CIP-2021 : F16B 5/08 : por soldadura o procedimientos similares (soldadura B23K).
CIP-2021 › F › F16 › F16B › F16B 5/00 › F16B 5/08[1] › por soldadura o procedimientos similares (soldadura B23K).
Notas[t] desde F15 hasta F17: TECNOLOGIA EN GENERAL
Notas[g] desde F16B 2/00 hasta F16B 9/00: Fijación de los elementos estructurales o partes de máquinas en general
F MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA.
F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL.
F16B DISPOSITIVOS PARA UNIR O BLOQUEAR LOS ELEMENTOS CONSTRUCTIVOS O LAS PARTES DE LAS MAQUINAS, p. ej. CLAVOS, CLAVIJAS, TUERCAS, TORNILLOS, BULONES, ANILLOS QUE FORMAN RESORTE, ABRAZADERAS, BRIDAS, GRAPAS, CUÑAS; UNIONES O ARTICULACIONES (acoplamientos para la transmisión de mecanismos de rotación F16D).
F16B 5/00 Unión de hojas o placas bien sea entre ellas, o bien a bandas o barras paralelas a ellas (por pegado F16B 11/00; uniones por clavijas F16B 13/00; pasadores incluyendo elementos deformables F16B 19/00; revestimientos de las paredes E04F 13/00; fijación de las placas, carteles, tableros o paneles a estructuras de soporte, fijación de elementos fácilmente separables p. ej. letras a las placas, carteles, tableros o paneles, G09F 7/00).
F16B 5/08 · por soldadura o procedimientos similares (soldadura B23K).
CIP2021: Invenciones publicadas en esta sección.
Pieza estampada en caliente que tiene una junta soldada y método de fabricación para la pieza estampada en caliente.
(10/06/2020) Un método de producción de una pieza estampada en caliente que tiene una junta soldada según la reivindicación, comprendiendo el método:
una etapa de calentamiento para calentar una combinación de láminas de acero a una temperatura de calentamiento de un punto Ac3 de las láminas de acero o más, y
una etapa de estampación en caliente para templar y conformar la combinación de láminas calentadas mediante la etapa de calentamiento, y
comprendiendo, además, antes de la etapa de calentamiento,
una etapa de obtención de la combinación de láminas que tiene una pluralidad de láminas de acero superpuestas, de modo que las superficies de lámina estén enfrentadas entre sí y un primer metal de relleno para soldadura fuerte se coloque…
Compuesto de chapa metálica, método para unir chapas y dispositivo de unión.
(04/03/2020) Un compuesto de chapa metalica, que es un constituyente de una parte de union movil o inamovible, especificamente una puerta, techo solar, puerta trasera, tapa del maletero o cubrevalvula, o de un guardabarros adjunto para o sobre un vehiculo, o es un constituyente de un cuerpo del vehiculo, en donde el compuesto de chapa metalica incluye:
a) una chapa metalica externa que comprende un reborde (1c; 1d) que se dobla alrededor de un borde de rebordeado (1b) mediante rebordeado con rodillo o rebordeado por deslizamiento;
b) una chapa metalica interna que forma una union con el reborde (1c; Id);
c) y una costura de soldadura por arco o de soldadura que se produce sobre o en la union y conecta fijamente las chapas metalicas entre si,
d) en donde el reborde (1c; 1d) de la chapa…
Junta soldada por láser, componente de vehículo, método de fabricación de junta soldada por láser y método de fabricación de componente de vehículo.
(21/08/2019) Una junta soldada por láser que comprende:
un metal de soldadura proporcionado entre una pluralidad de chapas de acero,
en la que, el metal de soldadura contiene, como composición química, en % en masa:
de un 0,05 % a un 0,30 % de C,
de un 0,005 % a un 3,0 % de Si,
de un 0,005 % a un 1,0 % de Al,
de un 0,5 % a un 6,0 % de Mn,
más que un 0 % y un 0,04 % o menos de P,
más que un 0 % y un 0,01 % o menos de S,
más que un 0 % y un 0,01 % o menos de N,
más que un 0 % y un 0,01 % o menos de O,
de un 0 % a un 1,0 % de Cu,
de un 0 % a un 0,2 % de Nb+Ti+V,
de un 0 % a un 0,01 % de Ca+REM,
de un 0 % a un 0,01 % de B,
de un 0 % a un 5,0 % de Cr,
de un 0 % a un 10,0 % de Ni,
de un 0 % a un 1,0 % de Mo, y
el resto que consiste en Fe e impurezas.
se cumple 0,3 ≤ Si+200xS-2,7xC…
Método para disponer dispositivos de montaje sobre polímeros soldables.
(18/04/2018). Solicitante/s: Forsstrom High Frequency AB. Inventor/es: FORSSTRÖM,RONNY.
Un método para proporcionar, mediante soldadura de alta frecuencia de al menos dos piezas de construcción (4, 4') que contienen un material polimérico soldable mediante soldadura de alta frecuencia a una unidad grande montada formada por dichas piezas de construcción, medios de sujeción sobre dicha unidad, estando destinado dicho medio de sujeción para el anclaje y formación de dicha unidad, caracterizado por que los medios de sujeción están formados por un material eléctricamente conductor; por que la capa de imprimación está dispuesta sobre una superficie de los medios de sujeción y está unida mediante un primer endurecimiento; por que el material soldable mediante soldadura de alta frecuencia está dispuesto en la parte superior de dicha capa de imprimación y está unido a la misma mediante un segundo endurecimiento para la formación de una capa de conexión.
PDF original: ES-2677361_T3.pdf
Procedimiento para fabricar una unión cohesiva entre dos piezas componentes por soldadura o soldadura con bronce.
(27/07/2016) Procedimiento para la creación de una unión cohesiva entre dos piezas componentes de metal en forma de chapa, con las siguientes etapas:
• como primera pieza componente se proporciona un cuerpo hueco a base de platinas conformadas en semi-envolturas;
• en las platinas se crean aberturas (3, 3a), antes o después de que hayan sido conformadas en semienvolturas y hayan sido unidas para formar el cuerpo hueco;
• como segunda pieza componente (2, 2a, 2b) se proporciona una chapa de apoyo; caracterizado por las siguientes etapas:
• en las aberturas (3, 3a) creadas en forma de agujeros alargados se crean, en total, al menos tres resaltos que miran en dirección a la segunda…
Panel compuesto y su procedimiento de realización.
(03/06/2015) Panel compuesto, que comprende:
- una pluralidad de paneles compuestos elementales , comprendiendo cada uno por lo menos un alma y dos pieles superficiales dispuestas a uno y otro lado del alma, y estando cada uno termosoldado según una zona de ensamblaje con por lo menos un panel elemental próximo por uno de sus lados,
estando el panel compuesto caracterizado por que comprende además:
- una zona hundida, o hueca formada en las pieles superficiales, a uno y otro lado de la zona de ensamblaje y a lo largo de esta,
- una banda de material de refuerzo dispuesta sobre dicha zona de ensamblaje de un panel con el o los paneles próximos, en cada zona hundida o hueca .
Estructura de entrada de aire de góndola de turborreactor con desescarchado neumático.
(11/10/2013) Estructura de entrada de aire de góndola de turborreactor con desescarchado neumático, que comprende unlabio de entrada de aire , un panel externo y un tabique interno que une dicho labio de entrada de aire adicho panel externo y que define un compartimento de desescarchado neumático , caracterizada porquedicho tabique interno está unido a dicho panel externo mediante un elemento de unión que permiteconservar la integridad de la superficie de dicho panel externo y que comprende una piel estructurante fijadaa dicho tabique interno , y un material poroso aplicado sobre esta piel estructurante y fijado por contactoen el interior de dicho panel externo .
Elemento constructivo superficial, en particular para revestimientos de cajas de coches de vehículos sobre raíles y procedimiento para su fabricación.
(30/05/2012) Procedimiento para la fabricación de un elemento constructivo superficial para revestimientos de cajas decoches de vehículos, en particular de vehículos sobre raíles, con por lo menos una escotadura , que presentapor lo menos una esquina esencialmente 5 en ángulo recto, caracterizado porque
a) en una primera etapa de fabricación, por lo menos una escotadura, que sirve para formar una zona derefuerzo , es realizada por estampado o por corte o porque el componente es dividido en por lomenos dos segmentos en la dirección longitudinal del elemento constructivo mediante unprocedimiento de corte;
b) en una segunda etapa de fabricación, un material con una mayor resistencia que el material delcomponente es introducido en dicha por lo menos una escotadura o es dispuesto entre dichos por lomenos dos segmentos del componente…
ELEMENTO DE FIJACION Y PROCEDIMIENTO PARA SU FABRICACION Y SU UTILIZACION.
(16/12/2006). Ver ilustración. Solicitante/s: NEWFREY LLC. Inventor/es: KORTMANN, HANS-GERHARD, SCHNEIDER, JOACHIM.
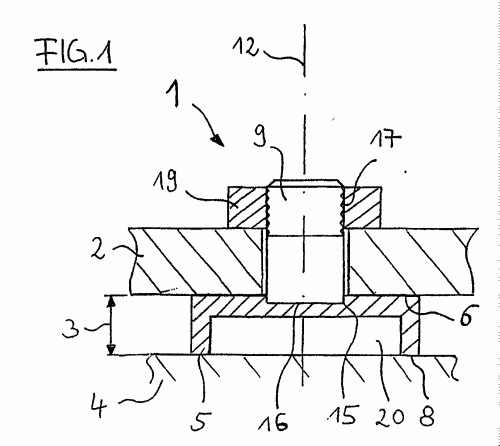
Elemento de fijación , especialmente para la fijación de al menos un componente planiforme a una distancia de un elemento de soporte , constando de un elemento base que tiene una superficie de apoyo y una superficie de fijación y un vástago que está dispuesto en la superficie de apoyo del elemento base y que es apropiado para la fijación del componente planiforme , que se caracteriza en que la superficie de fijación es menor que la superficie de apoyo.
(01/04/2006). Ver ilustración. Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT NEWFREY LLC. Inventor/es: SCHNEIDER, JOACHIM, HUBER, HUBERT, PFUNDTNER, FRANZ, DREXLER, FRENK.
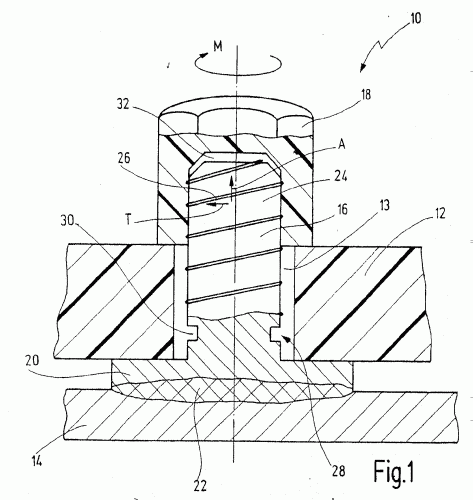
Sistema de fijación para fijar un cuerpo a un componente metálico , de modo especial para fijar un cuerpo a una plancha metálica como una plancha de carrocería de un vehículo automóvil, con un espárrago metálico roscado , que se fija al componente mediante soldadura rápida por arco voltaico, y una tuerca de fijación , que se atornilla al espárrago roscado y con el cual se fija el cuerpo al componente , caracterizado por el hecho de que se determina entre ellos la resistencia de la unión soldada entre el componente y el espárrago roscado y la resistencia del propio espárrago roscado de manera que al ejercer un momento de giro (M) sobre la tuerca de fijación, que supere aquel momento de giro (MN) determinado, al atornillar la tuerca fijación sobre el espárrago roscado se garantiza la rotura del espárrago roscado antes de que se rompa el componente.
CONECTOR PARA ELEMENTOS DE PLACA ESTRUCTURALES MONTADOS EN FORMA DE SNWICH Y PROCEDIMIENTO.
(01/12/2005). Solicitante/s: INTELLIGENT ENGINEERING (BAHAMAS) LIMITED. Inventor/es: KENNEDY, STEPHEN, J., WILSON, HOWARD, MACKENZIE.
Un elemento de conexión para uso en la unión de un elemento de placa de estructura en sándwich, que comprende una primera y una segunda placas frontales metálicas y un núcleo polimérico o plástico que adhiere dichas placas frontales con fuerza suficiente como para transferir fuerzas de corte entre ellas, a otro elemento, comprendiendo dicho conector un cuerpo metálico alargado de sección transversal sustancialmente constante y que tiene al menos un borde en cuña formado por una primera y una segunda superficies inclinadas, haciendo las veces, dichas superficies inclinadas, de superficies de solape longitudinal y de preparaciones de soldadura para dichas primera y segunda placas frontales metálicas.
METODO PARA CONECTAR DOS PIEZAS A LO LARGO DE BORDES SOBRESALIENTES Y CONEXION OBTENIDA POR EL MISMO.
(01/11/1995). Solicitante/s: HANS OETIKER AG MASCHINEN- UND APPARATEFABRIK. Inventor/es: OETIKER, HANS.
EN UNA CONEXION DE DOS BORDES DE DOS PIEZAS AEREAS QUE SE EXTIENDEN AL MENOS A LO LARGO DE UNA SECCION COMUN DE FORMA ESENCIALMENTE PARALELA UNA A LA OTRA, AL MENOS UN ELEMENTO DE RETENCION SE ENCUENTRA DISPUESTO EN UN BORDE QUE SE ENGANCHA DESDE DEBAJO, SEGUN SE MIRA EN LA DIRECCION DEL BORDE, EN UN HUECO EN EL OTRO BORDE. AL MENOS UNA PROYECCION DISPUESTA ALINEADA LATERALMENTE EN UN BORDE EN RELACION CON EL ELEMENTO DE RETENCION EN LA DIRECCION DE AJUSTE DESDE DEBAJO, SOBRESALE PARA FORMAR UN CIERRE EN LA PIEZA CON EL HUECO SITUADO ESENCIALMENTE EN LA DIRECCION DEL BORDE. PARA UNIR DE FORMA SEGURA LAS PIEZAS, SE USA SOLDADURA MEDIANTE RAYO LASER A LO LARGO DE LAS SECCIONES COMUNES DE AL MENOS UNO DE LOS ELEMENTOS DE RETENCION Y DE PROYECCION.
RECIPIENTES COMPUESTOS METALOPLASTICOS MONTADOS POR SOLDADURA Y SU PROCEDIMIENTO DE FABRICACION.
(01/08/1989). Solicitante/s: ATOCHEM. Inventor/es: LESCAUT, PIERRE LOUIS.
RECIPIENTES METALICOS DE GRAN VOLUMEN OBTENIDOS POR SOLDADURA BORDE CON BORDE DE PLACAS, CARACTERIZADAS PORQUE ESTAN COLOCADAS SOBRE LOS BORDES DE UNA DE LAS DOS CARAS Y SOBRE LAS SECCIONES DE UNA PLANCHA METALIZADA DE COMPOSICION INOXIDABLE Y SOBRE UNA O LAS DOS CARAS DE UN REVESTIMIENTO ANTICORROSION TERMOSENSIBLE.
{kind=link}
{kind=link}