CIP-2021 : B29C 33/16 : utilizando medios magnéticos.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/16[3] › utilizando medios magnéticos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/16 · · · utilizando medios magnéticos.
CIP2021: Invenciones publicadas en esta sección.
Producto de fijación táctil para incorporar en el moldeo.
(31/07/2019). Solicitante/s: VELCRO BVBA. Inventor/es: CINA,MICHAEL, MASCARENHAS,KARL S, VOIGT,PAUL JOSEPH.
Una tira de fijador macho con una cara de fijación delantera y una cara trasera,
comprendiendo la tira:
una base alargada ;
un campo de elementos fijadores macho expuestos , teniendo cada uno un vástago que se extiende desde la base en la cara de fijación delantera de la tira; y
una pareja de alas , extendiéndose cada una desde un borde longitudinal respectivo de la base fuera del borde del campo de elementos fijadores;
caracterizada por que
cada ala define ondulaciones separadas que se extienden en serie a lo largo de la tira de fijador y forman ondulaciones correspondientes en la cara posterior de la tira a lo largo de las regiones de los bordes longitudinales de la tira de fijador.
PDF original: ES-2747473_T3.pdf
Procedimiento y dispositivo para fabricar una pieza moldeada de plástico multicoloreada.
(02/05/2012) Procedimiento para fabricar una pieza moldeada de plástico con zonas de diferente color, constitución superficialo material, el cual comprende los pasos siguientes: colocación de al menos una cubierta dentro de un molde ,cubriendo temporalmente la cubierta algunas partes de las superficies del molde que forman al menos una partede las capas, calentamiento del molde, aportación, al molde, de un material plástico en forma de polvo, en formalíquida o en forma de granulado, calentamiento y movimiento del molde, pasando el molde por una pluralidad demovimientos de giro o de sacudidas, enfriamiento parcial del molde, extracción de la cubierta o cubiertas del molde,recalentamiento del molde, aportación, al molde, de un segundo material plástico, calentamiento y movimiento delmolde,…
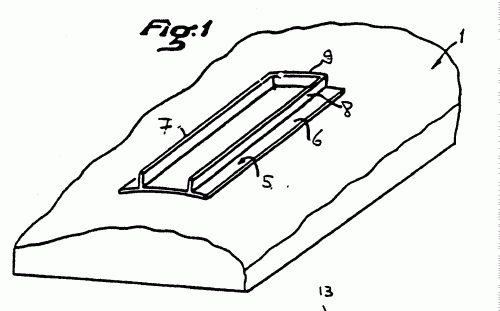
BANDA ESTRATIFICADA AUTOENGANCHANTE.
(16/11/2004). Ver ilustración. Solicitante/s: APLIX SOCIETE ANONYME. Inventor/es: BILLARANT, FABRICE.
Banda estratificada que conlleva una capa autoagarrante, con elementos de fijación, caracterizada por una capa en materia plástica espumosa y por una capa metálica, susceptible de ser atraída o un imán, interpuesto entre la capa en materia plástica y la capa auto agarrante.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO MOLDEADO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE VEHICULO.
(16/05/2004) Procedimiento para la fabricación de un cuerpo moldeado de espuma, especialmente de una pieza de espuma de tapicería para un asiento de vehículo, que se provee con al menos una pieza de cierre adhesiva con elementos de retención , que son recibidos, cubiertos por una cubierta de retención de la espuma, en un molde de espumación que genera el cuerpo moldeado de espuma, donde la cubierta está dispuesta de manera que se proyecta con una anchura marginal predeterminable sobre la región de la superficie de los elementos adhesivos y se pone en contacto de manera desprendible con una instalación de retención al menos con partes del molde de espumación y donde la cubierta está provista con componentes ferromagnéticos y se utiliza como una de las partes de la instalación de retención, cuya otra…
PROCEDIMIENTO PARA LA FABRICACION DE UN ARTICULO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE VEHICULO Y ELEMENTO DE FIJACION POR CONTACTO UTILIZADO EN EL PROCEDIMIENTO.
(01/10/2003) Procedimiento para la fabricación de un artículo de espuma, especialmente de una pieza de espuma de tapicería, para un asiento de vehículo, que se provee con al menos una pieza de cierre adhesivo con elementos de adhesión , que son recibidos por una funda de retención de la espuma, cubierta con componentes ferromagnéticos, en un molde de espumación que genera el artículo de espuma, donde la funda se forma a través de la pieza de cierre adhesivo propiamente dicha, que se dispone proyectándose con una cubierta marginal predeterminable en la anchura sobre la región superficial con los elementos de adhesión y se lleva…
PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO DE ESPUMA, ESPECIALMENTE DE UNA PIEZA DE ESPUMA DE TAPICERIA PARA UN ASIENTO DE AVION O PASAJERO.
(01/04/2003). Solicitante/s: GOTTLIEB BINDER GMBH & CO.. Inventor/es: POULAKIS, KONSTANTINOS.
Procedimiento para la fabricación de un elemento de espuma , especialmente de una pieza de espuma de tapicería para un asiento de avión o de vehículo, en el que en al menos una parte de pared de moldeo de un molde de espumación se coloca una capa de un material que forma, durante el proceso de espumación, una capa de bloqueo entre el material de espuma y la parte respectiva de la pared, caracterizado porque como capa de formación de la capa de bloqueo se utiliza un velo con recubrimiento ferromagnético y porque el velo es retenido en posición en la parte de pared de forma soltable por medio de una instalación generadora de campos magnéticos, que colabora con el recubrimiento ferromagnético.
ROTOR PARA UNA MAQUINA ELECTRICA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/01/1999) ROTOR PARA UNA MAQUINA ELECTRICA Y PROCEDIMIENTO PARA SU FABRICACION, EN PARTICULAR POR EL PROCEDIMIENTO DE FUNDICION INYECTADA Y EN EL QUE TANTO UN ELEMENTO DE ENVUELTA PORTADOR, DE IMANES PERMANENTES Y CUÑAS CONDUCTORAS DE FLUJO , DISTRIBUIDOS EN SU PERIFERIA COMO UN ELEMENTO DE BRIDA , SOBRESALIENTE RADIALMENTE DEL ELEMENTO DE ENVUELTA HACIA EL EJE DE GIRO SE FABRICAN EN UNA SOLA PIEZA DE PLASTICO ARMADO CON FIBRAS. LA ARMADURA DEL ELEMENTO DE ENVUELTA TIENE, FIBRAS DE ARMADURA QUE DISCURREN EN DIRECCION PERIFERICA EN ZONAS DEL BORDE, MIENTRAS QUE EN UNA ZONA CENTRAL ESTA PREVISTA UNA ARMADURA CRUZADA CON UN ANGULO DE CRUZAMIENTO DIFERENTE DE 90 EL…
PERFECCIONAMIENTOS EN LOS MEDIOS DE BLOQUEO Y DESLIZAMIENTO PARA CORREDERAS EN MOLDES DE INYECCION.
(16/07/1992) PERFECCIONAMIENTOS EN LOS MEDIOS DE BLOQUEO Y DESLIZAMIENTO PARA CORREDERAS EN MOLDES DE INYECCION. CONSISTE EN UTILIZAR COMO MEDIO DE BLOQUEO PARA LAS CORREDERAS , UNA PLURALIDAD DE IMANES PERMANENTES ESTABLECIDOS EN LA SUFRIDERA O BASE DE DESLIZAMIENTO PAR DICHA CORREDERA , DE MANERA QUE ESTOS IMANES PERMANENTES , CONVENIENTEMENTE FIJADOS EN SUS RESPECTIVOS ALOJAMIENTOS Y CON NUMERO Y DISPOSICION VARIABLE EN FUNCION DE LAS CARACTERISTICAS DE CADA CORREDERA , SON SUSCEPTIBLES DE INMOVILIZAR TAL CORREDERA CON RESPECTO AL CORRESPONDIENTE SOPORTE , EN EL MOMENTO EN EL QUE LAS GUIAS ABANDONAN LOS ORIFICIOS DE LA CORREDERA DURANTE LA MANIOBRA DE APERTURA DEL MOLDE, PARA QUE DICHOS ORIFICIOS O ALOJAMIENTOS MANTENGAN LA POSICION EXACTA NECESARIA PARA RECIBIR DICHAS GUIAS CUANDO POSTERIORMENTE SE PRODUCE EL CIERRE DEL MOLDE. ESTOS…
{kind=link}