CIP-2021 : B21B 1/24 : según un proceso continuo.
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/24[2] › según un proceso continuo.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/24 · · según un proceso continuo.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO E INSTALACION PARA EMBUTIR FLEJE METALICO.
(16/10/2005). Ver ilustración. Solicitante/s: SMS DEMAG AG. Inventor/es: SEIDEL, JURGEN.
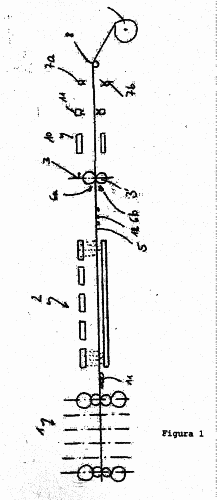
Procedimiento para embutir fleje metálico en una instalación de laminado de fleje en caliente, alimentándose a una instalación de devanadora el fleje metálico , tras recorrer un tren de acabado y un tramo de enfriamiento , a través de un impulsor que se compone de un rodillo de impulsor superior y otro inferior, sometiéndose el fleje metálico a una reducción del grosor en la región entre el final del tramo de enfriamiento y la instalación de devanadera , caracterizado porque para la reducción del grosor se usan los rodillos o cilindros (3) del impulsor.
REEQUIPAMIENTO DE TRENES LAMINADORES EN CALIENTE PARA LAMINAR BANDAS DELGADAS.
(16/12/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KNEPPE, GUNTER DR., ROSENTHAL, DIETER, LADDA, DIETER.
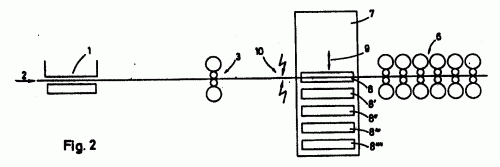
TRENES EN LAMINADO CALIENTE QUE TIENEN UN HORNO DE TIRANTES MOVIBLES , UN ARMAZON REVERSIBLE COLOCADO A CONTINUACION, ASI COMO UN TREN DE LAMINADO CALIENTE PARA EL ACABADO DE BANDAS CALIENTES LAMINADAS Y FINAS DE ACERO AUSTENITICO, LAS CUALES SE DEBEN ADAPTAR DE TAL MANERA, QUE LA BANDA CALIENTE SE PUEDA LAMINAR CON GROSORES POR DEBAJO DE 1 MM. PARA ELLO SE PROPONE, QUE ENTRE EL ARMAZON REVERSIBLE Y EL TREN DE LAMINADO CALIENTE SE COLOQUE UN HORNO DE MANTENIMIENTO , QUE ASEGURA MEDIANTE VARIOS SITIOS DE RECOGIDA (8, 8 ' ...) PARA LAS LAMINAS QUE SE PUEDAN CALENTAR DE MANERA CONSTANTE UN TIEMPO DE CALENTAMIENTO COMPLETO PARA CADA BANDA, QUE ES VARIAS VECES MAYOR QUE EL TIEMPO DE LAMINADO DEL TREN DE LAMINADO CALIENTE DE ACABADO.
MAQUINA PERFECCIONADA PARA LA FABRICACION DE CANALONES.
(16/10/1997) 1. MAQUINA PERFECCIONADA PARA LA FABRICACION DE CANALONES, DE LAS CONSTITUIDAS A PARTIR DE UN CHASIS O BASTIDOR , FABRICADO A PARTIR DE CUERPOS DE MATERIAL METALICO SENSIBLEMENTE ALARGADOS, IMPLEMENTADOS CON TRAVESAÑOS FORMANDO EL PROPIO CHASIS , CARACTERIZADO PORQUE UNO DE SUS EXTREMOS SE ENCUENTRAN INCORPORADOS DOS PAREJAS DE CUERPOS ALARGADOS Y (4') SITUADOS SUPERPUESTOS Y EN PARALELO DE DIFERENTES LONGITUDES ENTRE SI, QUE FIJAN Y RETIENEN UN CONJUNTO DE RODILLOS , , Y , ESTANDO SITUADOS EN PARALELO Y UNO SOBRE OTRO LOS RODILLOS Y , MIENTRAS QUE LOS RODILLOS Y SE ENCUENTRAN IGUALMENTE SITUADOS EN PARALELO PRESENTANDO ENTRE AMBOS UNA PIEZA QUE ADOPTA LA CONFIGURACION LATERAL TRAPEZOIDAL Y QUE SE CONFIGURA COMO UN PRISMA QUE…
PROCESO Y PLANTA PARA OBTENER ROLLOS DE TIRAS DE ACERO CON CARACTERISTICAS DE LAMINACION EN FRIO Y DIRECTAMENTE OBTENIDOS EN UNA LINEA DE LAMINACION EN CALIENTE.
(16/08/1994). Solicitante/s: ARVEDI, GIOVANNI HOOGOVENS GROEP B.V. Inventor/es: ARVEDI, GIOVANNI, GOSIO, GIOVANNI.
UN PROCESO PARA LA OBTENCION DE BOBINAS DE CINTA DE ACERO CON CARACTERISTICAS DE PRODUCTOS DE ENROLLADO CALIENTE, DIRECTAMENTE SOBRE UNA LINEA DE ENROLLADO FRIO, QUE COMPRENDE ADEMAS DE LOS PASOS DE FUNDIDO Y DE REDUCCION DE ESPESOR A UNA TEMPERATURA DE MAS DE 1100 C SOBRE LA SOLIDIFICACION, CALENTAMIENTO POR INDUCCION DEL PRODUCTO Y UN POSTERIOR PASO DE ENROLLADO CALIENTE, POR ENCIMA DEL PUNTO AR3, UN PASO DE ENFRIAMIENTO Y CONTROL DE TEMPERATURA EN UN RANGO DE ENTRE 600 Y 250 C, DE ESTE MODO INFERIOR A DICHO PUNTO AR3, ASI COMO UNO O MAS PASOS DE ENROLLADO FRIO EN SERIES, CON UN ENROLLADO FINAL DEL PRODUCTO OBTENIDO. TAMBIEN SE DESCRIBE UNA PLANTA PREFERIBLE PARA LA PUESTA EN PRACTICA DE DICHO PROCESO.
TREN CONTINUO DE LAMINACION.
(16/05/1982). Solicitante/s: SUMITOMO METAL INDUSTRIES, LTD..
TREN CONTINUO DE LAMINACION QUE INCLUYE UNA PLURALIDAD DE PUESTOS. CARACTERIZADO PORQUE EN CADA PUESTO DE LAMINACION SE PUEDE SITUAR UNO CUALQUIERA DE LOS LAMINADORES ELEGIDOS ENTRE UN LAMINADOR CUARTO CORRIENTE "N", UN LAMINADOR DE MANGUITO DESLIZANTE "A", UN LAMINADOR DE CILINDRO DE REFUERZO INTERMEDIO MOVIL "B" Y UN LAMINADOR DE MANGUITO ENSANCHABLE "C", Y PORQUE SE PUEDE USAR ATANTO PARA LAMINACION EN FRIO COMO PARA LA LAMINACION EN CALIENTE, SIEMPRE Y CUANDO SE ELIJA CONVENIENTEMENTE EL NUMERO DE PUESTOS DE LAMINACION Y EL TIPO DE LAMINADOR A SITUAR EN CADA PUESTO. DE APLICACION EN LA LAMINACION DE CHAPAS DE ACERO DE ALTA CALIDAD.
{kind=link}
{kind=link}