CIP-2021 : B23K 1/20 : Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión,
p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
CIP-2021 › B › B23 › B23K › B23K 1/00 › B23K 1/20[1] › Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión, p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
B23K 1/20 · Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión, p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
CIP2021: Invenciones publicadas en esta sección.
PROCESO PARA SOLDAR CON ESTAÑO PLACAS DE CIRCUITO IMPRESO.
(01/05/1996). Solicitante/s: LINDE AKTIENGESELLSCHAFT. Inventor/es: WANDKE, ERNST, DR.-ING., RIEF, STEFAN, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCESO PARA SOLDADURA CON ESTAÑO DE PLACAS DE CIRCUITO IMPRESO EQUIPADAS EN DONDE SE REALIZA UNA PRIMERA ETAPA DE PURIFICACION PREVIA. LAS PLACAS DE CIRCUITO IMPRESO SON MANEJADAS CON UN PLASMA GENERADO A PARTIR DE UN GAS DE PROCESO. COMO GAS DE PROCESO, QUE HACE SUPERFLUO LA UTILIZACION DE FUNDENTE EN LA ETAPA DE SOLDADURA CENTRAL Y CON ELLO LA REALIZACION DE UNA ETAPA DE PURIFICACION DISPUESTA A CONTINUACION, SE PROPONE UNA MEZCLA DE GAS COMPUESTA DE 0,5 HASTA 10 % EN VOLUMEN DE OXIGENO 20 HASTA 80 % EN VOLUMEN DE HIDROGENO 80 HASTA 20 % EN VOLUMEN DE CF4.
PROCESO DE SOLDADURA SIN FUNDENTE.
(16/04/1994). Solicitante/s: MCNC. Inventor/es: DISHON, GIORA, BOBBIO, STEPHEN, MICHAEL.
UN METODO PARA SOLDAR SIN LA NECESIDAD DE AGENTES DE FUSION, DE ALTA TEMPERATURA, DE HIDROGENO, DE EXCITACION LASER O TECNICAS DE CHISPORROTEO. EL METODO UTILIZA EXCITACION DE PLASMA PARA ELIMINAR LOS OXIDOS SUPERFICIALES DE LAS SUPERFICIES DE SOLDADURA, CON LO QUE SE ELIMINA LA NECESIDAD DE LA LIMPIEZA POSTSOLDADURA DE UNA MANERA EFICAZ Y PRECISA, CONSIGUIENDO UNA MAYOR CALIDAD Y UNA FIABILIDAD DURADERA DE LA SOLDADURA. ADEMAS, SE EVITAN LOS SERIOS PROBLEMAS AMBIENTALES QUE CAUSAN LOS DISOLVENTES DE LIMPIEZA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE GRUPOS CONSTRUCTIVOS ELECTRONICOS DE UNA SOLA PLANTA, EN PARTICULAR PLACAS DE CIRCUITO IMPRESO EQUIPADAS CON ELEMENTOS DE CONSTRUCCION.
(01/04/1994) SEGUN LA INVENCION, EL PROCEDIMIENTO PARA SOLDAR GRUPOS CONSTRUCTIVOS ELECTRONICOS DE UNA SOLA PLANTA, EN PARTICULAR PLACAS DE CIRCUITO IMPRESO EQUIPADAS CON ELEMENTOS DE CONSTRUCCION, SE ABSORBE EN PRIMER LUGAR, DURANTE EL PROCESO DE DECAPACION, UNA MATERIA AUXILIAR CONDENSABLE, POR EJEMPLO AGUA, EN EL LUGAR DE DEFECTO DE LAS CAPAS DE OXIDO SOBRE LA SUPERFICIE DE CONTACTO DE LA SOLDADURA Y SE CONDENSA EN EL LUGAR DE DEFECTO AL MENOS EN PARTE. DESPUES SE EXPONEN LAS CAPAS DE OXIDO A UN CALENTAMIENTO RAPIDO TAL QUE LA MATERIA AUXILIAR SE VAPORIZA COMO EN UNA EXPLOSION EN EL LUGAR DE DEFECTO Y POR ELLO LA CAPA DE OXIDO SE ABRE ROMPIENDOSE Y SE DESPRENDE DEL ELEMENTO METALICO,…
PROCEDIMIENTO PARA FORMAR UNA BANDA DE FUNDENTE DEL TIPO DE CERAMICA.
(01/09/1987). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
PROCEDIMIENTO PARA LA FORMACION DE UNA BANDA DE FUNDENTE DEL TIPO DE CERAMICA, EN UNA REGION DESEADA DE UN MANGUITO METALICO. COMPRENDE LAS OPERACIONES DE LIMPIAR LA SUPERFICIE EXTERNA DEL MANGUITO, POR LO MENOS EN LA REGION DESEADA DEL MISMO DONDE HA DE FORMARSE LA BANDA DE FUNDENTE EN FORMA DE CERAMICA; DE FORMAR UNA BANDA DE FUNDENTE DEL TIPO DE CERAMICA EN LA REGION DESEADA, MEDIANTE LA FUSION DEL MATERIAL FUNDENTE EN POLVO COLOCADA SOBRE ELLA; Y DE RETIRAR LOS OXIDOS DE LA SUPERFICIE DEL MANGUITO, POR LO MENOS EN LA REGION ADYACENTE A LA ZONA DE FORMACION DE LA BANDA, DONDE HA DE SER FORMADA UNA UNION MEDIANTE SOLDADURA FUERTE. DE APLICACION EN OPERACIONES DE UNION POR SOLDADURA FUERTE.
METODO PARA PREPARAR UN MANGUITO METALICO DESTINADO A SER FIJADO MEDIANTE SOLDADURA FUERTE SOBRE UN TUBO DE CAMBIO DE CALOR.
(01/04/1986). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
PROCEDIMIENTO PARA LA PREPARACION DE UN MANGUITO METALICO DESTINADO A SER FIJADO, MEDIANTE SOLDADURA FUERTE, SOBRE UN TUBO DE CAMBIO DE CALOR. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, LA SUPERFICIE EXTERNA DEL MANGUITO SE LIMPIA PERFECTAMENTE Y SOBRE ELLA SE SITUA UN MATERIAL DE SOLDADURA FUERTE, EL CUAL CONTIENE UN 82% DE ORO, Y UN 18% DE NIQUEL; SEGUNDA, SE APLICA UN ADHESIVO AL MATERIAL DE SOLDADURA FUERTE Y A CONTINUACION SE CALIENTA EL MANGUITO CON EL ADHESIVO PARA ABLANDAR EL ADHESIVO; Y POR ULTIMO, SE APLICA UN FUNDENTE A DICHO ADHESIVO ABLANDADO, PARA QUE DICHO FUNDENTE SE SUJETE AL MATERIAL DE SOLDADURA FUERTE.
PROCEDIMIENTO PARA LA SOLDADURA BLANDA MECANICA DE METALES PESADOS.
(01/03/1985). Solicitante/s: LGZ LANDIS & GYR ZUG AG.
PROCEDIMIENTO PARA LA SOLDADURA BLANDA MECANICA DE METALES PESADOS, UTILIZANDO MATERIALES DE SOLDADURA DE SN/PB Y COMO MAXIMO UN 3 DE UN FUNDENTE EXENTO DE COLOFONIA Y DE HALOGENOS.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA SOLUCION NO ESPUMANTE, EN ALCOHOL ISOPROPILICO, DE UN COMPONENTE DE SOPORTE A BASE DE UN ESTER O UN ACIDO ORGANICO LIQUIDO A LA TEMPERATURA DEL MATERIAL DE SOLDADURA LIQUIDO, Y UN FUNDENTE; SEGUNDA, SE APLICA LA SOLUCION PREPARADA, MEDIANTE ROCIADO O PULVERIZACION, SOBRE UN LADO DEL SUSTRATO A SOLDAR; Y POR ULTIMO, UNA VEZ SECO EL SUSTRATO SE SUELDA EN LA ONDA DE SOLDADURA DE UN APARATO DE SOLDAR POR ANEGAMIENTO.
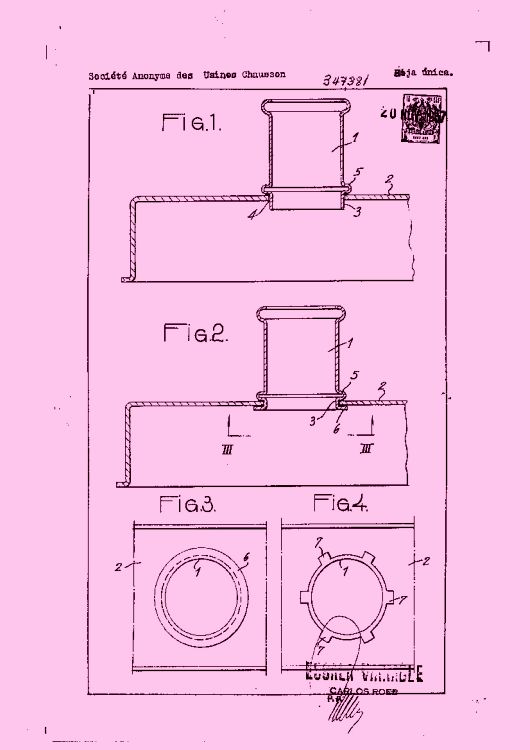
PROCEDIMIENTO PARA LA SOLDADURA DE TUBULADURAS DE ALUMINIO CON DEPOSITOS, ESPECIALMENTE CAJAS DE AGUA.
(16/01/1969). Ver ilustración. Solicitante/s: SOCIETE ANONYME DES USINES CHAUSSON.
Resumen no disponible.
{kind=link}