CIP-2021 : B23K : SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION;
CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
CIP-2021 › B › B23 › B23K[u] › SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] de B23K: - La presente subclase cubre igualmente los circuitos eléctricos especialmente adaptados a los fines cubiertos por el título de la subclase.
- En la presente subclase, la expresión siguiente tiene el significado indicado a continuación:
- "soldadura sin fusión" designa la unión de metales mediante soldadura y aplicación de calor sin que haya fusión de las partes a unir.
- En los grupos B23K 1/00 - B23K 31/00 ,es deseable añadir los códigos de indexación de los grupos B23K 101/00 o B23K 103/00 .
B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
Notas[g] desde B23K 1/00 hasta B23K 3/00: Soldadura, p. ej. brazing; sin soldadura
- B23K 1/002 Soldadura sin fusión por calentamiento por inducción. [+14 invenciones en esta categoría]
- B23K 1/005 Soldadura sin fusión por energía radiante. [+12 invenciones en esta categoría]
- B23K 1/008 Soldadura sin fusión en un horno (B23K 1/012 tiene prioridad). [+22 invenciones en esta categoría]
- [+10 subclases].
B23K 3/00 Herramientas, dispositivos o accesorios particulares para la soldadura sin fusión o el desoldeo, no concebidos para procedimientos particulares (materiales utilizados para la soldadura sin fusión B23K 35/00).
- B23K 3/02 Hierros de soldar; Barras de soldar. [+15 invenciones en esta categoría]
- B23K 3/03 con calentamiento eléctrico. [+13 invenciones en esta categoría]
- B23K 3/04 Aparatos de calentar (lámparas de soldar o sopletes F23D; calefacción eléctrica en general H05B). [+15 invenciones en esta categoría]
- [+4 subclases].
B23K 5/00 Soldadura con soplete.
Notas[g] desde B23K 5/00 hasta B23K 7/00: Soldadura o corte por soplete
- B23K 5/02 Soldadura de juntas continuas (fabricación de tubos implicando otras operaciones distintas a la soldadura B21C). [+1 invenciones en esta categoría]
- B23K 5/04 utilizando a lo largo de los bordes de las juntas, bandas perfiladas adicionales o elementos análogos de metal de soldadura.
- B23K 5/06 Soldadura de juntas longitudinales.
- [+10 subclases].
B23K 7/00 Corte, quitado de defectos superficiales o despulido, por el calentamiento a la llama.
- B23K 7/06 Máquinas, aparatos o equipos especialmente adaptados al quitado de defectos superficiales o al despulido. [+16 invenciones en esta categoría]
- B23K 7/08 por aplicación de componentes o de medios adicionales que facilitan los procesos de corte, de quitado de defectos superficiales o de despulido. [+6 invenciones en esta categoría]
- B23K 7/10 Dispositivos auxiliares, p. ej. para guiar o soportar el soplete (medios de guiado aplicables a otras máquinas para el trabajo de metales B23Q). [+31 invenciones en esta categoría]
B23K 9/00 Soldadura o corte por arco voltaico (soldadura eléctrica por escoria B23K 25/00; transformadores de soldadura H01F; generadores de soldadura H02K).
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
- B23K 9/007 Soldadura por arco por puntos.
- B23K 9/013 Corte, entalladura, eliminación de defectos superficiales o despulido por arco. [+7 invenciones en esta categoría]
- B23K 9/02 Soldadura de juntas continuas; Soportes; Piezas insertadas. [+75 invenciones en esta categoría]
- [+32 subclases].
B23K 10/00 Soldadura o corte mediante un plasma.
- B23K 10/02 Soldadura por plasma. [+18 invenciones en esta categoría]
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
- B23K 11/02 Soldadura a tope por presión. [+14 invenciones en esta categoría]
- B23K 11/04 Soldadura a tope por chispa. [+18 invenciones en esta categoría]
- B23K 11/06 utilizando electrodos de rodillo. [+32 invenciones en esta categoría]
- [+19 subclases].
B23K 13/00 Soldadura por calentamiento mediante una corriente de alta frecuencia.
- B23K 13/01 por calentamiento por inducción. [+10 invenciones en esta categoría]
- B23K 13/02 Soldadura de juntas continuas. [+16 invenciones en esta categoría]
- B23K 13/04 por calentamiento por conducción. [+5 invenciones en esta categoría]
- [+2 subclases].
B23K 15/00 Soldadura o corte por haz de electrones (tubos de haces electrónicos o iónicos H01J 37/00).
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
- B23K 15/02 Circuitos de control a este efecto. [+2 invenciones en esta categoría]
- B23K 15/04 para la soldadura de juntas anulares. [+2 invenciones en esta categoría]
- B23K 15/06 en un recinto bajo vacío (B23K 15/04 tiene prioridad). [+8 invenciones en esta categoría]
- [+2 subclases].
B23K 17/00 Utilización de la energía de las partículas nucleares para la soldadura o las técnicas conexas.
B23K 20/00 Soldadura no eléctrica por percusión u otra forma de presión, con o sin calentamiento, p. ej. revestimiento o chapeado.
- B23K 20/02 por medio de una prensa. [+29 invenciones en esta categoría]
- B23K 20/04 por medio de un laminador. [+15 invenciones en esta categoría]
- B23K 20/06 por medio de impulsos de alta energía, p. ej. de energía magnética. [+4 invenciones en esta categoría]
- [+12 subclases].
B23K 23/00 Soldadura aluminotérmica.
B23K 25/00 Soldadura por escoria, es decir, utilizando una masa o capa de polvo de escoria caliente o de otro producto similar en contacto con los materiales que se van a unir (B23K 23/00 tiene prioridad; soldadura por arco sumergido B23K 9/18).
B23K 26/00 Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
- B23K 26/02 Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser. [+64 invenciones en esta categoría]
- B23K 26/03 Vigilancia, p. ej. monitorización, de las piezas. [+38 invenciones en esta categoría]
- B23K 26/035 Alineación del haz de rayos láser (automáticamente B23K 26/042). [+2 invenciones en esta categoría]
- [+65 subclases].
B23K 28/00 Soldadura o corte no cubierto por los grupos B23K 5/00 - B23K 26/00 (juntando las piezas por electrólisis C25D 2/00; eliminación electrolítica de materiales C25F).
- B23K 28/02 Procedimientos o aparatos combinados para la soldadura y el corte. [+15 invenciones en esta categoría]
B23K 31/00 Procedimientos derivados de la presente subclase, especialmente adaptados a objetos o a fines particulares, pero no cubiertos por uno solo de los grupos principales B23K 1/00 - B23K 28/00 (fabricación de tubos o de perfiles que comportan operaciones distintas a las de soldadura sin fusión o soldadura B21C 37/04, B21C 37/08).
- B23K 31/02 relativos a la soldadura sin fusión o la soldadura (en la fabricación de circuitos impresos H05K 3/34). [+94 invenciones en esta categoría]
- B23K 31/10 relativos al corte o al despulido. [+1 invenciones en esta categoría]
- B23K 31/12 relativos a la investigación de las propiedades, p. ej. de soldabilidad, de los materiales. [+22 invenciones en esta categoría]
B23K 33/00 Extremidades de piezas especialmente perfiladas para efectuar ensamblajes por soldadura sin fusión o por soldadura; Rellenado de las juntas continuas así formadas.
B23K 35/00 Varillas de soldar, electrodos, materiales o medios ambientes utilizado para la soldadura sin fusión, la soldadura o el corte.
- B23K 35/02 caracterizados por las propiedades mecánicas, p. ej. por la forma. [+126 invenciones en esta categoría]
- B23K 35/04 especialmente concebidos para servir de electrodos (contactos de encendido en las operaciones de soldadura o corte por arco B23K 9/26). [+3 invenciones en esta categoría]
- B23K 35/06 de sección no circular; con dispositivos particulares, p. ej. en el interior. [+2 invenciones en esta categoría]
- [+21 subclases].
B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
- B23K 37/02 Carros para soportar el utillaje de soldar o cortar. [+63 invenciones en esta categoría]
- B23K 37/04 para sujetar o colocar las piezas. [+177 invenciones en esta categoría]
- B23K 37/047 Desplazamiento de las piezas para ajustar su posición entre las etapas de soldadura sin fusión, de soldadura o de corte (B23K 37/053 tiene prioridad). [+57 invenciones en esta categoría]
- [+3 subclases].
B23K 101/00 Objetos fabricados por soldadura sin fusión, soldadura o corte.
Notas[g] desde B23K 101/00 hasta B23K 103/00: Sistema de indexación asociado a los grupos B23K 1/00 - B23K 31/00, relativo a los objetos fabricados por soldadura sin fusión, soldadura o corte o a los materiales a soldar sin fusión, a soldar o a cortar.
B23K 103/00 Materiales a soldar sin fusión, a soldar o a cortar.
- B23K 103/02 Hierro o aleaciones ferrosas. [+4 invenciones en esta categoría]
- B23K 103/04 Aleaciones de acero. [+42 invenciones en esta categoría]
- B23K 103/06 Aleaciones de hierro fundido. [+2 invenciones en esta categoría]
- [+9 subclases].
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO PARA LA DEMOSTRACION DE PROCEDIMIENTOS DE CORTE TERMICOS.
(16/12/1979). Solicitante/s: LINDE AG.
Dispositivo para la desmostración de procedimientos de corte térmicos, caracterizado porque en el alcance marginal de una pieza de labor en forma de disco circular debe estar situada sobre una mesa giratoria, provista de una impulsión, apoyada horizontalmente, de modo concéntrico a su eje de rotación, está dispuesta una unidad de corte a la que esta coordinada una cámara, unida con un monitor y/o con un aparato registrador de imagen, que puede dirigirse hacia el lugar de corte.
DISPOSITIVOS CONSTITUIDOS POR SUBCONJUNTOS O PARTES SOLDADAS POR FRICCION.
(16/10/1979). Ver ilustración. Solicitante/s: SAN PABLO DE LA ROSA,VICTORIANO.
Dispositivos constituidos por subconjuntos o partes soldadas por fricción que se caracterizan porque cada dos subconjuntos o partes que deber, mantener para funcionamiento del conjunto, tolerancias de concentricidad, coaxialidad, paralelismo o normalidad, se han unido por soldadura por fricción a una pieza intermedia entre dichos subconjuntos o partes, pieza que respecto a las superficies de soldadura a través de las cuales se une a los dos subconjuntos se comporta como un casquillo separador, al tener sus dos superficies de soldadura el mismo eje de simetría.
PISTOLA PARA LA SOLDADURA DE PERNOS POR ARCO VOLTAICO.
(01/10/1979). Solicitante/s: LINDE AG.
Pistola para la soldadura de pe-rnos por arcos voltáico, con base de pistola, sujetador de perno y dispositivo elevador por encendido elevador, caracterizada por un sistema de suministro para un medio protector, presentando el sistema de suministro a la altura del extremo del perno que se derrite, una abertura de salida orientada hacia el perno.
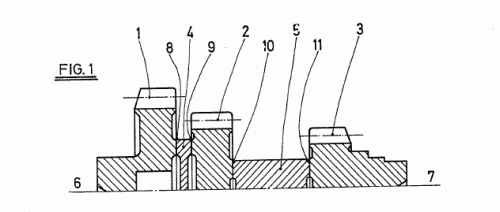
DISPOSITIVO PARA LA UNION SIN COSTURA VISIBLE DE AL MENOS UNA PILETA MOLDEADA POR EMBUTICION PROFUNDA A PARTIR DE UNA CHAPA.
(01/06/1979) Dispositivo para la unión sin costura visible de al menos una pileta moldeada por embutición profunda a partir de una chapa, con el orificio para pileta de un armazón que consiste en una chapa, por ejemplo con el orificio para pileta de la placa de cubierta de un fregadero o similar, consistente en una chapa conformada de acero inoxidable, con ayuda de al menos un proceso de soldadura, en donde la pileta, partiendo de la arista superior de su pared vertical tiene un borde periférico conectado con aquella a través de un arco, el cual borde se encuentra situado por debajo del borde del orifico para pileta, en donde además el borde del orificio de pileta, antes de la terminación de todo el proceso de trabajo sobresale por encima del borde de pileta con una arista libre en dirección al centro de la pileta, caracterizado…
PROCEDIMIENTO PARA LA UNION SIN COSTURA VISIBLE DE AL MENOS UNA PILETA MOLDEADA POR EMBUTICION PROFUNDA A PARTIR DE UNA CHAPA.
(16/05/1979) Procedimiento para la unión sin costura visible de al menos una pileta moldeada por embutición profunda a partir de una chapa, con el orificio para pileta de un armazón que consiste en una chapa, por ejemplo con el orificio para pileta de la placa de cubierta de un fregadero o similar, consistente en una chapa conformada de acero inoxidable, con ayuda de al menos un proceso de soldadura, en donde la pileta, partiendo de la arista superior de su pared vertical tiene un borde periférico conectado con aquella a través de un arco, el cual borde se encuentra situado por debajo del borde del orificio para pileta, en donde además el borde del orificio de pileta, antes de la terminación de todo el proceso de trabajo sobresale por encima del borde de pileta con una arista libre en dirección al centro de la pileta, caracterizado porque con utilización…
PERFECCIONAMIENTOS EN HORNOS PARA SOLDAR ALUMINIO POR VACIO.
(01/05/1979). Solicitante/s: IPSEN INDUSTRIES INTERNATIONAL GMBH.
Perfeccionamientos en hornos para soldar aluminio por vacio, formados por una cámara de soldar evacuable que presenta dos zonas calentadoras laterales, caracterizados, porque la cámara de soldar presenta una zona de calentamiento central paralela a las laterales y porque el elemento calentador de la zona central de la cámara, generalmente, puede extraerse.
UNIDAD DE ESFUERZO A RODADURA PARA SOLDADURA POR RESISTENCIA CON DISPOSITIVO DE SEGURIDAD.
(01/05/1979). Solicitante/s: SERRA SOLDADURA, S.A..
Unidad de esfuerzo e rodadura para soldadura por resistencia con dispositivo seguridad, caracterizada esencialmente por que el eje del motor neumático lineal que acciona el cabezal portador del útil de soldadura va interrelacionado a un medio elástico, formado por una apilación de muelles de platillo o un acumulador mecánico, dispuestos en el interior y coaxialmente del citado cabezal móvil y con posibilidad de desplazamiento, relativo respecto al mismo, que se produce en el momento de la superposición del útil sobre las piezas a soldar, comprimiendo el esfuerzo transmitido por el rotor neumático lineal el medio elástico, hasta un valor de cama prefijado y ajustable a voluntad.
PINZA PORTATIL PARA SOLDADURA POR RESISTENCIA CON TRANSFORMADOR ELECTRICO INCORPORADO Y DISPOSITIVO CONTROLADOR DE TIEMPO, ESFUERZO Y SECCIONADO DE CORRIENTE.
(16/04/1979). Solicitante/s: SERRA SOLDADURA, S.A..
Pinza portátil para soldadura por resistencia con transformador eléctrico incorporado y dispositivo controlador de tiempo, esfuerzo y seccionado de corriente, caracterizada por comprender una carcasa prismática que lleva instalado en su interior un transformador de soldadura, inmediato a una de las superficies laterales de la carcasa teniendo dos brazos paralelos portadores de los electrodos uno de ellos fijo, enfrentados, situados o ortogonalmente a través de dicha pared de la carcasa.
METODO PARA SOLDAR CHAPAS FINAS CON OBTENCION DE UNA JUNTA CONTINUA MEDIANTE ARCO ELECTRICO.
(16/04/1979). Solicitante/s: KEMPPI OY.
Método para soldar chapas finas con obtención de una junta continua mediante arco eléctrico, caracterizado por aplicarse un voltaje a un electrodo consumible de hilo de soldar con alimentación del hilo a la zona en la que debe aplicarse la junta con constante aplicación de una atmósfera gaseosa a la zona de la citada junta con periódicas interrupción del flujo de corriente.
MAQUINA DE SOLDADURA A PUNTOS POR RESISTENCIA ESTATICA.
(16/04/1979). Solicitante/s: SERRA SOLDADURA, S.A..
Máquina de soldadura a puntos por resistencia, estática, caracterizada esencialmente por comprender una carcasa de chapa de configuración prismática rectangular, cuya base está formada por una estructura rígida conformada como soporte, estando dotada la carcasa citada en su parte frontal superior, de los elementos señalizadores, de accionamiento y control de la máquina, quedando sustentado el conjunto sobre una columna de sección rectangular uniforme, que está rematada inferiormente en un pié de apoyo de configuración en H, en cuyo tremo central y en su centro incide la columna citada.
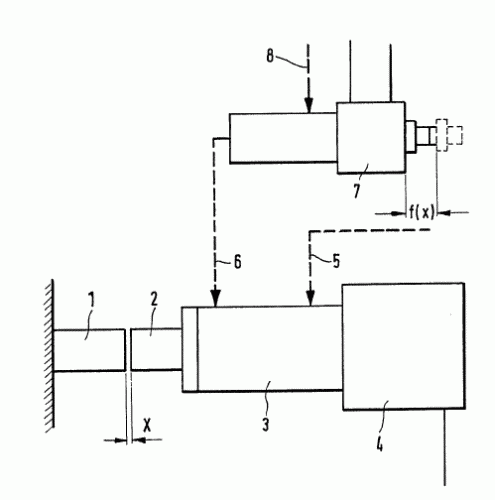
DISPOSITIVO PARA LA COLOCACION A DISTANCIA EXACTA Y REPRODUCIBLE DE UNA PIEZA DE TRABAJO.
(16/04/1979). Ver ilustración. Solicitante/s: INDUSTRIE-WERKE KARLSRUHE AUGSBURG AG..
Dispositivo para la colocación a distancia exacta y reproducible de una pieza de trabajo, especialmente de una segunda pieza de trabajo a una distancia previamente dada de una primera pieza de trabajo, situada estacionariamente, especialmente para la aplicación en partes, que deban unirse para soldadura a tope, caracterizada porque están previstos medios de transporte que, en una primera etapa de trabajo, acercan la pieza de trabajo que debe colocarse en posición, a tope hacia la primera pieza de trabajo y, en una segunda etapa de trabajo, la pieza de trabajo, que debe colocarse en posición es alejada, por la medida de la distancia previamente dada, desde la primera pieza de trabajo.
UN DISPOSITIVO MEJORADO PARA EL CORTE CON ARCO ELECTRICO.
(01/04/1979). Solicitante/s: SCHUMAG GMBH.
Un dispositivo mejorado para el corte con arco eléctrico, con un electrodo giratorio con salto intermitente del arco y con evacuación mecánica del material a retirar de la hendidura de corte, caracterizado por un disco estrecho giratorio que en una parte de su borde periférico es conductor de la tensión para el arco y en otra parte no lo es, para la evacuación.
PERFECCIONAMIENTOS EN LAS FUENTES DE CORRIENTE DE IMPULSOS PARA LA SOLDADURA BAJO GAS INERTE ENTRE METALES.
(01/04/1979). Solicitante/s: SCHWEISSINDUSTRIE OERLIKON BUHRLE AG.
Perfeccionamientos en las fuentes de corriente de impulsos para la soldadura bajo gas inerte entre metales, las cuales comprenden un circuito para producir una parte de corriente de base de la corriente para soldar y un circuito para producir una parte de corriente de impulsos de la corriente para soldar, caracterizados porque en cada circuito se ha previsto un elemento de ajuste para influir sobre la parte de la corriente de base y la parte de corriente de impulsos de la corriente (Is) para soldar.
UN DISPOSITIVO PARA LA ALINEACION, CON EXACTITUD DE POSICION, DE UN DISPOSITIVO SOLDADOR DE DOS PIEZAS.
(01/04/1979). Solicitante/s: GELENKWELLENBAU GMBH.
Un dispositivo para la alineación, con exactitud de posición, de un dispositivo soldador de dos piezas recibidas en un alojamiento de piezas rotativo, en relación a la costura soldada a obtener, caracterizado porque la parte del dispositivo soldador que genera la costura soldada está dispuesta en un soporte movible paralelamente al eje de rotación del alojamiento de las piezas, y porque en el soporte está dispuesto un emisor de señales que trabaja sin contacto, destinado a la determinación de la posición de soldadura.
DISPOSITIVO DE MANDO A DISTANCIA PARA SOLDADURA.
(01/04/1979) Dispositivo de mando a distancia para soldadura, del tipo de los que comprenden dos potenciómetros respectivamente destinados a regular la intensidad de corriente del arco y la velocidad de avance del electrodo en máquinas de soldar de electrodo continuo provistas de conexiones para control remoto, caracterizado por comprender una caja liviana que contiene los dos potenciómetros, para cada uno de los cuales se dispone de un volante de mando accionable desde el exterior de la caja, y de un indicador de regulación visible desde el exterior, estando provista la caja de medios que la hacen apta para ser mantenida con respecto al operario…
MEJORAS EN LA DISPOSICION DE FUENTES DE CORRIENTE DE SOLDADURA.
(01/04/1979). Ver ilustración. Solicitante/s: INDUSTRIE-WERKE KARLSRUHE AUGSBURG AG..
Mejoras en la construcción de fuentes de corrientes de soldaduras, alimentadas a través de un transformador, para utilización en la unión por soldadura de piezas de labor, situadas opuestas, con entre-hierro diferenciado, caracterizadas por una fuente de trabajo de curva o línea característica tal que, en el caso de una variación del entre-hierro la corriente de soldadura permanece aproximadamente constante.
PROCEDIMIENTO DE PRODUCCION DE UN ELECTRODO PARA SOLDADURA POR ARCO QUE COMPRENDE UN NUCLEO DE ACERO.
(16/03/1979). Solicitante/s: N.V. BEKAERT S.A..
Procedimiento de producción de un electrodo para soldadura por arco que comprende la recocción de un núcleo de acero para el citado electrodo en el que la amplitud total de cualesquiera irregularidades superficiales normales en la superficie del núcleo no exceda de 3um, terminándose la recocción del núcleo cuando se forma sobre el núcleo de acero, después de su enfriamiento, un revestimiento protector que comprenda por lo menos un 80% en peso de Fe304, no excediendo el espesor de tal revestimiento de 3um y no rebasando esta misma magnitud la amplitud total de cualesquiera irregularidades superficiales normales en la superficie del revestimiento.
PROCEDIMIENTO DE SOLDADURA BAJO GAS INERTE ENTRE METALES Y SISTEMA CORRESPONDIENTE.
(16/03/1979). Solicitante/s: SCHWEISSINDUSTRIE OERLIKON BUHRLE AG.
Procedimiento de soldadura bajo gas inerte entre metales, para soldar mediante arco voltaico de impulsos, caracterizado porque, para la soldadura forzada de capas de aceros altamente aleados, a) el arco voltaico se gobierna cíclicamente en una fase de arranque, una fase de soldadura y una fase de enfriamiento; b) la velocidad de avance del electrodo en la dirección del baño de soldadura se gobierna sincrónicamente con la fase de arranque y la fase de enfriamiento con un valor límite superior y con un valor límite inferior.
MAQUINA SOLDADORA DE VIGAS.
(01/02/1979). Solicitante/s: MESSER GRIESHEIM GMBH.
Máquina soldadora de vigas consistente en una bancada tensora que recibe las chapas que deben soldarse entre sí, cargadora y de alma de la viga, así como en un portal que soporta la instalación soldadora y que forma puente sobre la bancada tensora que está previsto de modo longitudinalmente desplazable a ambos lados de este portal sobre carriles, caracterizada porque a la bancada tensora le esta coordinada una instalación inversora.
METODO PARA ELIMINAR O REDUCIR SUSTANCIALMENTE LA TENDENCIA A LA TENSOCORROSION.
(01/02/1979). Solicitante/s: GENERAL ELECTRIC CO..
Método para eliminar o reducir sustancialmente la tendencia a la tensocorrosión en una zona de constreñimiento soldada que se termina dentro de una zona principal afectada por el calor de la soldadura de un empalme de tubería de acero austenítico soldada a tope en una tubería en servicio en un reactor nuclear que incluye la fase que consiste en aplicar sobre la parte exterior de la tubería una soldadura secundaria o de recubrimiento que se extiende a través del empalme de la tubería y que cubre cada lado del empalme de la tubería más allá de las extremidades axiales de la zona principal afectada por el calor de la soldadura en la superficie interna de la tubería.
PROCEDIMIENTO PARA SOLDAR.
(01/01/1979). Solicitante/s: LINDE AG.
Procedimiento para soldar piezas de labor presentando o formando oquedades, caracterizado porque se conduce a través de la oquedades un fluido calentador; porque el fluido calentador es un gas inerte que es nitrógeno, caracterizado también porque la presión del fluido calentador se aumenta mientras es conducido a través de las piezas de labor y porque el fluido calentador es suministrado a través de las partes de construcción, previstas para la distribución de los fluidos intercambiadores térmicos.
PROCEDIMIENTO PARA OBTENER UNA SUPERFICIE SOLDABLE EN UNA PIEZA MOLDEADA PARA CONTACTOS ELECTRICOS.
(01/12/1978). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT.
Procedimiento para obtener una superficies soldable, en una pieza para contactos eléctricos que consta de plata como material básico con partículas de grafito hasta aproximadamente el 5% en peso distribuidas fina y uniformemente, caracterizado porque la pieza moldeada se somete a un tratamiento de pulimentación en húmedo empleándose simultáneamente piedras de pulir.
CARCASA PARA SOLDADOR DE ESTAÑO PERFECCIONADA.
(01/12/1978) Carcasa para soldador de estaño perfeccionada, del tipo de soldador de cabeza intercambiable que está provisto, rodeando el cuerpo blindado de la resistencia de un cuerpo aislante abocardado que constituye un separador de la parte caliente con respecto a una superficie de apoyo; caracterizado esencialmente porque el cuerpo blindado remata por la parte opuesta a la cabeza en un regruesamiento aislante y circular que siendo biselado por su entorno que con el cuerpo tubular que blinda la resistencia es plano por su otra parte y se asienta en un escalón previsto en la carcasa tubular aislante de modo que queda rehundido en ella e inmovilizado por la colaboración de un fijador roscado a la carcasa y provisto de un apéndice exterior tubular que sobresaliendo de la boca de la carcasa constituye una cabeza de apriete, siendo…
DISPOSITIVO PARA LA ALIMENTACION ELECTRICA DE UNA MAQUINA PARA LA SOLDADURA ELECTRICA POR RESISTENCIA.
(16/10/1978). Solicitante/s: STEIT SPECIALIZZAZIONI TECHNIQUE INDUSTRIALI TORIN.
Dispositivo para la alimentación eléctrica de una máquina para la soldadura eléctrica por resistencia, del tipo que comprendo una ménsula inferior portapieza, una ménsula superior y un cabezal portaútil móvil verticalmente en la ménsula superior, caracterizado por el hecho de que el transformador do soldadura es solidario del cabezal portahilos y sigue los desplazamientos verticales del mismo.
INSTALACION PARA OBTENER VALORES CARACTERISTICOS A PARTIR DE MAGNITUDES DE FUNCIONAMIENTO ELECTRICAS.
(01/10/1978). Solicitante/s: DR. ING. PETER PUSCHNER.
Resumen no disponible.
SISTEMA PARA OBTENER ACERO POR ALUMINOTERMIA APLICABLE A LA SOLDADURA DE PERFILES DE HIERRO O ACERO.
(01/10/1978). Solicitante/s: DUART BLAY,JOSE MARIA TAMARGO FERNANDEZ,SERGIO.
Resumen no disponible.
SISTEMA PARA OBTENER UNA ALEACION DE ESTAÑO POR ALUMINOTERMIA DESTINADA A LA SOLDADURA DE METALES.
(01/10/1978). Solicitante/s: DUART BLAY,J.MARIA TAMARGO FERNANDEZ,SERGIO.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN SOPLETE DE SOLDADURA CON ARCO EN METAL PROTEGIDO CON GAS INERTE.
(01/09/1978). Solicitante/s: UNION CARBIDE CORPORATION.
Perfeccionamientos introducidos en un soplete de soldadura con arco en metal protegido con gas inerte, que comprende, en combinación: un cuerpo de soplete a través del cual es impulsado un electrodo consumible, un conjunto de boquilla que tiene medios en contacto eléctrico con dicho electrodo impulsado y un conjunto de guía de alambre, flexible, alargado, de longitud predeterminada, que se prolonga desde dicho cuerpo hasta dicho conjunto de boquilla para controlar la dirección de dicho electrodo impulsado a través de dicho conjunto de boquilla.
DISPOSITIVO PERFECCIONADO PARA AJUSTAR UN SOPLETE DE SOLDADURA A UNA POSICION DETERMINADA.
(16/08/1978). Solicitante/s: DR. ING. PETER PUSCHNER.
Resumen no disponible.
PROCEDIMIENTO PARA LA SOLDADURA ELECTRICA CONTINUA DE BORDES SOLAPADOS DE UNA CHAPA CURVADA Y APARATO PARA SU EJECUCION.
(16/08/1978). Solicitante/s: DE CEPEDA Y CIA., S. A.
Resumen no disponible.
PROCEDIMIENTO PARA SEPARAR UN TUBO QUE ESTA FUERA DE TOLERANCIA.
(01/07/1978). Solicitante/s: BENTELER-WERKE AKTIENGESELLSCHAFT.
Resumen no disponible.
PROCEDIMIENTO PARA OBTENCION DE CORTES DE SEPARACION SIN REBABAS EN ACEROS DE BAJA ALEACION DE POCO CONTENIDO DE CARBONO.
(16/06/1978). Solicitante/s: MESSER GRIESHEIM GMBH.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}