CIP-2021 : B23K 20/22 : teniendo en cuenta las propiedades de los materiales a soldar.
CIP-2021 › B › B23 › B23K › B23K 20/00 › B23K 20/22[1] › teniendo en cuenta las propiedades de los materiales a soldar.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
B23K 20/22 · teniendo en cuenta las propiedades de los materiales a soldar.
CIP2021: Invenciones publicadas en esta sección.
Método para unir piezas de metal y plástico.
(30/05/2012) Método para conectar una pieza de metal y una pieza de plástico mediante una herramienta de unión , que comprende una espiga que es movible a lo largo de su dirección axial, donde dicho método comprende los siguientes pasos:
Colocar la pieza de metal y la pieza de plástico de forma que las superficies de contacto de las piezas se apoyen una en otra;
Posicionar la herramienta de unión sobre la pieza de metal poniendo el extremo frontal de la espiga , del manguito y del anillo de sujeción en contacto con la superficie externa de la pieza de metal , estando la superficie externa opuesta a la superficie de contacto de la pieza de metal ;
Hacer girar el manguito y la espiga para generar fricción entre los extremos frontales del manguito y de la espiga y la superficie exterior de la pieza de metal ;
estando el método…
PROCEDIMIENTO PARA SOLDAR PARTES DE ORO Y ACERO INOXIDABLE QUE PERTENECEN A OBJETOS DE JOYERIA Y RELOJERIA.
(16/10/2000) Procedimiento para soldar partes de oro y acero inoxidable que pertenecen a objetos de joyería y relojería; caracterizado que comprende: desengrasar las piezas a soldar, calentándolas durante 10 segundos hasta alcanzar 80º centígrados para posteriormente aplicar sobre dichas piezas una sustancia líquida compuesta por ácido sulfúrico y agua; confrontar los extremos de las piezas a unir; aplicar un fundente compatible con los materiales de las piezas a unir y con el fundente a utilizar en la soldadura; aplicar calor a las piezas a unir durante 15 ó 20 segundos hasta alcanzar la temperatura entre 220 a 250º centígrados; aplicar el fundente para contactar con la soldadura el punto de unión de las piezas; volver a aplicar calor durante aproximadamente 30 segundos hasta…
UNION POR DIFUSION DE ALUMINIO Y ALEACION DE ALUMINIO.
(16/06/1994). Solicitante/s: BRITISH AEROSPACE PUBLIC LIMITED COMPANY. Inventor/es: BOTTOMLEY, IAN EDWARD, COOPER, GRAHAM A.
LA PRESENTE INVENCION PROPORCIONA UN PROCEDIMIENTO EN EL QUE COMPONENTES HECHOS DE ALUMINIO O UNA DE SUS ALEACIONES SE PUEDEN UNIR POR DIFUSION; EL PROCEDIMIENTO INCLUYE TRATAMIENTO QUIMICO DE LOS COMPONENTES PARA ELIMINAR EL OXIDO DE ALUMINIO DE LA SUPERFICIE DE LOS COMPONENTES, SOMETERLOS A BOMBARDEO CON ARENA Y A UNA SEGUNDA ETAPA QUIMICA DE ELIMINACION DE OXIDO Y, FINALMENTE, COMPRIMIR LOS COMPONENTES EN CALIENTE HASTA QUE FORMAN UNIONES POR DIFUSION. EL MATERIAL COMPUESTO RESULTANTE SE PUEDE CONFORMAR SUPERPLASTICAMENTE A MOLDE.
PROCEDIMIENTO DE CHAPEADO EN CALIENTE POR COLAMINADO DE ALEACIONES DE AL QUE CONTIENEN LI.
(16/08/1989). Solicitante/s: CEGEDUR SOCIETE DE TRANSFORMATION DE L'ALUMINIUM PECHINEY. Inventor/es: MEYER, PHILIPPE.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE CHAPEADO DE ALEACIONES DE AL QUE CONTIENEN LI POR COLAMINADO EN CALIENTE, EN LAS CONDICIONES DE RECALENTAMIENTO HABITUALES (ES DECIR, AL AIRE). EL PROCEDIMIENTO CONSISTE EN EFECTUAR UNA OXIDACION CONTROLADA DE LA ALEACION DE ALMA POR CALENTAMIENTO AL AIRE ENTRE 450 (GRADOS) C Y 550 (GRADOS) C, DURANTE UN TIEMPO TAL QUE LA PROFUNDIDAD AFECTADA POR LA PERDIDA SUPERFICIAL EN LI ESTA COMPRENDIDA ENTRE 50 Y 700 (MU)M. EL ALMA SE TRATA DESPUES MECANICA O QUIMICAMENTE PARA ELIMINAR LOS OXIDOS SUPERFICIALES, CON UNA PERDIDA DE ALACION INFERIOR A 30 (MU)M. EL CONJUNTO ALMA + CHAPEADOS SE COLAMINA ENTONCES, DESPUES DE RECALENTAMIENTO A UNA TEMPERATURA INFERIOR A 500 (GRADOS) C DURANTE UN TIEMPO INFERIOR A 24 H. DA LUGAR A UNA PERFECTA ADHERENCIA DEL ALMA A LOS REVESTIMIENTOS SUPERFICIALES.
PERFECCIONAMIENTOS EN LOS METODOS PARA UNIR SOLIDARIAMENTE UN METAL TERMOCONDUCTOR A UN SOPORTE DE ACERO INOXIDABLE.
(16/04/1982). Solicitante/s: BRA, S.A..
METODO PARA UNIR SOLIDARIAMENTE UN METAL TERMOCONDUCTOR A UN SOPORTE DE ACERO INOXIDABLE. CONSISTE EN SOMETER AL FONDO DEL SOPOETE DE ACERO INOXIDABLE Y A LA PLACA DE METAL TERMOCONDUCTOR, PROVISTOS, RESPECTIVAMENTE, DE MEDIOS COMPLEMETARIOS DE ENSAMBLAJE MUTUO, TALES COMO UN TETON Y UN ORIFICIO , A UNA OPERACION DE CALENTAMIENTO HASTA LA PROXIMIDAD DEL PUNTO DE FUSION DEL METAL TERMOCONDUCTOR Y PASTERIORMENTE A UNA OPERACION DE PRENSADO POR IMPACTO DE AMBOS METALES. A LA CARA EXTERIOR DE LA PLACA TERMOCONDUCTORA SE PUEDE ADOSAR UNA LAMINA DE RECUBRIMIENTO DE ACERO INOXIDABLE U OTRO METAL.
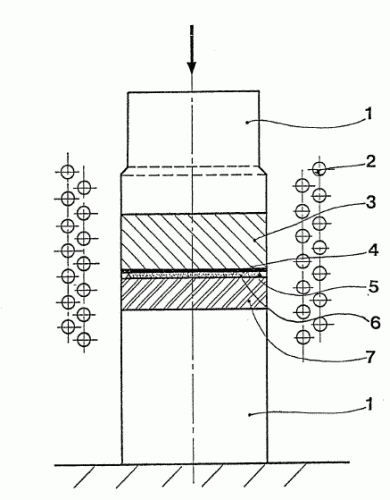
PROCEDIMIENTO DE ENSAMBLAJE POR PRENSADO EN CALIENTE DE PIEZAS DE ALUMINIO Y DE PIEZAS DE ACERO.
(16/04/1979). Ver ilustración. Solicitante/s: SOCIETE DE VENTE DE L'ALUMINIUM PECHINEY.
Procedimiento de ensamble por prensado en caliente de piezas a base de aluminio y de piezas de acero, cuyas superficies a ensamblar han sido previamente preparadas por procedimientos usuales, caracterizado porque se pone, antes del prensado, entre las superficies a ensamblar granos de silicio, se protege estas últimas contra la oxidación, se tratan las piezas de modo a lograr, a la altura de la intercala, una temperatura comprendida entre 500 y 650ºC, y una presión suficiente para expulsar al menos una parte del eutéctico formado, y finalmente, se procede a un enfriamiento del conjunto.
UN PROCEDIMIENTO PARA OBTENCIÓN DE UN DULCE PARA MASCAR.
(16/03/1963) Un procedimiento para obtención de un dulce para mascar caracterizado por comprender las fases de inyección dentro de la parte central de un cuerpo deformable con forma de varilla, de una masa dulce dura, una masa de goma de mascar deformable, que es la que se introduce con objeto de obtener un cuerpo deformable compuesto y con forma de varilla, que contiene un núcleo o parte central de masa de goma de mascar cubierto por la parte exterior tubular formada por la masa de dulce dura; comprimiendo el citado cuerpo compuesto en forma de varilla, en puntos espaciados unos de otros, en sentido longitudinal, para poder cortar el cuerpo citado, compuesto, en forma de varilla, en los citados puntos, en una diversidad de partes o porciones individuales relativamente cortas, y, simultáneamente extrayendo de la citada porción tubular, parte de…
{kind=link}