA DE LAS CARAS DE LA CAPA Y POR LA OTRA CON UNA RESINA CON ACELERANTE. SEGUIDAMENTE SE SOMETE A UN PROCEDIMIENTO DE TERMOCOMPRESION PARA FORMAR UN FILM . EN UNA SEGUNDA FASE SE YUXTAPONEN UNA SERIE DE FILMS , PREVIAMENTE CUBIERTOS ALTERNATIVAMENTE EN LAS CARAS DE YUXTAPOSICION, MEDIANTE UNA CAPA DE RESINA MAS ACELERANTE QUE PASAN POR UN PROCESO DE TERMOCOMPRESION QUE CATALIZA LA RESINA Y A LA SALIDA DE ESTE PROCESO EL ARTICULO OBTENIDO SE MOLDEA PARA CONFORMARLO. CON ESTE PROCEDIMIENTO SE OBTIENEN CUERPOS FLEXIBLES Y RESISTENTES, INCLUSO FRENTE A LA HUMEDAD, CON MULTIPLES APLICACIONES, TALES COMO CONDUCCIONES, MOLDES PARA HORMIGON Y OTROS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1988). Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B65D51/02.
TAPA PARA ENVASES, CARACTERIZADA ESENCIALMENTE POR EL HECHO DE QUE EN SU CARA INTERNA PRESENTA INCORPORADA UNA PLACA DE MATERIAL LIGERO, CUYO CONTORNO EQUIVALE AL CONTORNO INTERNO DE LA BOCA DEL ENVASE A CERRAR, EN TANTO QUE EL GRUESO DE LA MISMA CORRESPONDE, VENTAJOSAMENTE, AL DEL BORDE DE DICHA BOCA, SIENDO LA SUPERFICIE TOTAL DE LA TAPA MAYOR QUE LA DE DICHA PLACA INCORPORADA, FORMANDO ASI, JUNTO CON EL FALDON PERIMETRAL DE LA MISMA, UNA ACANALADURA EN LA QUE ENCAJA HERMETICAMENTE EL REBORDE DE LA BOCA DEL ENVASE.
MEJORAS EN EL OBJETO DE LA PATENTE PRINCIPAL N 8600884, POR PROCEDIMIENTO PARA LA FORMACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO.
Secciones de la CIP Técnicas industriales diversas y transportes Construcciones fijas
(01/10/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B32B1/08, B32B3/16, E04G9/08.
LOS CUERPOS TUBULARES SE FORMAN A PARTIR DE UNA LAMINA BASE DE MATERIAL FLEXIBLE Y RESISTENTE, SOBRE LA CUAL SE ADHIERE UNA PLACA RIGIDA SOBRE LA QUE SE EFECTUAN UNA PLURALIDAD DE HENDIDOS LONGITUDINALES , QUE DAN LUGAR A BANDAS QUE SE ARTICULAN ENTRE SI JUSTAMENTE POR LAS LINEAS DE HENDIDO, A FIN DE CONFORMAR EL CONTORNO DEL CUERPO, QUE VARIARA EN FUNCION DE LA ANCHURA DE LAS BANDAS. LA PLACA RIGIDA DEJA LIBRE, POR LO MENOS UN MARGEN QUE SE ADHIERE AL BORDE OPUESTO DE LA PROPIA LAMINA , PARA CONFORMAR EL CUERPO TUBULAR.
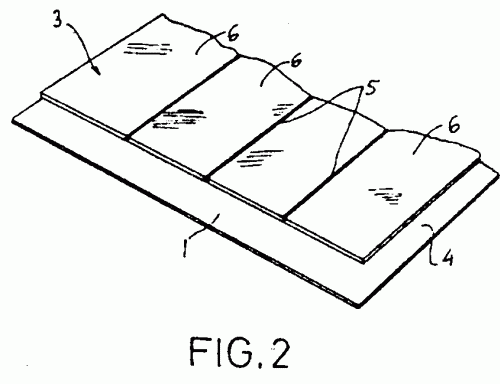
PROCEDIMIENTO PARA LA FORMACION DE CUERPOS TUBULARES Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO.
Secciones de la CIP Técnicas industriales diversas y transportes Construcciones fijas
(01/10/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: B32B1/08, B32B3/16, E04G9/08.
LOS CUERPOS TUBULARES SE OBTIENEN A PARTIR DE UN TUBO FLEXIBLE Y RESISTENTE, CON LA CARA INTERNA IMPERMEABILIZADA Y LA EXTERNA DOTADA DE UNA PLURALIDAD DE TIRAS SEPARADAS POR RANURAS . TAMBIEN ES POSIBLE DOTAR LA CARA EXTERNA DEL CUERPO TUBULAR DE UNA PLACA CON CORTES LONGITUDINALES QUE DETERMINAN LA FORMACION DE TIRAS (3A) SEPARADAS POR LOS CORTES , CONSTITUYEN LINEAS DE ARTICULACION.
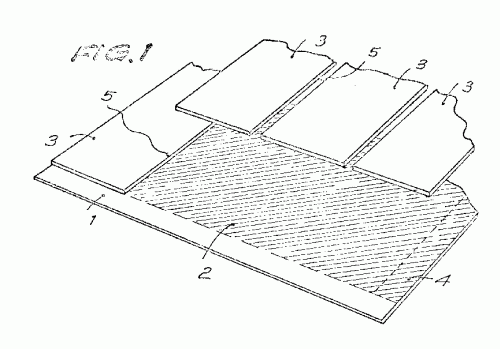
PROCEDIMIENTO DE FABRICACION DE PLATAFORMAS LIGERAS DE TRANSPORTE Y PLATAFORMA OBTENIDA POR DICHO PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,JAIME. Clasificación: B65G69/22.
PROCEDIMIENTO DE FABRICACION DE PLATAFORMAS LIGERAS DE TRANSPORTE Y PLATAFORMA OBTENIDA POR DICHO PROCEDIMIENTO. CONSISTE EN APLICAR ZONAS DE COLA DE ADHESION POR CONTACTO EN UNA DE LAS CARAS DE UNA PLACA LIGERA Y RESISTENTE , PARA PROCEDER POSTERIORMENTE AL PUNZADO DE LA PLACA CON EL FIN DE FORMAR GRUPOS DE PESTAÑAS , QUE SON DOBLADAS MEDIANTE EL PROPIO PUNZON Y APLICADAS CONTRA LA CARA INTERNA PREVIAMENTE EMBADURNADA POR UNA FRANJA DE COLA DE LAS MISMAS CARACTERISTICAS QUE LA ANTERIOR, DE UNOS CUERPOS TUBULARES RIGIDOS Y LIGEROS, QUE HABRAN DE CONSTITUIR LOS PIES DE LA PLATAFORMA.
PROCEDIMIENTO PARA LA FORMACION DE EMBOCADURAS DE ENVASES TUBULARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS, PEDO. Clasificación: B65B51/10.
CONSISTE EN APLICAR UNA FRANJA TERMOADHESIVA JUNTO A UNO O DOS BORDES DE LA LAMINA A PARTIR DE LA QUE SE FORMA EL ENVASE. SEGUIDAMENTE SE FORMA EL REBORDE TUBULAR CON LA FRANJA DE ADHESIVO EN SU CARA INTERNA. FINALMENTE SE SOMETE EL REBORDE A UN PROCESO DE TERMOCOMPRESION QUE DA LUGAR A LA FORMACION DE UNA PESTAÑA APLASTADA Y PLANA EN TODO EL CONTORNO DE LA EMBOCADURA O FONDO DEL ENVASE.
MOLDE PARA PROBETAS DE HORMIGON Y SIMILARES.
Sección de la CIP Física
(16/08/1988). Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: G01N1/02, G01N33/38.
MOLDE PARA PROBETAS DE HORMIGON Y SIMILARES, CARACTERIZADO ESENCIALMENTE POR EL HECHO DE QUE CONSTA DE UN CUERPO TUBULAR DE MATERIAL LIGERO Y FLEXIBLE, REVESTIDO, POR LO MENOS INTERIORMENTE, MEDIANTE UNA LAMINA O REVESTIMIENTO RESISTENTE E IMPERMEABLE, CUYO CUERPO TUBULAR ESTA DOTADO EN EL EXTREMO CORRESPONDIENTE ALFONDO DEL MOLDE DE UNA TAPA UNIDA A EL POR CUALQUIER MEDIO APROPIADO, EN TANTO QUE EL EXTREMO OPUESTO ESTA DOTADO EN EL BORDE DE UN ARO EXTERIOR, RIGIDO, DE REFUERZO.
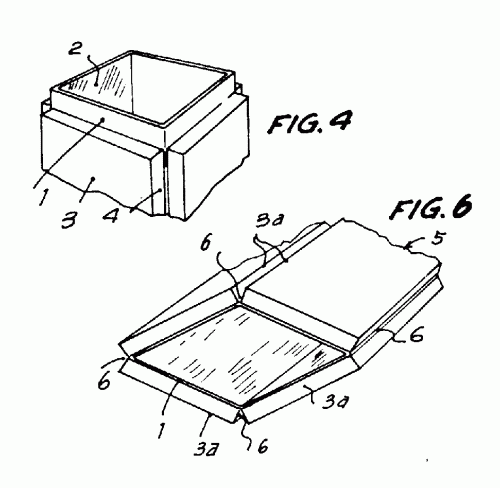
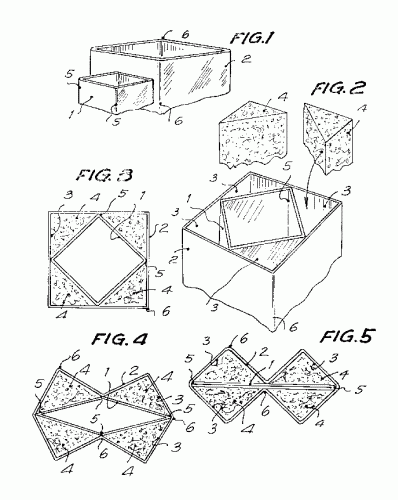
PROCEDIMIENTO PARA LA FABRICACION DE MOLDES PARA ENCOFRADOS Y ENCOFRADO OBTENIDO CON ESTE PROCEDIMIENTO.
Sección de la CIP Construcciones fijas
(16/08/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PEDRO. Clasificación: E04G9/10, E04G9/08.
CONSISTE EN PARTIR DE DOS CUERPOS TUBULARES Y DE NATURALEZA FLEXIBLE, RESISTENTE, Y PLEGABLE, VENTAJOSAMENTE DE CARTON, CON UN REVESTIMIENTO IMPERMEABLE, CUYOS CUERPOS, UNA VEZ DESPLEGADOS, ADOPTAN CONTORNOS COMPLEMENTARIOS QUE PERMITEN SU ENCAJE, QUEDANDO INSCRITOS UNO EN EL INTERIOR DEL OTRO, DEJANDO ESPACIOS HUECOS ENTRE LAS PAREDES DE AMBOS, RELLENABLES MEDIANTE BLOQUES DE NATURALEZA LIGERA Y RIGIDA, EN TANTO QUE EL CUERPO INTERIOR CONSTITUYE EL MOLDE DEL ENCOFRADO A RELLENAR POR EL MATERIAL FRAGUABLE.
PROCEDIMIENTO PARA LA FORMACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO.
Sección de la CIP Construcciones fijas
(16/03/1988). Ver ilustración. Inventor/es: TEIXIDOR CASANOVAS,PERE. Clasificación: E04G9/08.
PROCEDIMIENTO PARA LA FORMACION DE CUERPOS TUBULARES LIGEROS Y CUERPO TUBULAR OBTENIDO POR DICHO PROCEDIMIENTO. LOS CUERPOS TUBULARES SE FORMAN A PARTIR DE UNA LAMINA BASE DE MATERIAL FLEXIBLE Y RESISTENTE, SOBRE LA CUAL SE ADHIEREN UNA SERIE DE TIRAS DE MATERIAL RIGIDO, DE ANCHURAS IGUALES O DISTINTAS, DEBIDAMENTE COMBINADAS, QUE SE DISPONEN YUXTAPUESTAS LONGITUDINALMENTE, DEJANDO LIBRE TAN SOLO UNA PESTAÑA MARGINAL, PARALELA A LAS PROPIAS TIRAS Y QUE SIRVE PARA UNIRSE AL EXTREMO OPUESTO DE LA LAMINA BASE POR SOLAPADO Y ADHESION AL INTERIOR Y CERRANDO EL CONTORNO DEL CUERPO TUBULAR, QUE VENDRA DETERMINADO POR LAS TIRAS ADHERIDAS A AQUELLA LAMINA BASE.
PLACA BASE PARA LA FORMACION DE CUERPOS AHUECADOS DE CARTON Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/1986). Clasificación: B31F1.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA FABRICACION DE CUERPOS AHUECADOS DE CARTON Y SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/1986). Clasificación: B31F1.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS AHUECADOS DE CARTON Y SIMILARES. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA LAMINA DE CARTON O DE MATERIAL SIMILAR, MEDIANTE OPERACIONES DE TROQUELADO; SEGUNDA, LA LAMINA TROQUELADA SE SOMETE A UNA OPERACION DE EMBUTIDO O PRENSADO, CUYA OPERACION DETERMINA LA CONFIGURACION AHUECADA DE LA PIEZA PREFABRICADA; Y POR ULTIMO, EN LA LAMINA TROQUELADA Y EMBUTIDA SE EFECTUAN UNAS INCISIONES RADIALES, EN LOS TRAMOS CURVADOS DEL PERIMETRO DE LA MISMA, CUYAS INCISIONES FACILITAN Y GUIAN LA FORMACION DE LOS PLIEGUES QUE SE FORMAN DURANTE EL PRENSADO DE LA PLACA. DE APLICACION EN LA FABRICACION DE TAPAS PARA BIDONES, PLATOS DE UN SOLO USO Y SIMILARES.
BORDE PARA FONDOS DE ENVASES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1985). Clasificación: B65D23.
1.Borde para fondos de envases, caracterizado esencialmente por el hecho de que consiste en un borde de la pared lateral del envase, doblado sobre sí mismo, hacia el interior, a modo de , que aprisiona un faldón doblado y que parte de la periferia de la pieza que constituye el fondo, doblándose el conjunto hacia el interior, de forma que el borde queda aplanado y adherido al margen del fondo, estando los diversos componentes y capas del borde descrito adheridos entre sí y al fondo mediante cola de aportación o por termofusión de un componente que los impregna. 2.Borde para fondos de envases.
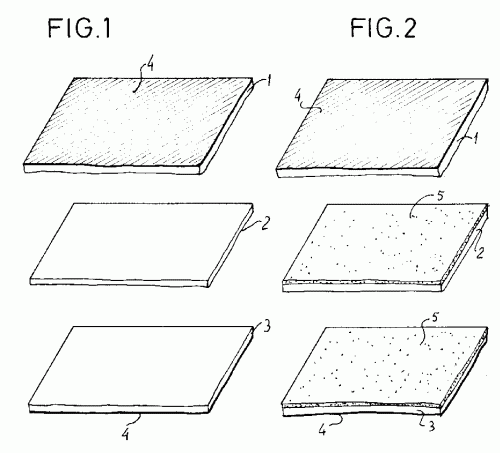
FONDO REFORZADO PARA ENVASES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/01/1985). Clasificación: B65D23.
1.Fondo reforzado para envases, del tipo que comprende una tapa provista de un faldón periférico doblado y aprisionado por el borde de las paredes del envase, doblado sobre sí mismo, caracterizado esencialmente por el hecho de que consta de una sobretapa yuxtapuesta a la primera, provista a su vez de un faldón periférico unido al dintorno del borde doblado de las paredes del envase, estando el conjunto homogeneizado ya sea por aportación de cola o bien por termosoldadura de un material plástico que impregna los componentes de doble fondo. 2.Fondo reforzado para envases, según la reivindicación anterior, caracterizado por el hecho de que el faldón periférico de la segunda tapa está dotado de una pestaña periférica, que sobresale radialmente a modo de valona, incorporada al canto del borde doblado de las paredes del envase. 3.Fondo reforzado para envases.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}