CIP-2021 : B29C 33/00 : Moldes o núcleos; Detalles o accesorios para ellos.
CIP-2021 › B › B29 › B29C › B29C 33/00[m] › Moldes o núcleos; Detalles o accesorios para ellos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B29C 33/02 · con medios de calentamiento o enfriamiento incorporados.
B29C 33/04 · · utilizando líquido, gas o vapor de agua.
B29C 33/06 · · utilizando radiaciones.
B29C 33/08 · · Medios de calentamiento dieléctrico.
B29C 33/10 · con medios de ventilación incorporados.
B29C 33/12 · con medios incorporados para posicionar elementos insertos, p. ej. marcajes.
B29C 33/14 · · contra la pared del molde.
B29C 33/16 · · · utilizando medios magnéticos.
B29C 33/18 · · · utilizando el vacío.
B29C 33/20 · Apertura, cierre o apriete.
B29C 33/22 · · por movimiento rectilíneo.
B29C 33/24 · · · utilizando medios hidráulicos o neumáticos.
B29C 33/26 · · por movimiento de pivotamiento.
B29C 33/28 · · · utilizando medios hidráulicos o neumáticos.
B29C 33/30 · Montaje, cambio o centraje.
B29C 33/32 · · utilizando medios magnéticos.
B29C 33/34 · móviles, p. ej. hacia, o desde el puesto de moldeo.
B29C 33/36 · · con desplazamiento continuo.
B29C 33/38 · caracterizados por el material o el procedimiento de fabricación (B29C 33/44 tiene prioridad).
B29C 33/40 · · Materia plástica, p. ej. espumas o caucho.
B29C 33/42 · caracterizados por la forma de la superficie del moldeo, p. ej. de nervios o de ranuras.
B29C 33/44 · con medios para o especialmente concebidos para facilitar el desmoldeo de objetos, p. ej. de objetos con muescas o en sesgo.
B29C 33/46 · · utilizando presión de fluido.
B29C 33/48 · · con medios retráctiles o desmontables.
B29C 33/50 · · · elásticos.
B29C 33/52 · · solubles o fundibles.
B29C 33/54 · · hechos de material en polvo o granular.
B29C 33/56 · Revestimientos; Agentes de desmoldeo, de lubricación o de separación.
B29C 33/58 · · Aplicación de agentes de desmoldeo.
B29C 33/60 · · Agentes de desmoldeo, lubricación o separación.
B29C 33/62 · · · a base de polímeros o de oligómeros.
B29C 33/64 · · · · Silicona.
B29C 33/66 · · · · Celulosa; Sus derivados.
B29C 33/68 · · Hojas de desmoldeo.
B29C 33/70 · Mantenimiento.
B29C 33/72 · · Limpieza.
B29C 33/74 · · Reparación.
B29C 33/76 · Núcleos (B29C 33/02 - B29C 33/70 tienen prioridad).
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UN CRISTAL PARA TECHOS CORREDIZOS.
(01/05/1994). Solicitante/s: ZIPPEX-AUTOTECHNIK EXTRUSIONS GMBH. Inventor/es: GLATT, HANS PETER.
SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UN CRISTAL PARA TECHOS CORREDIZOS DE AUTOMOVILES. AL BORDE DEL CRISTAL SE MONTA MEDIANTE EXPANSION O INYECCION UN MARCO DE PLASTICO. ANTES DE LA APLICACION DEL PLASTICO A LA SUPERFICIE MARGINAL DEL CRISTAL , ESTE SE APRIETA DENTRO DE LA INSTALACION, CONTRA UN MARCO DE JUNTA ELASTICO, DE MANERA QUE ESTE CUBRA UNA ZONA MARGINAL DE LA SUPERFICIE DEL CRISTAL QUE HA DE QUEDARSE EXENTA DE PLASTICO. LA JUNTA CUBRE ADEMAS UNA PARTE DE LA SUPERFICIE MARGINAL (1') DEL CRISTAL , QUE SERA MAYOR, CUANTO MAYOR SEA EL PERIMETRO DEL CRISTAL.
UN OBTURADOR PARA CONTENEDORES ASEPTICOS.
(01/01/1994). Solicitante/s: EL.PO S.R.L. Inventor/es: ELLENBERG, MARTIN.
EL CAMPO DE APLICACION ES EL QUE ABARCA LOS CONTENEDORES ASEPTICOS PARA EMPAQUETAR PRODUCTOS ALIMENTICIOS LIQUIDOS, TIPICAMENTE ZUMOS DE FRUTAS, PURE Y PULPA, QUE SE TAPAN MEDIANTE UN TAPON INSERTADO EN LA BOCA RELATIVA O CUELLO DE RELLENO ; EL TAPON SE CONFORMA Y MOLDEA DE TAL FORMA QUE PRODUCE UN CIERRE SIN FALLOS, HASTA EL EXTREMO DE ASEGURAR UN PROCESO DE CARGA GENUINAMENTE ASEPTICO.
(01/10/1993). Solicitante/s: S. C. JOHNSON & SON, INC.. Inventor/es: MALEK, EDWARD J.
SE DESCRIBE UN BOTON DE AEROSOL PARA SUMINISTRAR UN PRODUCTO TAL COMO UN LIQUIDO DE AIRE FRESCO ATOMIZADO DESDE UN DEPOSITO ATOMIZADOR EN DONDE EL MODELO DE SPRAY ES INCLINADO HACIA EL EJE CENTRAL ENTRE EL BOTON Y EL DEPOSITO. LA INCLINACION DEL SPRAY SE PRODUCE AL SITUAR EL ORIFICIO DEL BOTON EN EL FONDO DE UN DEPRESION CONICA ASIMETRICA QUE SE ABRE A LA ATMOSFERA. MAS PREFERIBLEMENTE, EL ORIFICIO EN SI MISMO ES ASIMETRICO CON LA PARTE MAS CORTA DEL MISMO SITUADA EN RELACION CON LA DEPRESION CONICA TAL QUE SE ACENTUA LA INCLINACION DEL SPRAY. ESTA CONFIGURACION PROVOCA QUE EL ATOMIZADOR SE INCLINE HACIA EL EJE CENTRAL EN LA ESPITA AL RESULTAR CONCENTRICO EL ORIFICIO CON EL EJE CENTRAL DEL ACTUADOR. TAMBIEN SE DESCRIBEN LAS MATRICES PARA FABRICAR EL ACTUADOR.
PROCEDIMIENTO RIM PARA LA OBTENCION DE MATERIALES COMPUESTOS REFORZADOS POR FIBRAS TERMOENDURECIBLES.
(01/07/1993). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: DE GROOT, HANS ROBERT, NOORDAM, AREND, WINTRAECKEN, JOHANNES JACOBUS MARIA HYACINTHUS.
PROCEDIMIENTO PARA LA OBTENCION DE MATERIALES COMPUESTOS DE MATRIZ EPOXI REFORZADA CON FIBRAS POR INYECCION DE UN SISTEMA RESINA EPOXI/AGENTE DE CURADO EN UN MOLDE MULTISECCIONAL QUE CONTIENE UN REFORZAMIENTO POR FIBRAS CONTINUO, CARACTERIZADO PORQUE EL MOLDE ESTA EQUIPADO CON UN CIERRE PERMEABLE AL GAS QUE ESTA SITUADO ENTRE LAS SECCIONES ADYECENTES DEL MOLDE.
METODO Y APARATO PARA FABRICAR INSTRUMENTOS OPTICOS.
(01/07/1992). Solicitante/s: MINNESOTA MINING AND MANUFACTURING COMPANY. Inventor/es: HWANG, KIRK K.S.
MOLDEADO, PROPORCIONA UNA ALINEACION AUTOMATICA DE LOS ELEMENTOS DE MOLDE DE MODO QUE SE CONSIGUEN LENTES CILINDRICAS Y PRISMATICAS.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO.
(01/08/1991) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO MEDIANTE EL CALENTAMIENTO DEL MATERIAL, FORMANDO UNA PIEZA CRUDA MEDIANTE UNA TOBERA ANULAR Y LA SEPARACION MEDIANTE UNA TOBERA CON UNA CORRIENTE DE AIRE CALENTADA, DIRIGIDA SOBRE EL PUNTO DE SEPARACION. LA INTRODUCCION DE LA PIEZA CRUDA EN UNA FORMA DE PRENSADO, EL CERRADO DE LA FORMA DE PRENSADO, EL FORMADO DEL CUERPO DE PRENSADO SE CONSIGUE CON UNA PRESION DE PRENSADO Y LA REFRIGERACION DEL CUERPO DE PRENSADO POR LO MENOS EN PARTE CON PRESION. SEGUN EL INVENTO LA TOTALIDAD DE MATERIAL TERMOPLASTICO NECESARIO PARA UNA PIEZA CRUDA SE COLOCA EN…
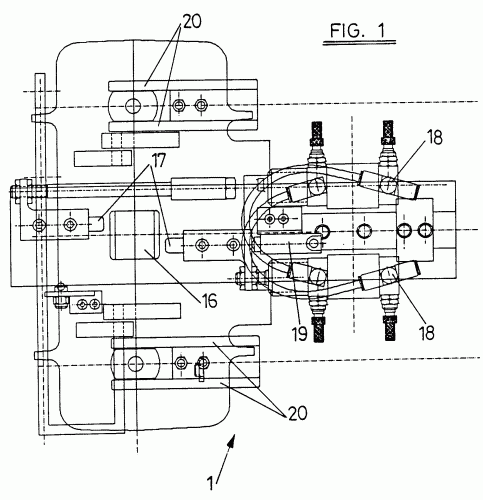
MOLDE PARA CONFORMAR REPOSACABEZAS DE ASIENTOS PARA VEHICULOS.
(16/07/1991). Ver ilustración. Solicitante/s: TRETY, S.A. Inventor/es: VALERIO BATET,LUIS, DE LOS SANTOS GONZALEZ, FEDERICO.
MOLDE PARA CONFORMAR REPOSACABEZAS PARA ASIENTOS DE VEHICULOS AUTOMOVILES Y SIMILARES; CARACTERIZADO PORQUE ESTA CONSTITUIDO POR UNA BASE EN LA QUE REMATA UNO DE LOS EXTREMOS DEL CUERPO DE MOLDE, EL CUAL ESTA RELACIONADO POR UNA TAPA GIRABLE ALREDEDOR DE UN EJE, CUYA TAPA PRESENTA UN DISPOSITIVO DE CIERRE POR EL EXTREMO LIBRE, PROXIMO AL CUAL APARECE UNA BOCA DE ENTRADA DE ESPUMA, REGULADA POR UN DISPOSITIVO DE CIERRE Y APERTURA, REGULADO A SU VEZ NEUMATICAMENTE; Y PORQUE EL MOLDE PRESENTA UNOS ELEMENTOS SALIENTES QUE CONSTITUYEN MEDIOS DE CENTRADO DE UN INSERTO QUE VA DISPUESTO EN EL INTERIOR DE LA FUNDA TEJIDA DEL REPOSACABEZAS.
MOLDE PARA LA FIJACION DE UN BLOQUE METALICO EN UNA DE LAS CARAS DE UNA LENTILLA OFTALMICA.
(01/05/1991). Solicitante/s: ESSILOR INTERNATIONAL, CIE GENERALE D'OPTIQUE. Inventor/es: HERBIN, PATRICK, LACROIX, JEAN-CLAUDE.
EN ESTE MOLDE, LA PARED LATERAL CILINDRICA DE LA CAVIDAD DE MOLDEADO TIENE UN DIAMETRO INTERIOR (D) MAYOR QUE EL EXISTENTE DE LENTILLA OFTALMICA, Y UNA MEMBRANA DE GRUESO CILINDRICO, EN MATERIAL ELASTOMERO, ESTA DISPUESTA CONCENTRICAMENTE EN EL INTERIOR DE LA CAVIDAD DE MOLDEADO Y DEFINE CON LA PARED LATERAL CILINDRICA DE DICHA CAVIDAD UNA CAMARA ANULAR DE VOLUMEN VARIABLE. DICHA MEMBRANA ES EXPANSIBLE Y RETRATABLE RADIALMENTE POR LA ACCION DE UN FLUIDO ALTERNATIVAMENTE EXTRAIDO DE LA CAMARA ANULAR E INTRODUCIDO EN ESTA.
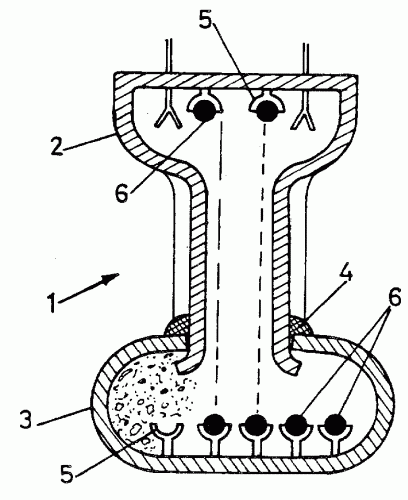
MOLDE PARA ENCOFRADO DE ELEMENTOS RESISTENTES EN ESTRUCTURAS DE HORMIGON.
(16/11/1990). Ver ilustración. Solicitante/s: ARISTIMUÑO MENDIZABAL, SANTIAGO.
MOLDE PARA ENCOFRADO DE ELEMENTOS RESISTENTES EN ESTRUCTURAS DE HORMIGON, CONCEBIDO COMO ENCOFRADO PERDIDO Y QUE ESTA CONSTITUIDO POR UNA CASCARA QUE DEFINE EN SECCION LA DEL ELEMENTO A HORMIGONAR, ESTANDO ESTA CASCARA FORMADA A BASE DE AL MENOS DOS PORCIONES INDEPENDIENTES, CADA UNA OBTENIDA POR CONFORMADO DE UN PANEL O PLACA RESISTENTE AL AGUA Y AL FUEGO. ESTAS PORCIONES SE UNEN POR SUS BORDES COINCIDENTES MEDIANTE PEGADO O SOLDADO. LA CASCARA FORMADA INCLUYE INTERIORMENTE SOPORTES O SEPARADORES PARA LOS REDONDOS DE LA ARMADURA.
METODO PARA LA FABRICACION DE ESTRUCTURAS DE ENCRISTALADO ANTILACERANTE.
(01/12/1987). Solicitante/s: LOF GLASS INC.
METODO PARA LA FABRICACION DE ESTRUCTURAS DE ENCRISTALADO ANTILACERANTE. COMPRENDE LAS ETAPAS DE MONTAR EN UNA DISPOSICION APILADA SUPERPUESTA UNA HOJA DE SUSTRATO DE VIDRIO Y UNA HOJA DE PLASTICO ANTILACERANTE; DE LAMINAR LA HOJA DE PLASTICO A LA HOJA DE VIDRIO PARA LA FORMACION DE UN CONJUNTO SOLIDARIO; DE COLOCAR DICHO CONJUNTO SOLIDARIO EN EL INTERIOR DE UNA CAVIDAD DE MOLDE FORMADA POR UNA PLURALIDAD DE SECCIONES DE MATRICES COOPERANTES; DE INYECTAR, EN LA CAVIDAD DEL MOLDE UNA COMPOSICION QUE ES CAPAZ, A SU ENDURECIMIENTO, DE PRODUCIR UNA JUNTA, Y UNA VEZ ENDURECIDA SE ADHIERE A LA CAVIDAD DE DICHO MOLDE; DE CONTROLAR LA PRESION A LA QUE SE INYECTA LA COMPOSICION EN LA CAVIDAD DEL MOLDE; DE CONTROLAR LA TEMPERATURA DE LA CAVIDAD DEL MOLDE.
UN PROCEDIMIENTO PARA CONFECCIONAR JUNTAS HERMETICAS.
(01/04/1986). Solicitante/s: TAKO S.P.A.
FABRICACION DE JUNTAS HERMETICAS DE PERFIL TRIDIMENSIONAL MEDIANTE DEPOSITO DE UN MATERIAL FLUIDO. SE PREPARA UN SOPORTE NO ADHESIVO PRESIONANDO UNA MATERIA EN LAMINA PARA DARLE UNA FORMA TRIDIMENSIONAL, CON LO CUAL LA SUPERFICIE DE LA LAMINA CONTENDRA EL PERFIL NO PLANO DE LA JUNTA QUE SE PRETENDE FABRICAR, SE SITUA EL SOPORTE CONFIGURADO CON RESPECTO A UNA BOQUILLA SUSTENTADA POR UN MANIPULADOR QUE PUEDE SER REGULADA PARA DESPLAZARSE CON RESPECTO AL SOPORTE A LO LARGO DE TRES COORDENADAS ESPACIALES INDEPENDIENTES, Y CUYO RECORRIDO ES EL DEL PERFIL DE LA JUNTA, ALIMENTANDO DICHA BOQUILLA A LA VEZ QUE SE MUEVE CON EL MATERIAL FLUIDO QUE SE ENDURECE AL DEPOSITARSE SOBRE EL SOPORTE.
PROCEDIMIENTO PARA UNIR INTIMAMENTE Y DE MODO ESTANCO UN CRISTAL A UNA ESTRUCTURA DE MATERIAL POLIMERICO MOLDEABLE.
(01/12/1985). Solicitante/s: COMIND S.P.A. AZIENDA AGES COMIND S.P.A. AZIENDA STARS.
PROCEDIMIENTO PARA REALIZAR UNA UNION INTIMA Y DE MODO ESTANCO, ENTRE UN CRISTAL Y UNA ESTRUCTURA DE MATERIAL POLIMERICO MOLDEABLE.COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PROVEE AL CRISTAL DE UN INSERTO PERIMETRAL DE GOMA VINCULADO AL MIMO POR ADHESION QUIMICO-MOLECULAR; SEGUNDA, SE DISPONE EN EL CITADO INSERTO ADHERIDO, EN FASE DE CONFORMACION DIMENSIONAL, UNO O MAS PERFILES, ADECUADOS PARA PERMITIR LA FIJACION SUCESIVA DEL MATERIAL POLIMERICO; Y POR ULTIMO, SE INCORPORA POR MOLDEO, EL INSERTO ADHERIDO AL CRISTAL, EN EL MARCO DE LA ESTRUCTURA PORTANTE DE MATERIAL POLIMERICO, CUYA ESTRUCTURA SE OBTIENE POR MOLDEO EN UN MOLDE LIMITADO AL CONTORNO DEL INSERTO.
METODO PARA LA PRODUCCION DE UNA VIDRIERA QUE COMPRENDE UN CONJUNTO DE MATERIAL DE HOJA TRANSPARENTE Y UNA JUNTA ADHERIDA A SU PERIFERIA.
(16/06/1985). Solicitante/s: LIBBEY OWENS FORD COMPANY.
METODO DE FABRICACION DE UNA VIDRIERA DE HOJA TRANSPARENTE Y JUNTA PERIFERICA.COMPRENDE COLOCAR UN MATERIAL DE HOJA TRANSPARENTE EN EL INTERIOR DE UNA CAVIDAD DE MOLDE QUE TIENE LA CONFIGURACION Y POSICION DE LA JUNTA PERIFERICA; INYECTAR EN LA CAVIDAD DE MOLDE UNA COMPOSICION VULCANIZABLE Y POLIMERIZABLE PARA PRODUCIR LA JUNTA PERIFERICA, QUE SE ADHIERE A LA SUPERFICIE DE CONTORNO LATERAL DEL MATERIAL DE HOJA; REGULAR LA PRESION A QUE SE INYECTA DICHA COMPOSICION PARA NO DAN/AR EL MATERIAL DE HOJA; REGULAR LA TEMPERATURA DE LA CAVIDAD DE MOLDE, Y LA CANTIDAD DE LA COMPOSICION INYECTADA PARA POLIMERIZAR LA COMPOSICION Y ESTABLECER LA UNION CON LA CAVIDAD DE MOLDE Y EL MATERIAL DE HOJA POR LA PRESION AUTOGENA INCIDENTE A LA POLIMERIZACION; Y RETIRAR EL CONJUNTO DE LA CAVIDAD DE MOLDE.
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE CRISTALES SOBREMOLDEADOS.
(01/02/1985). Solicitante/s: SAINT-GOBAIN VITRAGE.
PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION DE CRISTALES SOBREMOLDEADOS.COMPRENDE LA COLOCACION DE UN CRISTAL , EN UN MOLDE QUE INCLUYE DOS PLATOS DELIMITANDO UN PLANO DE JUNTURA , UNA PARTE DEL CUAL BAJO VACIO, LIMITADA POR UNA JUNTA DE ESTANQUEIDAD PERMITE UN MANTENIMIENTO DE LA PARTE CENTRAL DEL CRISTAL, LA UNION DE AMBOS PLATOS Y LA INYECCION DE MATERIAL PLASTICO Y, PREVIA POLIMERIZACION SE SEPARAN LOS PLATOS Y SE RETIRA EL CRISTAL SOMBREMOLDEADO DEL MOLDE; DEFINIENDOSE EL LIMITE SOBREMOLDEADO POR MEDIO DE UNA JUNTA SUPLEMENTARIA QUE SE ALOJA EN LOS PLATOS Y PRESENTANDO UNA ELASTICIDAD EN UNA DIRECCION PERPENDICULAR AL CRISTAL PARA ABSORBER LAS VARIACIONES DE FORMAS DE ESTE, AL MISMO TIEMPO QUE PRESENTA UNA RIGIDEZ SUFICIENTE COMO PARA SOPORTAR LA PRESION DE INYECCION DEL MATERIAL PLASTICO.
PROCEDIMIENTO DE FABRICACION DE LENTES Y OTROS MEDIOS OPTICOS.
(16/12/1979). Solicitante/s: SOCIETA ITALIANA LENTI S.I.L. S.R.L.
Procedimiento de fabricación de lentes y otros medios ópticos, en resinas sintéticas, por medio de la colada de un monómero catalizado que se polimeriza hasta endurecerse por medio de calor, al interior de un molde formado por dos o más lentes de vidrio ensambladas la una a la otra por medio de un empaque perimétrico y un resorte, caracterizado por el hecho de compensar la retracción del polímero en curso de formación por medio de monómero catalizado, puesto al exterior del molde en presencia de aire, de manera que pueda fluir hacia el interior del molde que se encuentra en ausencia de aire.
PROCEDIMIENTO Y MOLDE PARA LA FABRICACION DE LENTES DE CONTACTO.
(01/02/1978). Solicitante/s: SHEPHERD,THOMAS H.
Resumen no disponible.
METODO PARA FABRICAR UN MATERIAL DE RECUBRIMIENTO PERMEABLE AL AIRE.
(16/12/1977). Solicitante/s: INTERNATIONAL B. F. GOODRICH EUROPE, B. V.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE TUBULADURAS PARA EL CONTROL CENTRALIZADO DE SISTEMAS O INSTALACIONES DE FLUIDO.
(16/03/1975). Solicitante/s: KIRSCH,JERRY.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION POR MOLDEO DE ELEMENTOS DE MATERIA EXPANDIDA.
(16/08/1965). Solicitante/s: ROCMA ANSTALT.
Resumen no disponible.
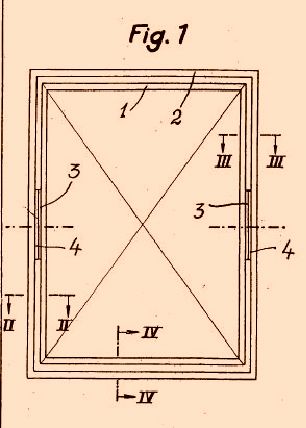
PROCEDIMIENTO Y APARATO DE MOLDEO PARA LA FABRICACIÓN DE MARCOS DE MATERIAL PLÁSTICO SOLIDIFICABLE TÉRMICAMENTE.
(16/12/1960). Ver ilustración. Solicitante/s: GRAMES.
Procedimiento y aparato de moldeo para la fabricación de marcos de material plástico solidificable térmicamente, caracterizado porque el material plástico, del que es formado el marco, es del tipo solidificable térmicamente y es reforzado por una armadura constituida por hilos de vidrio de la clase de siliona.
{kind=link}
{kind=link}
{kind=link}