CIP-2021 : B29C 45/56 : utilizando elementos de moldes móviles durante o después de la inyección,
p. ej. para el moldeo de inyección-compresión.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/56[3] › utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/56 · · · utilizando elementos de moldes móviles durante o después de la inyección, p. ej. para el moldeo de inyección-compresión.
CIP2021: Invenciones publicadas en esta sección.
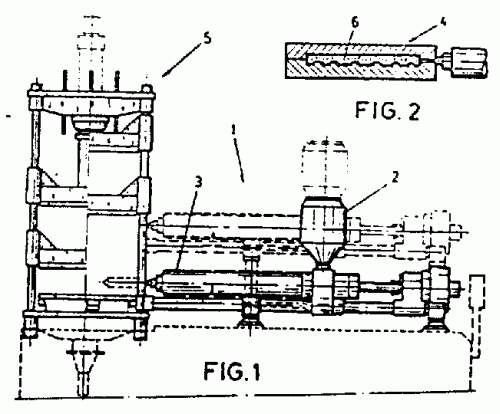
PROCEDIMIENTO DE ELABORACION DE PLANCHAS DE EVA (ETILENO-VINIL-ACETATO) EXPANDIBLE Y RETICULABLE POR INYECCION.
(01/07/2000). Ver ilustración. Solicitante/s: BERNA GOMEZ,MANUEL SOLER COVES,MANUEL. Inventor/es: BERNA GOMEZ,MANUEL, SOLER COVES,MANUEL.
Procedimiento de elaboración de planchas de EVA (etilo-vinil-acetato) expansible y reticulable por inyección.Consiste en introducir en la tolva de una máquina de inyección , los productos componentes de EVA (etileno-vinil-acetato) granceados o granulados, calentándolos hasta obtener una masa fundible que se inyecta seguidamente sobre una prensa vertical , la cual, mantiene a temperatura y presión determinada la matriz .La matriz de dicha prensa vertical permanece cerradaaproximadamente seis minutos y a continuación se abre para que la plancha inyectada expanda.Con esta disposición se puede hacer variar la presión de inyección, para conseguir un óptimo acabado.
METODO PARA LA PRODUCCION DE UNA PELICULA DELGADA.
(16/04/1999). Solicitante/s: GE PLASTICS JAPAN LIMITED. Inventor/es: KUBOTA, ATSUSHI.
UN METODO PARA LA PRODUCCION DE PRODUCTOS DE PELICULA DELGADA QUE CONSISTEN EN INYECTAR LA RESINA DERRETIDA EN UNA MATRIZ. LA PRESION DE LA CAVIDAD INTERNA SE REDUCE DE FORMA MOMENTANEA CUANDO LA PRESION DE LA CAVIDAD INTERNA ALCANZA UNA PRESION PREESTABLECIDA Y SE CIERRA LA CAVIDAD PARA OBTENER EL GROSOR FINAL DEL PRODUCTO MOLDEADO Y SEGUN DICHO METODO SE PUEDE PRODUCIR UN PRODUCTO MOLDEADO DE PELICULA DELGADA.
PROCEDIMIENTO PARA LA ELABORACION DE POLIMEROS ELABORABLES DE FORMA TERMOPLASTICA POR MEDIO DE TECNICA DE FUNDICION DE INYECCION.
(01/06/1998). Solicitante/s: HUBER & SUHNER AG. Inventor/es: AEPPLI, ETIENNE.
EN POLIMEROS CRISTALINOS LIQUIDOS SE DISPONE POR UNA PARTE DE CADENAS DE MOLECULAS RIGIDAS Y POR OTRA PARTE DE MODO AMPLIO DE SUSTANCIAS DE REFORZAMIENTO EN FORMA DE FIBRAS PRESENTES DE LA FORMA MAS AMPLIA POSIBLE EN DISPOSICION PARALELA CON RESPECTO A LA COSTURA DE FLUENCIA O DE ENLACE, CON LO CUAL FALLAN LAS PROPIEDADES FISICAS EN LA ZONA DE LA COSTURA DE FLUENCIA O ENLACE. ES OBJETIVO DE LA INVENCION CONSEGUIR UNA POSIBILIDAD, PARA IMPEDIR QUE PUEDAN GENERARSE DE FORMA PRINCIPAL LAS COSTURAS DE FLUENCIA O DE ENLACE. EL MATERIAL LICUADO SE APLICA POR ELLO ANTES DE LA ENTRADA EN EL MOLDE DE FUNDICION DE INYECCION CON UNA ENERGIA DE CORTE AL MENOS A TRAVES DE UNA PARTE DE LA LONGITUD DE LA PIEZA DE TRABAJO. ESTA ENERGIA DE CORTE SE GENERA POR MEDIO DE MOVIMIENTO RELATIVO ENTRE DOS SUPERFICIES DE LA PARTE DEL MOLDE.
DISPOSITIVO PARA LA FABRICACION DE PIEZAS DE MOLDE DE PLASTICO PLANAS, A MODO DE EJEMPLO TARJETAS DE IDENTIDAD.
(01/07/1997). Solicitante/s: GAO GESELLSCHAFT FUR AUTOMATION UND ORGANISATION MBH. Inventor/es: BAADER, HELMUT, DR.
EN UN DISPOSITIVO PARA LA FABRICACION DE MOLDES DE PLASTICO PLANAS, POR EJEMPLO TARJETAS DE IDENTIDAD, SE DISPONE DE UNA PARTE DE MOLDE CON UN NUCLEO DE FORMA CONICA Y UNA PIEZA DE DESCENSO CONFORMADA DE FORMA CORRESPONDIENTE AL PERFIL DE LA PARTE DE NUCLEO. LAS SUPERFICIES LATERALES ADECUADAS DEL MOLDE DIRIGIDAS UNA SOBRE OTRA CON REFERENCIA A LA DIRECCION DE ABERTURA ENCIERRAN ENTRE AMBAS PARTES UNA ZONA PARA EL PROCESO DE CONFORMADO DE LA SUPERFICIE PLANA CONFIGURADA ENTRE LA PARTE DE NUCLEO Y LA PARTE DE PIEZA DESCENDENTE, DE FORMA QUE LA PARTE DE MOLDE SE DEFORMA POR TENSIONES EN LA SITUACION CORRESPONDIENTE DE CERRADO EN LA FABRICACION DE LA TARJETA DE IDENTIDAD.
PROCESO Y EQUIPO PARA LA REALIZACION DE TETINAS PARA BIBERONES, ASI COMO TETINAS OBTENIDAS.
(16/11/1996). Solicitante/s: GRASSET, JOSEPH. Inventor/es: GRASSET, JOSEPH.
SE PREVEE SOBRE LA CABEZA DEL PUNZON DE EYECCION UN SALIENTE O CUCHILLA (6A) QUE NO OCUPA MAS QUE UNA PARTE SOLAMENTE DEL ESPESOR DE LA IMPRESION DE MOLDEO Y QUE ESTA FIJADA EN EL PERFIL DE LA PERFORACION A REALIZAR, Y SE OTORGA A DICHO PUNZON, CUANDO LA MATERIA INYECTADA SE ENCUENTRA EN ESTADO DESCOMPRIMIDO PERO AUN A LA TEMPERATURA DE VULCANIZACION, UN LIGERO MOVIMIENTO AXIAL PARA SECCIONAR LA MEMBRANA DE MATERIA QUE SE ENCUENTRA AL NIVEL DE DICHA CUCHILLA.
PROCESO PARA PRODUCIR ARTICULOS MOLDEADOS MULTICAPA.
(16/10/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATHUBARA, SIGEYOSHI.
SE PRODUCE UN ARTICULO MOLDEADO MULTICAPA QUE TIENE UNA CAPA CENTRAL Y UN MATERIAL DE PIEL LAMINADO EN LA CAPA CENTRAL PROPORCIONANDO UN MATERIAL DE PIEL ENTRE UN PAR DE MOLDES SUPERIOR E INFERIOR , SUMINISTRANDO UNA FUSION DE RESINA TERMOPLASTICA ENTRE EL MATERIAL DE PIEL Y UNO DE LOS MOLDES, CERRANDO LOS MOLDES PARA PRESIONAR Y DAR FORMA A LA FUSION DE RESINA MIENTRAS SE SUJETAN BORDES DEL MATERIAL DE PIEL CON BROCHES PROVISTOS EN UN BASTIDOR FIJADOR DE MATERIAL DE PIEL QUE SE MUEVE A LO LARGO DE UNA PARED PERIFERICA EXTERIOR DE UNO DE LOS MOLDES SUPERIOR E INFERIOR , Y ENFRIANDO LOS MOLDES Y EXTRAYENDO EL ARTICULO MOLDEADO MULTICAPA DE LOS MOLDES.
METODO PARA MOLDEAR A PRESION RESINA TERMOPLASTICA.
(01/06/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
UN ARTICULO MOLDEADO DE UNA RESINA TERMOPLASTICA CON UNA BUENA APARIENCIA SE MOLDEA CON UN PAR DE MOLDES QUE TIENEN UN CONDUCTO PARA SUMINISTRAR UNA RESINA FUNDIDA EN UNO DE LOS MOLDES CERRANDO LOS MOLDES HASTA QUE EL HUECO DE LA CAVIDAD DEL MOLDE EN LA DIRECCION DE CIERRE ALCANCE UNA DISTANCIA ESPECIFICA, ABRIENDO LOS MOLDES A UNA RAPIDEZ ESPECIFICA MIENTRAS COMIENZA EL SUMINISTRO DE RESINA FUNDIDA A LA CAVIDAD DEL MOLDE ANTES DE QUE EL HUECO ALCANCE EL ESPESOR DEL ARTICULO PRODUCIDO FINALMENTE, CONTINUANDO LA APERTURA DE LOS MOLDES MIENTRAS SE SUMINISTRA LA RESINA FUNDIDA HASTA QUE EL HUECO DE LA CAVIDAD SE HAGA MAYOR QUE EL ESPESOR DEL ARTICULO PRODUCIDO FINALMENTE, Y CERRANDO LOS MOLDES A UNA VELOCIDAD ESPECIFICA ANTES O CUANDO SE TERMINE EL SUMINISTRO DE RESINA AL MOLDE Y SE ENFRIA LA RESINA FUNDIDA SUMINISTRADA.
METODO PARA PRODUCIR UN ARTICULO MOLDEADO DE RESINA TERMOPLASTICA.
(16/02/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HIEDA, KAZUO, HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
UN ARTICULO MOLDEADO DE UNA RESINA TERMOPLASTICA CON BUENA APARIENCIA QUE PUEDE TENER UN MATERIAL SUPERFICIAL ES PRODUCIDO PROPORCIONANDO MOLDES SUPERIOR E INFERIOR CON UNA SECCION DE MOLDEO DE PIEZA DEL PRODUCTO Y UNA SECCION DE MOLDEO DE PIEZA SIN PRODUCTO , SUMINISTRANDO UNA FUSION DE UNA RESINA TERMOPLASTICA EN UNA CAVIDAD DE LOS MOLDES O UN ESPACIO ENTRE EL MATERIAL SUPERFICIAL Y CUALQUIERA DE LOS MOLDES SUPERIOR E INFERIOR A TRAVES DE UN CANAL DE FUSION DE RESINA QUE ESTA FORMADO EN UNA PARED DE UNO DE LOS MOLDES Y TIENE UNA ABERTURA PARA SUMINISTRAR LA FUSION EN LA SECCION DE MOLDEO DE PIEZA SIN PRODUCTO CUANDO UN HUECO DE LA CAVIDAD ES MAYOR DE UN ESPESOR DE UN ARTICULO PRODUCIDO FINALMENTE, CERRANDO LOS MOLDES PARA EFECTUAR EL MOLDEO A PRESION, ENFRIANDO LOS MOLDES.
PROCEDIMIENTO PARA ROCIAR UNA PIEZA DE PLASTICO TERMOPLASTICA Y DISPOSITIVO PARA EJECUTARLO.
(01/12/1995). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: ANDERSSON, PAR.
SE DESCRIBE UN PROCEDIMIENTO PARA ROCIAR UNA CUBIERTA TERMOPLASTICA EN EL MARGEN DE UN TUBO DE CARTON. CON ELLO, LA PIEZA PLASTIFICADA QUEDA ROCIADA EN EL ESPACIO FORMADO EN LS PIEZAS INTERNA Y EXTERNA (8, 8') Y LAS PIEZAS (7,8,8') QUEDAN ENCAJADAS ENTRE SI A PRESION. PARA PODER FABRICAR PIEZAS DE PLASTICO MAS FINAS, EN UN TIEMPO MENOR Y CON HERRAMIENTAS MAS SENCILLAS, SE PROPONE QUE EL ESPACIO PERFILADO TENGA EN UN PRIMER GRADO UN GRAN VOLUMEN. MIENTRAS, LA PIEZA PLASTIFICADA LLENA CON PEQUEÑA PRESION EL ESPACIO PERFILADO, AL MENOS PARCIALMENTE . Y ESTE ESPACIO PERFILADO, EN UN SEGUNDO NIVEL, SE REDUCE A UN VOLUMEN MENOR QUE EL DEL ANTERIOR. CON ELLO, LA FUERZA DE PINZADO, EN LA PRESION MUTUA DE LAS PIEZAS EXTERNA (8,8') E INTERNA QUEDA ELEVADA EN EL SIGUIENTE NIVEL EN RELACION CON EL DEL PRIMER GRADO.
METODO PARA PRODUCIR UN ARTICULO MOLDEADO HUECO.
(01/11/1995). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED NISSEN CHEMITEC CORPORATION. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, FUJITA, HIROMU, KAMIJI, YUJI, NAKATSUKA, HIROMASA.
SE PRODUCE UN ARTICULO MOLDEADO HUECO SUMINISTRANDO UNA RESINA DERRETIDA ENTRE UN PAR DE MOLDES, UNO FIJO Y OTRO MOVIL, ANTES DE QUE EL MOLDE FIJO Y EL MOLDE MOVIL SE CIERREN, INSERTANDO AL MENOS UN PASADOR DE SUMINISTRO DE GAS QUE ESTA PREVISTO SOBRE UNA SUPERFICIE DEL MOLDE FIJO PARA FORMAR UNA PARTE HUECA EN UNA PARTE DE LA RESINA Y SUMINISTRAR GAS PRESURIZADO A TRAVES DE DICHO PASADOR DE SUMINISTRO DE GAS ANTES O A LA VEZ QUE TERMINA EL CIERRE DEL MOLDE, CERRANDO EL MOLDE MOVIL PARA RELLENAR CON LA RESINA UNA CAVIDAD FORMADA POR LOS MOLDES, ABRIENDOSE DESLIZADAMENTE LOS MOLDES MIENTRAS SE PRESURIZA UN GAS EN LA RESINA PARA ENSANCHAR LA PARTE HUECA Y ABRIR EL MOLDE MOVIL PARA EXTRAER EL ARTICULO MOLDEADO HUECO DE LOS MOLDES.
METODO PARA LA FABRICACION DE CUERPOS DE MATERIA SINTETICA CON FORMA HUECA POR INYECCION Y DISPOSITIVO PARA LA REALIZACION DEL METODO.
(01/06/1995) 2.1 UNA MATERIA SINTETICA CON PARTES FINAS Y GRUESAS PARA MOLDEAR DEBE DE MOLDEARSE POR FUSION INYECTADA EN UNA CAMARA DE FORMA HUECA 5 UTILIZANDO GAS COMPRIMIDO, DE TAL FORMA QUE SE PUEDA MOLDEAR ESPECIALMENTE EL TRANSITO DE LAS PARTES GRUESAS A LAS FINAS 16, 17 SIN MARCA DE FLUIDEZ Y LIMPIAMENTE. 2.2 LAS CAMARAS INTERIORES DE LAS PARTES GRUESAS DE LA CAMARA DE FORMA HUECA 5 CORRESPONDIENTE A LOS CAMPOS DE LAS PARTES GRUESAS 14, 16 DE LA FORMA 1 SE PUEDEN CAMBIAR DE VOLUMEN POR MEDIO DE UNA HERRAMIENTA ADICIONAL 4 Y EFICAZ EN EL SENTIDO DE UN CUERPO DE DESPLAZAMIENTO. ANTES DE LA FINALIZACION DEFINITIVA DEL MOLDEO DE LA FUSION PARA EL MOLDEO DE LOS CUERPOS, LAS CAMARAS INTERIORES DE LAS PARTES GRUESAS DE LA FORMA SON BASTANTE MAS PEQUEÑAS QUE DESPUES DE LA FINALIZACION DEL MOLDEO. 2.3 ESTE METODO SE UTILIZA, POR EJEMPLO, PARA REALIZAR LAS PARTES DE REVESTIMIENTO…
(16/04/1995). Solicitante/s: GENTEX CORPORATION. Inventor/es: WEYMOUTH, RUSSELL F., JR.
APARATO PARA MOLDEAR UNA VARIEDAD DE ARTICULOS DE DIFERENTES MASAS Y FORMAS EN EL CUAL SE INYECTA UNA PARTE DE MATERIAL A UNA PRESION CONSTANTE A TRAVES DE UNA VALVULA TEMPORIZADA (D) A UN DEPOSITO DE FUNDICION DEL MATERIAL A UNA TEMPERATURA Y UNA PRESION PREDETERMINADAS. LOS ARTICULOS SE MOLDEAN POR COMPRESION A UNAS PRESIONES PREDETERMINADAS ACORDES CON SU MASA Y SU FORMA. LA PRESION VARIABLE DE COMPRESION SE SUMINISTRA POR MEDIO DE UNOS ACTUADORES SIMILARES LOS CUALES SE EXCITAN AL UNISONO. EN OTRA VERSION EXISTE UN UNICO ACTUADOR ACOPLADO A LA CAVIDAD DE MOLDEO POR MEDIO DE UNA MAQUINA QUE SUPONE UNA VENTAJA MECANICA. LOS ACTUADORES ESTAN FIJOS POR UN PIVOTE. EN PARTICULAR, EL APARATO SE UTILIZA PARA EL MOLDEO DE LENTES.
RECIPIENTE, TAL QUE BOTELLA, O SIMILAR, CON JUNTA DE ESTANCAMIENTO Y PROCESO DE FABRICACION DE DICHA JUNTA.
(01/10/1993). Solicitante/s: VERRERIE CRISTALLERIE D'ARQUES J.G. DURAND & CIE SARL. Inventor/es: DURAND, PHILIPPE.
EL RECIPIENTE COMPRENDE AL MENOS UN CONTIENENTE Y UNA TAPA ENTRE LOS CUALES ESTA DISPUESTA UN JUNTA DE ESTANCAMIENTO , DEFINIENDO UN VOLUMEN INTERIOR , RESPECTO AL EXTERIOR DE DICHO RECIPIENTE, APTO PARA CONTENER UN PRODUCTO U OTRA SUBSTANCIA CUALQUIERA AL VACIO O VACIO PARCIAL . LA JUNTA DE ESTANCAMIENTO LLEVA UNOS MEDIOS PARA PONER EN COMUNICACION EL VOLUMEN INTERIOR CON EL EXTERIOR DEL RECIPIENTE , OBTURADOS EN EL MOMENTO DE LA CREACION DEL VACIO Y/O DE SU CONSERVACION, APTOS PARA SER OBTURADOS PARA FACILITAR LA APERTURA DE DICHO RECIPIENTE. APLICACION EN RECIPIENTES DE CONSERVACION PARA STOCKS Y/O ALMACENAJE.
SISTEMA HIDRAULICO PARA UNA MAQUINA MOLDEADORA DE INYECCION DE PLASTICOS TIPO CAZONETE CAPAZ DE UN ACUÑAMIENTO DE PRECISION.
(01/10/1992) SE PRESENTA UN SISTEMA HIDRAULICO CONTROLADO MEDIANTE UN COMPUTADOR PARA UNA MAQUINA DE MOLDEADO DE INYECCION DE PLASTICO TIPO CAZONETE DEL TIPO DE LAS QUE COMPRENDE UNA ESTRUCTURA DE INYECCION Y UN MONTAJE DE SUJECCION DEL MOLDE. EL SISTEMA HIDRAULICO COMPRENDE UNA PRIMERA BOMBA DE BAJO VOLUMEN Y UNA SEGUNDA BOMBA DE ALTO VOLUMEN CONECTADAS ENTRE UN DEPOSITO DE FLUIDO HIDRAULICO Y UN CONTROL MULTIPLE DE PRESION Y DE FLUJO. LA SALIDA DEL CONTROL MULTIPLE DE PRESION Y DE FLUJO SE CONECTA A UN CONTROL A SU VEZ CONECTADO A UN MANEJADOR DE INSTRUMENTOS DEL MONTAJE DE INYECCION. LA SALIDA DEL CONTROL MULTIPLE DE PRESION Y DE FLUJO TAMBIEN SE CONECTA A UN CONTROL MULTIPLE…
DISPOSITIVO PARA MOLDEAR POR INYECCION FORMAS TUBULARES EN TERMOPLASTICO.
(01/09/1990). Solicitante/s: SOLVAY & CIE (SOCIETE ANONYME). Inventor/es: DEPRETER, MICHEL.
EL TUBO SE MOLDEA POR INYECCION EN UN MOLDE EN EL QUE LA CAVIDAD DE INYECCION, INICIALMENTE REDUCIDA AXIALMENTE, SE AGRANDA PROGRESIVAMENTE EN LA DIRECCION AXIAL HASTA LA OBTENCION DE UNA CAVIDAD DE MOLDEO CORRESPONDIENTE AL TUBO DESEADO. A ESTE EFECTO EL MOLDE DE INYECCION COMPORTA DOS SEMIMATRICES EXTERNAS 3, 4, Y UN NUCLEO CENTRAL 15 QUE SE DESPLAZA RELATIVAMENTE EN LA DIRECCION RADIAL. EL PROCESO Y APARATO SON UTILES PARA OBTENER EXPESORES REGULARES.
PROCEDIMIENTO DE REALIZACION DE PIEZAS DE MATERIAL PLASTICO Y DISPOSITIVO CORRESPONDIENTE.
(16/04/1985). Solicitante/s: CIBIE PROJECTEURS.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION DE PIEZA DE MATERIAL PLASTICO.COMPRENDE LA INMOVILIZACION DE UN PISTON (P) QUE DELIMITA UNA DE LAS SUPERFICIES DE LA PIEZA A FABRICAR A UNA DISTANCIA PREFIJADA DE LA SUPERFICIE PRINCIPAL (SCA) DEL MOLDE DE LA PIEZA, PARA FORMAR UN PRODUCTO SEMIELABORADO DE REVOLUCION RESPECTO DEL EJE DE INYECCION DE MATERIAL PLASTICO; Y EL RETROCESO DEL PISTON (P) A UNA VELOCIDAD TAL QUE NO SE PRODUZCA LA DISMINUCION DE DIAMETRO DEL PRODUCTO SEMIELABORADO.
PROCEDIMIENTO DE FABRICACION DE OBJETOS PUNTIAGUDOS DE SECCION CONSTANTE.
(16/02/1976). Solicitante/s: BAIGNOL & FARJON, S. A.
Resumen no disponible.
{kind=link}