355 patentes, modelos y diseños de NIPPON STEEL CORPORATION (pag. 10)
OBTENCION DE ACEROS QUE CONTIENEN METALES DE BAJO PUNTO DE FUSION.
Sección de la CIP Química y metalurgia
(01/08/1991). Inventor/es: TAKAHASHI, AKIRA. Clasificación: C21C7/00.
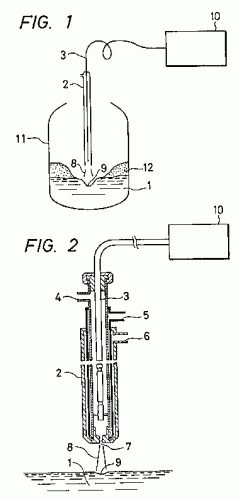
LA PRESENTE INVENCION SE REFIERE A LA OBTENCION DE ACEROS DE CORTE LIBRE, MAS PARTICULARMENTE A UN METODO PARA OBTENER ACEROS QUE CONTIENEN METALES DE BAJO PUNTO DE FUSION TAL COMO LOS ACEROS DE CORTE LIBRE. EL METODO COMPRENDE LAS ETAPAS DE: MANTENER EL METAL DE BAJO PUNTO DE FUSION EN UN RECIPIENTE , Y PERMITIR QUE UNA CANTIDAD CONTROLADA DEL METAL FUNDIDO FLUYA HACIA ABAJO, A TRAVES DE UNA BARRA OBTURADORA HUECA DE UN RECIPIENTE DE ACERO FUNDIDO , PENETRANDO DENTRO DEL ACERO FUNDIDO CONTENIDO EN DICHO RECIPIENTE . EL METODO EVITA LAS FUGAS Y PROPORCIONA UNA MEZCLA UNIFORME DE ACERO FUNDIDO.
METODO DE COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/1991). Inventor/es: OGIBAYASHI, SHIGEAKI, MIYAZAWA, KENICHI. Clasificación: B22D11/10, B22D11/12.
UN METODO DE COLADA CONTINUA SE PUEDE REPRESENTAR POR UNA BANDA, CARACTERIZADA POR QUE SU ANCHO DISMINUYE CONTINUAMENTE CON FACTOR DE REDUCCION (X) EN UN INTERVALO COMPRENDIDO ENTRE EL INSTANTE EN QUE EL CENTRO DE DICHA BANDA CORRESPONDE A UNA TEMPERATURA EN LA QUE LA PROPORCION DE FASE SOLIDA VARIA DE 0,1 A 0,3, Y EL INSTANTE EN QUE DICHA TEMPERATURA HA DESCENDIDO POR DEBAJO DEL LIMITE CORRESPONDIENTE A LA PROPORCION DE FASE SOLIDA EN EL LIMITE DE FLUIDIFICACION DETERMINADO POR QUE DICHO FACTOR DE REDUCCION (X) SATISFAGA LA SIGUIENTE ECUACION : 0,6 (PERTENECE A) =< X =< 1,1 (PERTENECE A) ... , DONDE: (PERTENECE A) = 4/R, 1 =< R =< 4 ; SIENDO R UN FACTOR DE PLANITUD DE LA BANDA Y X EL FACTOR DE REDUCCION (MM/MIN).
METODO PARA DETERMINAR ESPECTROSCOPICAMENTE LA COMPOSICION DE HIERRO FUNDIDO.
Sección de la CIP Física
(16/03/1991). Ver ilustración. Inventor/es: CHIBA, KOICHI, ONO, AKIHIRO, OHNO, TAKAMASA, OKAJIMA, MASAKI, YAMANE, HIROSHI, HAYATA, MONOUR. Clasificación: G01N21/62, G01N21/73.
OXIGENO O UN GAS MIXTO CONTENIENDO OXIGENO O UNA LLAMA QUIMICA, PRODUCIDA POR UNA MEZCLA DE GAS DE COMBUSTION Y UN GAS QUE AYUDA A LA COMBUSTION, CONTENIENDO OXIGENO, SE INSUFLA CONTRA LA SUPERFICIE DE HIERRO FUNDIDO PARA OCASIONAR EMISION DE RADIACION. LAS RADIACIONES SE DIVIDEN EN LOS COMPONENTES DE DIFERENTES LONGITUDES DE ONDA Y LOS ESPECTROS DE EMISION RESULTANTES SE MIDEN PARA DETERMINAR LA COMPOSICION DEL HIERRO FUNDIDO.
PROCEDIMIENTO PARA LA PRODUCCION DE CHAPA DE ACERO INOXIDABLE DE TIPO CR-NI QUE TIENE PROPIEDADES EXCELENTES DE SUPERFICIE Y CALIDAD DE MATERIAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/1990). Inventor/es: ABE, MASAYUKI, UEDA, MASANORI, MINAMINO, SHIGERU, TERAOKA, SHINICHI, SUMITOMO, HIDEHIKO, SHUEHIRO, TOSHIYUKI. Clasificación: B22D11/06.
PROCEDIMIENTO PARA LA PRODUCCION DE CHAPA DE ACERO INOXIDABL DE TIPO CR-NI QUE TIENE PROPIEDADES EXCELENTES DE SUPERFICIE Y CALIDAD DE MATERIAL, SE PREPARA UNA BANDA COLADA DE ACERO INOXIDABLE TIPO CR-NI QUE TIENE UN ESPESOR PROXIMO A UN ESPESOR DE PRODUCTO MEDIANTE LA COLADA CONTINUA SINCRONICA; SOMETIENDO LA BANDA COLADA INMEDIATAMENTE AGUAS ABAJO DE LA MAQUINA DE COLADA A ENFRIAMIENTO RAPIDO EN LA REGION DE TEMPERATURAS ALTAS, TRABAJO EN CALIENTE O TRABAJO EN FRIO DE LA BANDA COLADA Y SOMETIENDO LA BANDA COLADA A RECOCIDO O TRATAMIENTO ANALOGO, LOS GRANOS EN LA BANDA COLADA SE HACEN MAS FINOS, Y EFECTUANDO EL ENFRIAMIENTO EN LA REGION DE TEMPERATURA BAJA DE TEMPERATURAS INFERIORES A 900'C, SE IMPIDE LA PRECIPITACION DE CARBURO DE CR EN EL PLANO DE EXFOLIACION; DE ESTE MODO, SE CONTROLA LA APARICION DE CORDONADURA O BRILLO DESIGUAL EN LA SUPERFICIE DE LA CHAPA DE ACERO INOXIDABLE.
UNA CHAPA DE ACERO CHAPADO CON MATERIAL COMPUESTO BASADO EN ZN-NI Y METODO PARA FABRICARLA.
Secciones de la CIP Técnicas industriales diversas y transportes Química y metalurgia
(16/09/1989). Inventor/es: SHINDOU, YOSHIO, YAMAZAKI, FUMIO. Clasificación: B05D7/14, C25D15/02.
SE DESCRIBE UNA CHAPA DE ACERO REVESTIDA ELECTROLITICAMENTE CON MATERIAL COMPUESTO BASADO EN ZN-NI EXCELENTE EN RESISTENCIA A LA CORROSION Y APTITUD PARA SER TRABAJADA, QUE COMPRENDE UN SUBSTRATO FERREO Y, DISPUESTA SOBRE EL MISMO, UNA CAPA DE REVESTIMIENTO ELECTROLITICO DE MATERIAL COMPUESTO BASADO EN ZN-NI QUE COMPRENDE 1-15% EN PESO DE NI, 0,1-10% EN PESO DE CR, 0,1-10% EN PESO DE SIO2, 0,01-3% EN PESO DE FE Y SIENDO EL RESTO ESENCIALMENTE ZN. ESTA CHAPA DE ACERO PUEDE TENER ADICIONALMENTE UNA CAPA SUPERIOR DE REVESTIMIENTO ELECTROLITICO DE ZN O ALEACION BASADA EN ZN PARA MEJORAR ULTERIORMENTE LA RESISTENCIA A LA CORROSION DESPUES DEL REVESTIMINTO. ADEMAS, CON OBJETO DE MEJORAR NOTABLEMENTE LA RESISTENCIA A LA CORROSION, LA CHAPA DE ACERO PUEDE TENER ADICIONALMENTE UNA CAPA DE PELICULA DE CROMATO DIFICILMENTE SOLUBLE DE 10-150 MG/M2 EN CONTENIDO TOTAL DE CR Y UNA CAPA DE PELICULA DELGADA DE RESINA EPOXIDICA QUE CONTIENE S102 AGLOMERADO PROVISTA SOBRE DICHA CAPA DE PELICULA DE CROMATO.
UNA CHAPA DE ACERO RECOCIDO CONTINUAMENTE Y UN METODO PARA SU PRODUCCION.
Sección de la CIP Química y metalurgia
(16/07/1989). Inventor/es: MARUOKA, KUNIAKI, KAWANO, TSUYOSHI, NOSAKA, SHOJI, YAMASHITA, YASUHIKO, TANAKA, SEIICHI. Clasificación: C22C38/00.
UNA CHAPA DE ACERO RECOCIDO CONTINUAMENTE Y UN METODO PARA SU PRODUCCION, CUYA CHAPA DE ACERO PRESENTA UNA EXCELENTE CAPACIDAD DE CONFORMADO DE PESTAÑA O REBORDE POR ESTIRADO, ADECUADA PARA LA PRODUCCION DE BOTES DI, Y CONTIENE DE 0,0040 A 0,0600% DE CARBONO, DE 0,05 A 0,60% DE MANGANESO, NO MAS DE 0,020% DE FOSFORO, DE 0,005 A 0,100% DE ALUMINIO SOLUBLE EN ACIDO, NO MAS DE 0,0070% DE NITROGENO, SIENDO EL RESTO HIERRO E IMPUREZAS INEVITABLES, PRESENTANDO ADEMAS UN GRADO DE TEMPLE DE T-1 A T-3 O UNA RESISTENCIA A LA TRACCION NO SUPERIOR A 42 KGF/MM2 Y UN INDICE DE TAMAÑO DE GRANO DE 8,5 A 11,5, DE ACUERDO CON LA NORMA JIS. EL METODO PARA LA PRODUCCION DE DICHA CHAPA DE ACERO COMPRENDE BOBINAR LA BANDA LAMINADA EN CALIENTE, LAMINAR EN FRIO LA BANDA, RECOCER POR RECRISTALIZACION LA BANDA, ENFRIAR LA BANDA Y SOBREENVEJECER DICHA BANDA.
UN APARATO PARA MEDIR LA RELACION DE REDUCCION DE UN MATERIAL LAMINADO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/1989). Inventor/es: YAMAOKA, MASAYOSHI, TSUTSUI, KIYOMI, INOUE, TADASHI, TAKASHASHI, TOYOKI. Clasificación: B24B49/10.
EN UN APARATO PARA DETERMINAR LA RELACION DE REDUCCION DE UN MATERIAL LAMINADO, MIDIENDO PARA ELLO LA VELOCIDAD DE MOVIMIENTO DE UNA MARCA MAGNETICA FORMADA EN UNA BANDA O FLEJE EN LOS LADOS DE ENTRADA Y SALIDA DE UN TREN DE LAMINACION, CONFORME AL PRESENTE INVENTO, UNA O ELEVACION DE UNA SEÑAL DEL PRODUCTO LOGICO DE UNA SEÑAL DE DETECCION DEL LADO DE ENTRADA Y UN IMPULSO DE UNA PUERTA LOGICA QUE SE ABRE POR EFECTO DE UNA SEÑAL DE DETECCION DE MARCA MAGNETICA EN EL LADO DE SALIDA, Y QUE SE CIERRA DESPUES DE TRANSCURRIDO UN TIEMPO OPTIMO, ES LO QUE SE ADOPTA COMO INSTANTE DE TEMPORIZACION PARA LA DETECCION DE LA MARCA MAGNETICA EN EL LADO DE ENTRADA, Y LOS NIVELES DE COMPARACION DE LOS DETECTORES SE MODIFICAN AUTOMATICAMENTE CON ARREGLO A LA MAGNITUD ALMACENADA DE LA MARCA MAGNETICA, CON LO CUAL SE REDUCE TODO LO POSIBLE UN EMPEORAMIENTO DE LA RELACION S/N DE LA SEÑAL DE MARCA MAGNETICA POR ELLADO DE ENTRADA, O UNA DETECCION ERRONEA.
CHAPA DE ACERO GALVANIZADA Y METODO PARA PRODUCIRLA.
Sección de la CIP Química y metalurgia
(16/07/1988). Inventor/es: SHINDOU, YOSHIO, KABEYA, MOTOO. Clasificación: C25D5/50, C25D5/00, C25D7/06.
CHAPA DE ACERO GALVANIZADA Y METODO PARA PRODUCIRLA, EN DONDE LA CHAPA DE ACERO ES DE BAJOCONTENIDO EN CARBONO Y SE SUMERGE EN CALIENTE EN UN BAÑO DE GALVANIZACION QUE CONTIENE 0,15 A 10% DE AL, 0,1 A 1% DE SB, 0,O1 A 2% DE SI Y EL RESTO DE ZN E IMPUREZAS INEVITABLES TALES COMO PB, SN Y CD, EN UNA CANTIDAD INFERIOR A 0,01 A 1% DE AL MENOS UN MIEMBRO SELECCIONADO ENTRE MG Y MISCHMETAL. LA CHAPA DE ACERO GALVANIZADA TIENE MEJORADA SU RESISTENCIA A LA CORROSION Y A LA EXFOLIACION SECULAR.
UN METODO PARA CONTROLAR UNA ETAPA TEMPRANA EN UN PROCESO DE COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/07/1988). Ver ilustración. Inventor/es: MATSUSHITA, AKIRA, TEMMA, MASAMI, OHASHI, WATARU. Clasificación: B22D11/20.
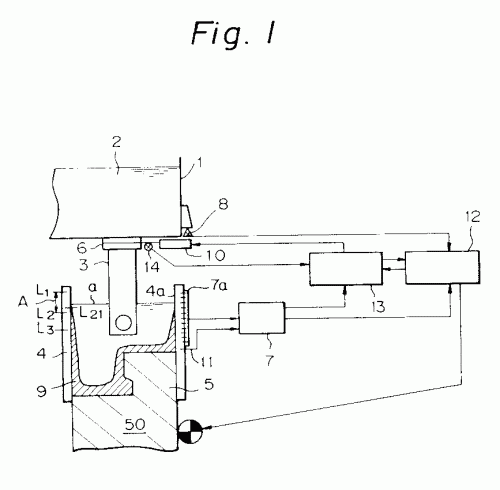
UN METODO PARA CONTROLAR UNA ETAPA TEMPRANA EN UN PROCESO DE COLADA CONTINUA, QUE COMPRENDE COMENZAR A VERTER ACERO FUNDIDO EN UN MOLDE PROVISTO DE UNA CABEZA DE BARRA SIMULADA A TRAVES DE UNA TOBERA DE INMERSION, DETECTAR EL ALCANCE DE UN NIVEL DE ACERO PREDETERMINADO EN EL MOLDE PARA COMIENZO DE ESTIRAJE Y EMPEZAR A ESTIRAR LA CABEZA DE BARRA SIMULADA, PREDETERMINANDOSE UN TIEMPO DE MANTENIMIENTO DEL ACERO EN EL MOLDE MEDIANTE LA VELOCIDAD DE FORMACION DE UNA ENVUELTA SOLIDIFICADA EN LAS CONDICIONES DE TRABAJO REINANTE, PREDICIENDOSE SI SE PUEDE OBTENER O NO, CUANDO EL ACERO HA ALCANZADO EL NIVEL PREDETERMINADO, UN TIEMPO DE MANTENIMIENTO DEL METAL FUNDIDO SENSIBLEMENTE IGUAL AL TIEMPO DE MANTENIMIENTO PREDETERMINADO ANTES CITADO, Y CONTROLANDOSE EL FLUJO DEL ACERO FUNDIDO CON ARREGLO AL RESULTADO DE LA PREDICCION EFECTUADA.
CHAPA DE ACERO ELECTRICO Y METODO PARA PRODUCIRLA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1988). Inventor/es: KOMATSU, HAJIME, TANINO, MITSURU, SUGA, YOZO, KONNO, TOYOHIKO. Clasificación: B22D25/06, B22D27/20.
SE DESCRIBE LA PRODUCCION DE CHAPA DE ACERO ELECTRICA DE GRANO ORIENTADO UTILIZANDO UN NUEVO INHIBIDOR (ALSI)N EN LUGAR DE LOS INHIBIDORES CONVENCIONALES. ESTE INHIBIDOR SE FORMA OBTENIENDO UNA DISOLUCION INCOMPLETA DE AL Y N Y DESPUES NITRURANDO LA CHAPA DE ACERP RECOGIDA DE DESCEMENTACION ANTES DE LA INICIACION DE UNA RECRISTALIZACION SECUNDARIA. EL INHIBIDOR FINO PUEDE FORMARSE EN UNA GRAN CANTIDAD, AUMENTANDO CON ELLO LA DENSIDAD DE FLUJO MAGNETICO. LA CHAPA OBTENIDA TIENE UN GRANO ORIENTADO CON UNA GRAN DENSIDAD DE FLUJO MAGNETICO.
METODO PARA COLADA CONTINUA DE METALES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1988). Ver ilustración. Inventor/es: OGIBAYASHI, SHIGEAKI, YAMADA, MAMORU, MUKAI, TATSUO, TEZUKA, MAKOTO, HIRAI, MASAZUMI. Clasificación: B22D11/128.
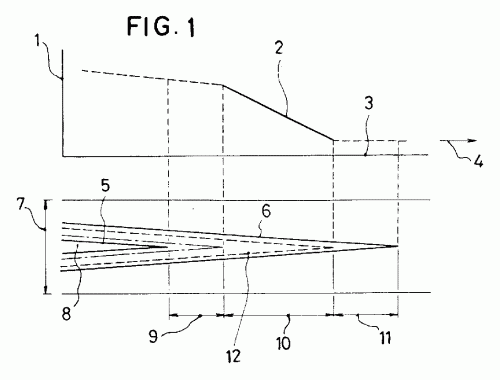
METODO PARA COLADA CONTINUA DE METALES. EN EL METODO DE COLADA EL ESPESOR DE LA BARRA SE REDUCE DE MANERA CONTINUA A LA VELOCIDAD DE 0,5 MM/MIN HASTA MENOR DE 2,2 MM/MIN ENTRE EL MOMENTO EN QUE EL CENTRO DE LA BARRA TIENE UNA TEMPERATURA QUE CORRESPONDE A UNA PROPORCION DE FASE SOLIDA ENTRE 0,1 Y 0,3 Y EL MOMENTO EN QUE DICHA TEMPERATURA HA DESCENDIDO A NIVEL QUE CORRESPONDE A LA PROPORCION DE FASE SOLIDA DE LIMITE DE FLUIDIZACION, SIN REDUCCION SUSTANCIAL EN EL ESPESOR ENTRE EL MOMENTO EN QUE EL CENTRO DE LA BARRA TIENE LA TEMPERATURA QUE CORRESPONDE A LA PROPORCION DE FASE SOLIDA DE LIMITE DE FLUIDIZACION Y EL MOMENTO EN EL QUE DICHA TEMPERATURA HA DESCENDIDO AL LIMITE DE SOLIDO.
UN PROCEDIMIENTO PARA PRODUCIR UN ACERO DE CORTE RAPIDO.
Sección de la CIP Química y metalurgia
(16/03/1988). Ver ilustración. Inventor/es: KATAYAMA, SAKAE, IMAI, TATSUYA, ONODER, NORIO, ISHIBASHI, YASUSHI. Clasificación: C22C38/04, C22C38/60.
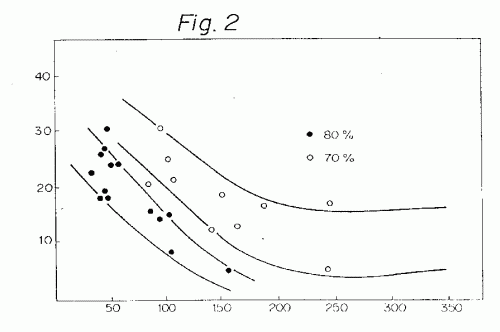
EL PROCEDIMIENTO DESCRITO COMPRENDE COLAR EN CONTINUO UN ACERO FUNDIDO QUE TIENE UNA COMPOSICION EN PORCENTAJE EN PESO DE 0,05-0,15 DE CARBONO, 0,1-1,5 DE MANGANESO, 0,05-0,10 DE FOSFORO, 0,15-0,40 DE AZUFRE, 0,010-0,020 DE OXIGENO, UNO O MAS DE 0,05-0,40 DE PLOMO, 0,05-0,40 DE BISMUTO Y 0,003-0,10 DE TELURO, 0,003 O MAS DE SILICIO, 0,0009 O MENOS DE ALUMINIO Y EL RESTO SUSTANCIALMENTE HIERRO, A UNA VELOCIDAD DE SOLIDIFICACION SUFICIENTEMENTE BAJA PARA FORMAR UNA INCLUSION A BASE DE MNS QUE TIENE UN AREA DE SECCION MEDIA NO MENOR QUE 30 MM2, LO QUE IMPIDE QUE EL EXCESO DE ALUMINIO Y SILICIO ENTRE EN EL ACERO PARA ASEGURAR QUE NO MAS DE 80% DE NUMERO TOTAL DE INCLUSIONES A BASE DE MNS NO SEAN UN COMPLEJO CON OXIDO.
APARATO PARA LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN FRIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/1988). Clasificación: B21B45/06.
APARATO PARA LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN FRIO. CONSTA DE UN DESCAMADOR MECANICO QUE ESTA COMPUESTO DE UN ROMPEDOR DE ESCAMAS DEL TIPO DE NIVELADOR DE TENSION QUE COMPRENDE ESTRIBOS Y DE UN JUEGO DE RODILLOS PLEGADORES INTERPUESTOS ENTREMEDIAS; DE UNA UNIDAD CEPILLADORA QUE COMPRENDE VARIOS CEPILLOS EN FORMA DE RODILLO RASCADOR DE ESCAMAS; DE UN TANQUE DECAPADOR ; DE UN LAMINADOR DE REDUCCION EN FRIO EN TANDEM, DONDE SE LAMINA EL MATERIAL BASICO PARA FORMAR UN FLEJE; Y DE UN HORNO DE RECODIDO CONTINUO DONDE PENETRA EL FLEJE A TRAVES DE UN LIMPIADOR ELECTROLITICO.
UN APARATO DE SOPORTE DE LANZA O SOPLETE.
Sección de la CIP Química y metalurgia
(16/07/1987). Clasificación: C21C5/46.
UNIDAD DE FUNCIONAMIENTO DE LANZA EN UN APARATO DE SOPORTE. INCLUYE: UN CARRIL DE GUIA PARA SUBIR O BAJAR A LA LANZA Y QUE TIENE UNA SECCION TRANSVERSAL EN FORMA DE U; UN CARRO ELEVADOR Y DESCENDEDOR DE LA LANZA QUE TIENE RUDAS (19A) PARA MOVER LA SUPERFICIE INTERNA DEL CARRIL; UN DISPOSITIVO DE ROTACION DE LA LANZA PARA IMPULSAR DE MANERA GIRATORIA AL VASTAGO (19B) DE SOPORTE DE LA LANZA; UN DISPOSITIVO DE BASCULACION PARA EL CARRO DE GUIA QUE INCLUYE UN MOTOR ELECTRICO (21A); Y UNA CAJA REDUCTORA (21B) Y UN DISPOSITIVO DE IMPULSION DE ELEVACION Y DESCENSO.
APARATO REFRIGERADOR DE FLEJES PARA UN HORNO DE RECOCIDO CONTINUO.
Sección de la CIP Mecánica, iluminación, calefacción, armamento y voladura
(01/07/1987). Clasificación: F27D9.
APARATO REFRIGERADOR DE FLEJES PARA UN HORNO DE RECOCIDO CONTINUO. COMPRENDE: UNA ZONA DE REFRIGERACION PRIMARIA QUE TIENE TRES DISPOSITIVOS LANZADORES DE CHORRO DE GAS, DISPUESTOS A LO LARGO DE LA LINEA DE MOVIMIENTO DEL FLEJE (S), QUE CONSISTEN EN UNA CAMARA DE GAS REFRIGERANTE, UN VENTILADOR DE CIRCULACION Y UN INTERCAMBIADOR TERMICO PARA ENFRIAR , TENIENDO CADA CAMARA FORMA DE CAJA, ENFRENTANDOSE LA SUPERFICIE DELANTERA DE LA MISMA CON EL FLEJE (S), ESTANDO CONTENIDAS EN LA CAMARA DEL HORNO Y SUJETAS A LA PARED DEL HORNO, Y ESTANDO IMPULSADO EL VENTILADOR POR UN MOTOR ; UN CONDUCTO DE ADMISION ; Y UN CONDUCTO DE DESCARGA CONECTADO A LA CAMARA . TIENE APLICACION EN LA CURACION DE FLEJES DE ACERO.
UN METODO PARA TRATAR ACERO FUNDIDO.
Sección de la CIP Química y metalurgia
(16/05/1987). Clasificación: C21C1/02.
METODO PARA TRATAR ACERO FUNDIDO. CONSISTE EN INYECTAR UN PRIMER AGENTE DE TRATAMIENTO CONSISTENTE EN CAO, CAF2 Y MGO E IMPUREZAS, QUE CONTIENE DE 10 A 60% EN PESO DE MGO Y QUE TIENE UNA RELACION PONDERAL DE Y (CAF2)-(CAO) B (CAF2)Z D 100% DE 20 A 80%, DENTRO DEL ACERO FUNDIDO CON AYUDA DE UN GAS PORTADOR INERTE; Y MANTENER UNA ATMOSFERA DE PRESION REDUCIDA O DE GAS INERTE POR ENCIMA DE UNA PORCION DE LA SUPERFICIE DEL BAÑO DEL ACERO FUNDIDO, HACIA LA CUAL EMERGE EL GAS PORTADOR INERTE, ESTANDO LA PORCION DE LA SUPERFICIE DEL BAÑO LIBRE DE CUALQUIER ESCORIA QUE PUEDA ESTAR PRESENTA SOBRE EL BAÑO DE ACERO ANTES DEL TRATAMIENTO. TIENE APLICACIONES EN LA INDUSTRIA SIDEROMETALURGICA.
UN METODO PARA EVITAR UN DEFECTO DE COLADA EN UNA COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1987). Clasificación: B22D11/18.
METODO PARA EVITAR UN DEFECTO DE COLADA DURANTE UN PROCESO DE COLADA CONTINUA. CONSISTE EN INCRUSTAR TERMINALES DE DETECCION DE LA TEMPERATURA EN EL MOLDE DE COLADA CONTINUA, PARA OBTENER CON ELLO UN PATRON DE VARIACION DE LAS TEMPERATURAS SUCESIVAS, MEDIANTE EL CUAL SE PREDICE LA CLASE Y LA POSICION DE UN DEFECTO DE COLADA QUE SE VAYA A FORMAR DENTRO DEL MOLDE DE COLADA CONTINUA. SUBSIGUIENTEMENTE SE SELECCIONA UN PATRON DE VARIACION DE LA VELOCIDAD DE LA COLADA SOBRE LA BASE DE LA CLASE Y LA POSICION DEL DEFECTO DE COLADA QUE SE HAYA PREDICHO, PARA EVITAR ASI QUE EL DEFECTO DE COLADA ORIGINE UN DEFECTO EN UNA COLADA RETIRADA DEL MOLDE DE COLADA CONTINUA. LA VELOCIDAD DE LA COLADA SE CONTROLA DE ACUERDO CON EL PATRON DE VARIACION DE LA VELOCIDAD DE LA COLADA SELECCIONADA.
UN APARATO DE MOLDE DE COLADA CONTINUA COMPUESTO, DEL TIPO DE ANCHURA VARIABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/1987). Clasificación: B22D11/04.
APARATO DE MOLDE DE COLADA CONTINUA DEL TIPO DE ANCHURA VARIABLE. CONSTA DE UN PAR DE CARAS ESTRECHAS (1A, 1B) QUE ESTAN FIJADAS ENTRE UN PAR DE CARAS ESTRECHAS (2A, 2B), LAS CUALES ESTAN SUJETAS A UNA MESA DE OSCILACION DEL MOLDE, SIENDO DICHAS CARAS ESTRECHAS MOVIBLES A LO LARGO DE LAS CARAS ANCHAS DE TAL MODO QUE SE VARIE LA ANCHURA DE LA PLANCHA QUE ESTA SIENDO COLADA, EN EL LADO POSTERIOR DE LA CARA ESTRECHA JUNTO AL PUNTO DE EQUILIBRIO ENTRE TODAS LAS FUERZAS DE REACCION SOBRE DICHA CARA ESTRECHA DURANTE LA VARIACION DE LA ANCHURA; DE MEDIOS DE ACCIONAMIENTO (3A, 3B), TALES COMO UNIDADES DE ACCIONAMIENTO ELECTROHIDRAULICAS, QUE ESTAN CONECTADOS A LAS CARAS ESTRECHAS (1A, 1B); Y DE UN DISPOSITIVO GIRATORIO PARA ACCIONAR A ROTACION LAS CARAS ESTRECHAS.
PROCEDIMIENTO PARA LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN FRIO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/03/1987). Clasificación: B21B45/06.
PROCEDIMIENTO PARA LA FABRICACION DE FLEJES DE ACERO LAMINADOS EN FRIO. COMPRENDE LA OPERACION DE CONTROLAR EL TANTO POR CIENTO DE ALARGAMIENTO EN BASE A LAS CONDICIONES DE FABRICACION DEL FLEJE DE ACERO LAMINADO EN CALIENTE Y/O DE LAS PROPIEDADES Y CANTIDAD DE LAS ESCAMAS DE LAMINADOR SOBRE LA SUPERFICIE DE FLEJE LAMINADO EN CALIENTE.
UN METODO PARA VARIAR LA ANCHURA EN CONDICIONES DE COLADA CONTINUA MOVIENDO PARA ELLO LA CARA ESTRECHA DEL MOLDE DE COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1987). Clasificación: B22D11/04.
METODO PARA VARIAR LA ANCHURA DE UNA PLANCHA COLADA EN UN MOLDE DE COLADA CONTINUA. CONSISTE EN MOVER, EN CONDICIONES DE COLADA CONTINUA, LA CARA ESTRECHA DEL MOLDE, INCLUYENDO DICHO PROCEDIMIENTO AL MENOS UN PERIODO DE VARIACION DEL ESTRECHAMIENTO HACIA ADELANTE, EN EL CUAL CADA CARA ESTRECHA ES INCLINADA GRADUALMENTE HACIA EL CENTRO DEL MOLDE DE COLADA, Y AL MENOS UN PERIODO DE VARIACION DEL ESTRECHAMIENTO HACIA ATRAS, EN EL CUAL CADA CARA ESTRECHA ES INCLINADA GRADUALMENTE EN SENTIDO DE ALEJARLA DEL CENTRO DEL MOLDE. LA ACELERACION DEL MOVIMIENTO HORIZONTAL DE CADA CARA ESTRECHA SE DETERMINA POR MEDIO DE LA RESISTENCIA ADMISIBLE A LA DEFORMACION DE LA COSTRA. LA OPERACION DE VARIACION DE LA ANCHURA SE LLEVA A CABO MIENTRAS SE MANTIENEN CONSTANTES LA ACELERACION Y LA VELOCIDAD ANGULAR. DE APLICACION EN MAQUINAS DE COLADA CONTINUA DE ACERO.
METODO PARA LA AÑADIDURA DE UN METAL DE BAJO PUNTO DE FUSION A UN ACERO LIQUIDO EN UNA CUCHARA DE COLADA.
Sección de la CIP Química y metalurgia
(01/12/1986). Clasificación: C21C7/00.
CONJUNTO DE MANGUITO. CONSTA DE: ELEMENTOS TRACTORES DE ESTIRAMIENTO DE ALEACION CON MEMORIA DE FORMA, ESTAN CONTENIDOS EN EL MANGUITO , SOBRESALEN POR FUERA DEL MANGUITO EN LAS PARTES EMPUJAN A LOS ELEMENTOS EXPANDIDORES Y TIENEN ELEMENTOS EXPANDIDORES EN AMBOS EXTREMOS Y MANDRILES DE FORMA CONICA CON UN ESPACIADOR Y UNA PARTE DE SECCION TRANSVERSAL AGRANDADA; UN CASQUILLO SITUADO PERIFERICAMENTE CON RESPECTO A LOS ELEMENTOS EXPANDIDORES Y DOTADO CON UN DIAMETRO EXTERIOR MAYOR ADAPTADO AL DIAMETRO EXTERIOR DEL MANGUITO Y UN DIAMETRO EXTERIOR MENOR ADAPTADO AL DIAMETRO INTERIOR DEL MANGUITO Y ELEMENTOS DE RETENCION SITUADOS PERIFERICAMENTE CON RESPECTO A LOS ELEMENTOS TRACTORES . SE UTILIZA PARA REPARAR TUBERIAS DAÑADAS.
PERFECCIONAMIENTOS EN UN APARATO DE DESCARBONIZACION PARA LA CAMARA DE COQUIZACION DE UN HORNO DE COQUE.
Sección de la CIP Química y metalurgia
(16/11/1986). Clasificación: C10B47/18.
PERFECCIONAMIENTOS EN UN APARATO DE DESCARBONIZACION PARA LA CAMARA DE COQUIZACION DE UN HORNO DE COQUE. LA LANZA DEL APARATO ESTA CONECTADA POR UN TUBO FLEXIBLE A UNA FUENTE DE PRESION DE GAS QUE CONTIENE OXIGENO Y ESTA SOSTENIDA POR MEDIOS DE SOPORTE PARA INTRODUCIRLA EN LA CAMARA DE COQUIZACION , PRESENTANDO DICHA LANZA VARIAS TOBERAS QUE EXPULSAN GAS CASI PARALELAMENTE A LA PARED LATERAL DE DICHA CAMARA; LA FUENTE DE GAS A PRESION ESTA CONECTADA A UN ORIFICIO PRACTICADO EN LA PARED DE DICHA CAMARA PARA EXTRAER PARTE DEL GAS DE ELLA. EL APARATO ES APLICABLE PARA AUTOMATIZAR LA OPERACION Y REDUCIR EL CONSUMO ENERGETICO Y LAS NECESIDADES DE MANO DE OBRA.
TOLVA PARA LA COLADA CONTINUA DE UN ACERO FACIL DE TRABAJAR CON MAQUINA.
Sección de la CIP Física
(16/10/1986). Clasificación: G06F11/26.
TOLVA DE COLADA PARA COLADA CONTINUA DE UN ACERO FACIL DE TRABAJAR CON MAQUINA. CONSTA DE UNA ZONA DE VERTIDO DEL ACERO FUNDIDO EN LA QUE SE AÑADE UN METAL DE BAJA TEMPERATURA DE FUSION A DICHO ACERO FUNDIDO PARA CONSTITUIR UN ELEMENTO DE LABORABILIDAD; DE UN MEDIO DE DISPERSION SITUADO EN EL TRAYECTO DE CIRCULACION COMPRENDIDO ENTRE LA ZONA DE VERTIDO DEL ACERO FUNDIDO Y EL ORIFICIO DE DESCARGA DE DICHO ACERO FUNDIDO, PARA PROMOVER LA DISPERSION UNIFORME DEL METAL DE BAJO PUNTO DE FUSION, SIENDO DICHO MEDIO DE DISPERSION UN EYECTOR SITUADO EN EL FONDO DE LA TOLVA, A PARTIR DEL CUAL SE EYECTA UN GAS INERTE PARA AGITAR EL ACERO FUNDIDO MEDIANTE EL EFECTO DE BURBUJEO DEL GAS.
PROCEDIMIENTO DE OBTENCION DE UNA COMPOSICION PARA EL ENFRIAMIENTO DE BANDAS DE ACERO LAMINADAS EN FRIO.
Sección de la CIP Química y metalurgia
(16/04/1986). Clasificación: C07C101/04.
OBTENCION DE UNA COMPOSICION PARA EL ENFRIAMIENTO DE BANDAS DE ACERO LAMINADAS EN FRIO. CONSISTENTE EN DISOLVER EN AGUA MANTENIENDO UN PH ENTRE 5 Y 8 Y UNA TEMPERATURA DE 20 A 35JC, 4-AMINOACIDOS (0,1 A 20% EN PESO) YA SEAN ESTOS ALIFATICOS, AROMATICOS O HETEROCICLOS (VALINA, CITROLINA, ALANINA, ACETATO DE ARGININA, ETC.).
PROCEDIMIENTO DE REFINO DE ACERO FUNDIDO CONTENIENDO CROMO.
Sección de la CIP Química y metalurgia
(01/02/1986). Clasificación: C21C1/02.
PROCEDIMIENTO DE REFINO DE ACERO FUNDIDO CONTENIENDO CROMO. COMPRENDE: A) DESCARBURIZAR EL ACERO, Y AL FINAL DE ESTA FASE SE EFECTUA LA AGITACION DEL ACERO FUNDIDO Y LA ESCORIA MEDIANTE INSUFLADO DE GAS ARGON; B) ADICIONAR A LA ESCORIA EXISTENTE, UNA VEZ TERMINADA LA DESCARBURIZACION, ALUMINIO METALICO, COMO AGENTE REDUCTOR, Y OXIDO DE CALCIO, COMO AGENTE FORMADOR DE ESCORIA, EN LAS CANTIDADES SUFICIENTES PARA QUE, UNA VEZ TERMINADA LA REDUCCION, DICHA ESCORIA ADQUIERA UN CONTENIDO EN DIOXIDO SILICICO NO SUPERIOR A 10% Y UNA RELACION DE OXIDO DE CALCIO A OXIDO DE ALUMINIO ENTRE 0,8 Y 2, PERMITIENDO ASI QUE LOS TRATAMIENTOS DE REDUCCION Y DESULFURACION PROCEDAN SIMULTANEAMENTE. SE UTILIZA PARA RECUPERAR EL CROMO, DEL OXIDO DE CROMO DE LA ESCORIA, DE MANERA QUE LA REDUCCION Y LA DESULFURACION DEL ACERO SE REALIZAN AL MISMO TIEMPO.
UN METODO PARA REALIZAR UN SOPLADO EN UN CONVERTIDOR DE AFINO DE ACERO MIENTRAS SE OBSERVAN LAS CONDICIONES DE FORMACION DE ESCORIA EN SU RECIPIENTE.
Sección de la CIP Química y metalurgia
(01/12/1985). Clasificación: C21C5/46.
UN METODO PARA REALIZAR UN SOPLADO EN UN CONVERTIDOR MIENTRAS SE OBSERVAN DIRECTAMENTE LAS CONDICIONES DE FORMACION DE ESCORIA EN EL INTERIOR DE SU RECIPIENTE . SE EMPLEA UN DISPOSITIVO PARA OBSERVAR LA LUZ DEL INTERIOR DEL RECIPIENTE, QUE SE DISPONE EN UN AGUJERO PASANTE QUE SE EXTIENDE A TRAVES DE LA PARED LATERAL DE UN CONVERTIDOR DE SOPLADO SUPERIOR O DE SOPLADO SUPERIOR E INFERIOR PARA ALCANZAR EL INTERIOR DEL RECIPIENTE.
PROCEDIMIENTO Y APARATO PARA RECOCER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.
(01/11/1985) PROCEDIMIENTO PARA RECOGER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.COMPRENDE: A) HACER MARCHAR A UNA TIRA GUIADORA SIN FIN A LA MISMA VELOCIDAD QUE UN FLEJE, QUE SE ESTE ELABORANDO, ENTREGADO DESDE LA ZONA DE REFRIGERACION PRIMARIA, A LO LARGO DE UN RECORRIDO DE PASO, QUE SE EXTIENDE EN ESPIRAL EN LA ZONA DE SOBRE-ENVEJECIMIENTO Y A UNA DISTANCIA DADA EN LA DIRECCION DEL RADIO; B) COLOCAR EL FLEJE, QUE SE ESTA ELABORANDO, SOBRE LA TIRA GUIADORA EN EL LADO DE ENTRADA DE LA ZONA DE SOBRE-ENVEJECIMIENTO , PARA HACER MARCHARLOS CONJUNTAMENTE EN ESPIRAL A TRAVES DE LA ZONA DE SOBRE-ENVEJECIMIENTO; C) GUIAR CONJUNTAMENTE EL FLEJE ELABORADO Y LA TIRA GUIADORA FUERA DEL PASO EN ESPIRAL CAMBIANDO LA DIRECCION DE SU MARCHA EN UN PUNTO; D) SEPARAR EL FLEJE ELABORADO DE LA TIRA GUIADORA POR EL…
PROCEDIMIENTO DE SOLDADURA INSTANTANEA A TOPE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1985). Clasificación: B23K11/04.
PROCEDIMIENTO PARA REALIZAR SOLDADURA INSTANTANEA A TOPE, UTILIZADO PARA UNIR DOS PIEZAS DE ACERO, MEDIANTE SOLDADURA DE CHISPAS Y ULTERIOR ACORTE O RECALCADO.COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE SUJETAN CON PINZAS DOS PIEZAS DE METAL A DOS ELECTRODOS OPUESTOS, DE MODO QUE LAS SUPERFICIES A TOPE DE LAS PIEZAS DE METAL, QUE DEBEN SOLDARSE, SE MANTENGAN EN LIGERO CONTACTO MUTUO; SEGUNDA, SE APLICA UN VOLTAJE ENTRE LOS ELECTRODOS PARA GENERAR UNA CHISPA ENTRE LAS SUPERFICIES A TOPE, MIENTRAS SE VAN DESPLAZANDO LOS ELECTRODOS EN LA DIRECCION EN QUE SE ACERCAN LAS SUPERFICIES A TOPE; TERCERA, SE REALIZA EL ACORTE O RECALCADO, APLICANDO FUERZA SOBRE LAS SUPERFICIES A TOPE Y MOVIENDO LOS ELECTRODOS A ALTA VELOCIDAD; Y POR ULTIMO, SE COMPLETA LA SOLDADURA Y SE SEPARAN LOS ELECTRODOS DE LAS PIEZAS YA UNIDAS.
APARATO PARA RECOCER CONTINUAMENTE CHAPAS O FLEJES DE ACERO.
Sección de la CIP Química y metalurgia
(01/08/1985). Clasificación: C21D9/56.
HORNO DE SOBRE-ENVEJECIMIENTO EN INSTALACION PARA RECOCIDO CONTINUO DE CHAPAS O FLEJES DE ACERO.LA CAMARA DEL HORNO ES ANULAR CON SECCION TRANSVERSAL RECTANGULAR Y POSEE UN CALENTADOR ELECTRICO EN SU FONDO. EL FLEJE ENTRA EN EL HORNO A UNA TEMPERATURA DE UNOS 400JC Y ES CONDUCIDO POR LA TIRA GUIADORA QUE IMPULSADA POR UN GRUPO DE RODILLOS CIRCULA SIN FIN SOBRE UNA TRAYECTORIA CERRADA. AL ALCANZAR EL RODILLO DEFLECTOR EL FLEJE Y LA TIRA GUIADORA SE DIRIGEN HACIA EL DISPOSITIVO SEPARADOR DONDE SE PRODUCE EL RETORNO DE LA TIRA GUIADORA Y LA CONDUCCION DEL FLEJE HACIA LA SALIDA DEL HORNO POR MEDIO DE LOS RODILLOS DEFLECTORES SITUADOS JUNTO AL DISPOSITIVO DE TORNO HELICOIDAL . UN DESARROLLO ALTERNATIVO SE OFRECE CON LA CAMARA ANULAR VERTICAL EN VEZ DE HORIZONTAL.
UN METODO PARA REDUCIR O ENSANCHAR LA ANCHURA DE UN MOLDE DURANTE LA COLADA CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/1985). Clasificación: B22D11/04.
METODO PARA VARIAR LA ANCHURA DE UN MOLDE DURANTE UNA COLADA CONTINUA.COMPRENDE EN UN MOLDE CON DOS PAREDES LATERALES UNA ESTACIONARIA Y OTRA MOVIBLE, DIVIDIR LA FASE DE MOVIMIENTO DE LA PARED LATERAL EN UNA FASE DE INCLINACION HACIA ADELANTE, UNA DE TRASLACION Y OTRA DE INCLINACION HACIA ATRAS; AUMENTAR EN LA FASE DE INCLINACION HACIA ADELANTE LA VELOCIDAD DE MOVIMIENTO DE LA PARTE SUPERIOR DE DICHA PARED LATERAL MAS QUE EL DE SU EXTREMO INFERIOR, Y DISMINUIR LA DIFERENCIA DE VELOCIDADES ENTRE AMBOS EXTREMOS HASTA LA IGUALDAD; TRASLADAR LA PARED LATERAL EN LA FASE DE MOVIMIENTO DE TRASLACION; Y DISMINUIR EN LA FASE DE INCLINACION HACIA ATRAS LA VELOCIDAD DE LA PARTE SUPERIOR DE LA PARED LATERAL, Y AUMENTAR LA DIFERENCIA DE VELOCIDADES ENTRE EXTREMO SUPERIOR E INFERIOR HASTA QUE LA PARED LATERAL ALCANCE SU POSICION DE INCLINACION NORMAL.
UN METODO PARA ENFRIAR UN FLEJE DE ACERO EN UN HORNO DE RECOCIDO CONTINUO.
Sección de la CIP Química y metalurgia
(01/04/1985). Clasificación: C21D1/84.
METODO PARA ENFRIAR UN FLEJE DE ACERO EN UN HORNO DE RECOCIDO CONTINUO.COMPRENDE UN ENFRIAMIENTO UNIFORME MEDIANTE UN CONTROL DE REALIMENTACION Y UN CONTROL DE ALIMENTACION DIRECTA, SEGUN LOS CUALES SE CONTROLA LA ANCHURA DE SOPLADO DEL ENFRIADOR POR CHORRO DE GAS , DETECTADO PARA ELLO CON UNO O MAS TERMOMETROS , LA DISTRIBUCION DE TEMPERATURAS EN LA LAMINA.
UN APARATO ENFRIADOR DE FLEJE DE ACERO, DE UN HORNO CONTINUO DE RECOCIDO.
Sección de la CIP Química y metalurgia
(01/02/1985). Clasificación: C21D9/573.
APARATO ENFRIADOR DE FLEJE DE ACERO, DE UN HORNO CONTINUO DE RECOCIDO.CONSTA DE: RODILLOS DE ENFRIAMIENTO QUE COMPRENDE UN ARBOL DE RODILLO QUE TIENE EXTREMOS DE RODILLO , CADA UNO DE LOS CUALES ES CONCENTRICO AXIALMENTE CON RESPECTO AL ARBOL DE RODILLO; UNA FUNDA DE RODILLO A TRAVES DE UNA SUPERFICIE INTERIOR (11A) DE LA FUNDA DEL RODILLO Y UNA SUPERFICIE EXTERIOR (12A) DEL ARBOL DEL RODILLO; UN PASO DE CIRCULACION DEL ELEMENTO DE ENFRIAMIENTO; Y LUMBRERAS DE ALIMENTACION Y DE EXTRACCION DEL ELEMENTO DE ENFRIAMIENTO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}