CIP-2021 : B21D 13/02 : por prensado.
CIP-2021 › B › B21 › B21D › B21D 13/00 › B21D 13/02[1] › por prensado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 13/00 Corrugado de chapa metálica, barras o perfiles, con superficie ondulada o sinuosa.
B21D 13/02 · por prensado.
CIP2021: Invenciones publicadas en esta sección.
Formación de un codo en una ondulación.
(05/06/2019) Dispositivo de formación de chapa destinado a formar un codo en una ondulación, constando el dispositivo de formación de:
un bastidor inferior que presenta una superficie de soporte plana destinada a recibir una placa de chapa que presenta una ondulación que se debe acodar, siendo la ondulación que se debe acodar sobresaliente con respecto a una porción plana de la placa de chapa,
una contraforma sobresaliente dispuesta sobre la superficie de soporte y destinada a ser alojada en la ondulación que se debe acodar,
en el que la contraforma sobresaliente presenta una porción fija y una porción móvil articulada con respecto a la porción fija alrededor de un eje perpendicular…
Dispositivo de embutición profunda.
(24/04/2019) Dispositivo de embutición profunda para piezas de trabajo formadas onduladas, con una placa de base , con una placa opuesta , con una herramienta y con una placa de embutición profunda , en el que las tres placas están configuradas con una guia común (122a a 122d) y la placa de embutición profunda y la placa opuesta encierran la herramienta , en el que la placa de embutición profunda presenta al menos dos proyecciones y la herramienta presenta escotaduras correspondientes entre las láminas , en el que la herramienta y la placa de embutición profunda son desplazables por medio de un primer…
Dispositivo para el proceso de doblado progresivo de una chapa de metal o similar.
(01/11/2002) Dispositivo para el doblado progresivo en forma de trapecio de unas chapas de metal o de una bandas compuestas por chapas de metal, con un cilindrodepresión inferior que comprende un émbolo , el cual es desplazable en dirección perpendicular a una bancada horizontal de máquina y en cuyo vástago de émbolo está dispuesto un soporte de presión , con un pistón de compresión desplazable en dirección axial con relación al cilindro de presión inferior, y con un par de elementos de sujeción que están previstos en cada caso a una cierta distancia por delante y por detrás del cilindro de presión inferior y del pistón de compresión en la dirección de avance de las bandas que han de ser dobladas progresivamente, y están compuestos por un…
ATADURA PARA FARDOS CON UNA PORCION ONDULADA, PAQUETE QUE COMPRENDE UN FARDO COMPRIMIDO Y TAL ATADURA Y APARATO DE FORMACION RELACIONADO.
(01/05/1997) PARA ATAR UN FARDO COMPRIMIDO QUE TIENE A EXPANDIRSE A LO LARGO DE UN EJE PRINCIPAL SOBRE TODO, SE DOBLA UNA ATADURA PARA FARDOS HECHA PREFERENTEMENTE DE ALAMBRE DE ACERO O ALTERNATIVAMENTE DE UNA TIRA DE ACERO PARA FORMAR DOS PORCIONES ONDULADAS QUE SE CARACTERIZAN PORQUE TIENEN UNAS ONDULACIONES SINUSOIDALES, ORIENTADAS DE MODO QUE QUEDEN GENERALMENTE EN PARALELO AL EJE PRINCIPAL Y A LO LARGO DE LAS CUALES SE PUEDE APRETAR LA ATADURA PARA ABSORBER LAS FUERZAS TRACTIVAS. SE FORMA UNA JUNTA EN LOS EXTREMOS OPUESTOS DE LA ATADURA. CUANDO LA ATADURA SE DOBLA PARA FORMAR LAS PORCIONES ONDULADAS , ESTA TIENE UNA RESISTENCIA A LA ROTURA MENOR QUE LA RESISTENCIA A LA ROTURA DE UNA PORCION NO DEFORMADA DE LA ATADURA PERO SUPERIOR A LA RESISTENCIA A LA ROTURA DE LA JUNTA. EL APARATO…
METODO Y DISPOSITIVO PARA LA DEFORMACION ONDULADA DE UN CORTE DE MATERIAL PLANO, ASI COMO PIEZAS DE EMBALAJE FABRICADAS SEGUN ESTE METODO.
(16/04/1996). Solicitante/s: DIVIDELLA AG. Inventor/es: TRABER, ROMAN.
PARA LA DEFORMACION ONDULADA DE UN CORTE DE MATERIAL PLANO, SE PRENSA UNA SERIE 2 DE HERRAMIENTAS DE MOLDEO FIJAS 4 CONTRA UNA SERIE MOVIL 3 DE HERRAMIENTAS DE MOLDEO 5. LAS HERRAMIENTAS DE MOLDEO DE AMBAS SERIES SE INTRODUCEN SIMULTANEAMENTE Y DE TAL FORMA QUE SE LLEVA A CABO UNA REDUCCION DEL CORTE DEL MATERIAL DURANTE LA DEFORMACION. CON ELLO SE CONSIGUE QUE EN VARIAS ONDAS CON UNA ALTURA RELATIVAMENTE ALTA NO EXISTA NINGUN DESPLAZAMIENTO RELATIVO ENTRE EL CORTE DEL MATERIAL Y LOS LADOS LATERALES 6, 6' DE LAS HERRAMIENTAS DE MOLDEO 4, 5. LA SERIE MOVIL DE LAS HERRAMIENTAS DE MOLDEO ESTA FIJA EN UN MOTOR, MIENTRAS QUE LA SERIE FIJA ESTA SUJETA EN UNA ESTACION DE TRABAJO DENTRO DEL CAMPO DE GIRO DEL ROTOR.
DISPOSITIVO PARA PRODUCIR VIGUETAS DE CONSTRUCCION Y SIMILARES.
(16/06/1994). Solicitante/s: MASCHINENBAU GEROLD GMBH + CO. KG. Inventor/es: HASENKAMP, FRIEDRICH.
DISPOSITIVO PARA PRODUCIR VIGUETAS DE CONSTRUCCION O DE OBJETOS SIMILARES. UNA VIGUETA PARA CONSTRUCCION TIENE UNA CORREA LONGITUDINAL Y UN ALMA ESTACIONARIA EN UNA CORREA LONGITUDINAL Y PERPENDICULAR A DICHA CORREA LONGITUDINAL. AMBAS PARTES CONSISTEN EN MATERIAL EN FLEJE Y PUEDEN SER SOLDADAS. EL ALMA DEBE TENER UN PERFIL TRAPEZOIDAL PARA SUMINISTRAR LA RESISTENCIA REQUERIDA MEDIANTE EL INVENTO SE DEBE CREAR UN DISPOSITIVO QUE PUEDE DOBLAR DE FORMA CONTINUA EL ALMA PERFILADA DE LAS VIGUETAS EN EL MATERIAL DE FLEJE. ESTAN PREVISTOS DOS MECANISMOS DE DEVANADO PARA LOS ROLLOS DE FLEJE Y UN MECANISMO DE FORMACION CON EL CUAL SE DOBLA CONTINUAMENTE Y POR ETAPAS MATERIAL DE FLEJE ALIMENTADO DESDE UN RODILLO, ANTES DE QUE SE SUELDE CON OTRO FLEJE PLANO. SE PUEDE PRODUCIR DE UN MODO SENCILLO Y EFICAZ MATERIAL SOPORTE CON UN ALMA PERFILADA UN MATERIAL DE FLEJE Y ES POSIBLE UNA FABRICACION EFICAZ.
DISPOSITIVO PARA PERFILAR DE FORMA GRADUAL ALMAS DE MATERIAL.
(01/06/1993) DISPOSITIVO PARA PERFILAR EL ALMA DE UN MATERIAL PARA PRODUCIR ONDULACIONES PARALELAS, TRANSVERSALES EN EL ALMA DE UNA LAMINA DE METAL DE UNA ANCHURA UNIFORME LA CUAL SE MUEVE HACIA ADELANTE DE FORMA GRADUAL A TRAVES DEL ESPACIO DE CONFORMACION LOCALIZADO ENTRE UNA BASE INFERIOR CONTENIENDO UNA MATRIZ CON UNA SUPERFICIE CON FORMA DE CANALES CIRCULARES HACIA ARRIBA ENCIMA DE LA CUAL SE ENCUENTRA UN DISPOSITIVO DE RETENCION QUE LLEVA UN MECANISMO DE PUNZONAMIENTO QUE ES CONDUCIDO DE FORMA ALTERNANTE RESPECTO A LA MATRIZ Y QUE PRODUCE EL ATAQUE DEL ALMA Y FORMA LA SUPERFICIE DE LA MATRIZ. UNA RAMPA…
METODO Y DISPOSITIVO PARA DESPLAZAR UNA HERRAMIENTA SEGUN UN PATRON Y PONERLA EN CONTACTO FUNCIONAL CON UNA TIRA DE MATERIAL QUE TIENE UNA FORMA BASICA REPETIDA.
(01/05/1993) METODO Y DISPOSITIVO PARA DESPLAZAR UNA HERRAMIENTA A UNA POSICION RELATIVA DESEADA, EN CONTACTO CON UNA TIRA DE MATERIAL DE AVANCE PAULATINO, QUE SE MANTIENE FIJA DURANTE EL DESPLAZAMIENTO DE LA HERRAMIENTA, Y QUE REPITE LA MISMA FORMA BASICA. ENTRE LOS AVANCES, LA TIRA SE MANTIENE LONGITUDINALMENTE ESTACIONARIA, DE FORMA QUE LA HERRAMIENTA PUEDA ACTUAR MEDIANTE UN MOVIMIENTO TRANSVERSAL SIN MOVER LA TIRA. LA HERRAMIENTA SE AJUSTA FINAMENTE EN RELACION A LA FORMA BASICA MEDIANTE UN MOVIMIENTO HACIA LA POSICION CORRECTA DE CONTACTO GOBERNADO POR AL MENOS UN SENSOR DE LA FORMA BASICA CONECTADO A LA HERRAMIENTA Y SEPARADO DE ELLA A LO LARGO DE LA TIRA. PARA CONTROLAR LA HERRAMIENTA, EL SENSOR LOCALIZA LA POSICION EXACTA…
PROCEDIMIENTO Y MEDIOS DE FABRICACION DE PERFILADOS METALICOS CON NERVIO.
(01/05/1978). Solicitante/s: FRANCON,JEAN FRANCON,FRANCIS.
Procedimiento y medios de fabricación de perfilados metálicos, con nervio, caracterizado porque se procede a prensar el perfilado o la hoja entre un troquel y una matriz insertados en una prensa, plegadora, y cuyos perfiles complementarios aseguran la formación de un nervio embutido por fluencia unido a la superficie general del perfilado o de la hoja por unas pendientes que comportan uno o varios pliegues, ondulaciones o formas similares, absorben el excedente de materia embutida, al objeto de conservar las mismas dimensiones exteriores del perfilado entre la parte embutida y la parte empalmada.
PROCEDIMIENTO DE FABRICACION DE PANELES DE ESTRUCTURA.
(01/10/1977). Solicitante/s: SOCIETE GENERALE DE CONSTRUCTIONS ELECTRIQUES ET M.
Resumen no disponible.
PROCEDIMIENTO PARA INCURVAR O PLEGAR CHAPAS ONDULADAS.
(16/05/1975). Solicitante/s: SEEFF Y SEEFF,M. Y S.
Resumen no disponible.
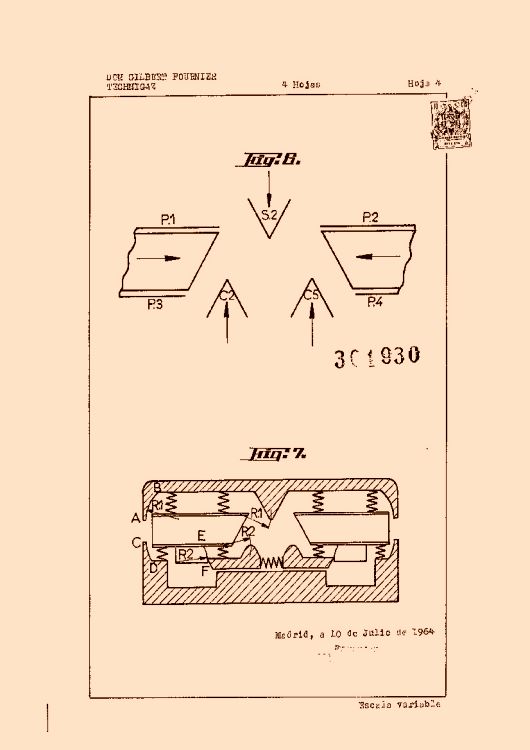
MAQUINA AUTOMATICA DE PLEGAR CUYO DISPOSITIVO REALIZADOR PRODUCE DOS SERIES SECANTES DE ONDULACIONES PARALELAS EN UN PALASTRO.
(16/01/1965). Ver ilustración. Solicitante/s: FOURNIER Y TECHNIGAZ,GILBERT.
Resumen no disponible.
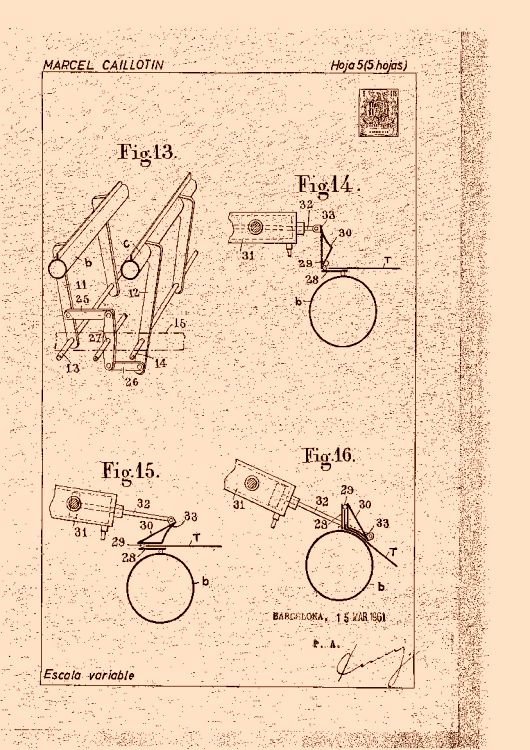
PROCEDIMIENTO DE FABRICACIÓN DE CHAPA METÁLICA ONDULADA Y MÁQUINA PARA LA APLICACIÓN DE ESTE PROCEDIMIENTO.
(01/11/1961). Ver ilustración. Solicitante/s: CAILLOTIN, MARCEL.
Resumen no disponible.
{kind=link}
{kind=link}