Método para producir conductos comunes y conductos comunes parcialmente reforzados.
(27/06/2018) Un método para producir un conducto común que tiene un orificio del conducto formado en su región central y que tiene múltiples orificios de ramificación que se forman en una región de pared cilíndrica que rodea el orificio del conducto y que se conectan al orificio del conducto, en donde el método comprende:
utilizar como un material del conducto común un acero para unión por fusión de fase líquida de alta resistencia que tiene buena tenacidad y resistencia a la fatiga que contiene, en % en masa, C: de 0,01 a 0,3%, Si: de 0,01 a 0,5%, Mn: de 0,01 a 3.0%, Cr: de 1,0 a 12.0% y Mo: de 0,1 a 2,0%, que además contiene, en % en…
Tratamiento de granallado por ultrasonidos de componentes montados.
(08/11/2013) Sistema para el tratamiento de granallado por ultrasonidos de componentes montados, comprendiendo el sistema:un elemento acústico que excita los medios de granallado dentro de una cámara degranallado; y
un bastidor fijable a un componente montado, incluyendo el bastidor una estructura desoporte acoplable con el elemento acústico, en el que el bastidor coopera con unas herramientasde la cámara que definen y encierran la cámara de granallado junto con el componente montado; y caracterizado por
unas herramientas de inserción de la granalla acoplables con la estructura de soporte del bastidor,estando las herramientas de inserción de la granalla configuradas para suministrar un númeropredeterminado de medios de granallado dentro de la cámara de granallado.
Método de fabricación de un producto metálico que tiene una parte de capa superficial nanocristalizada.
(04/07/2012) Un método de producción de un producto de acero con una capa superficial nanocristalizada, caracterizán-dose dicho método por comprender los pasos de:
someter una capa superficial de un producto de acero a un tratamiento de impacto ultrasónico haciéndola impactar en una pluralidad de diferentes direcciones usando uno o más penetradores ultrasónicos, en el que dicho uno o más penetradores ultrasónicos vibran en una pluralidad de ángulos diferentes, proporcionando dicho tratamiento de impacto ultrasónico, de dicha capa superficial, granos equiaxiales en dicha capa superficial, luego
someter la capa superficial sometida al tratamiento de impacto ultrasónico…
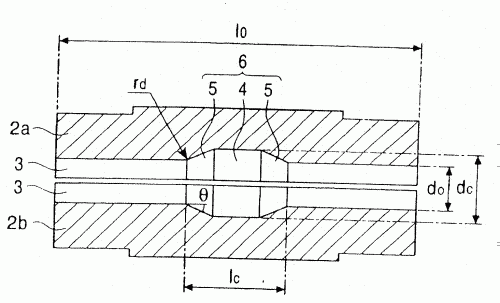
TUBO DE ACERO SOLDADO PARA HIDROFORMACION Y SU PROCEDIMIENTO DE FABRICACION.
(01/03/2006). Ver ilustración. Solicitante/s: KAWASAKI STEEL CORPORATION. Inventor/es: TOYOOKA, TAKAAKI, ARATANI, MASATOSHI, KAWABATA, YOSHIKAZU, HASHIMOTO, YUJI, YORIFUJI, AKIRA, OKABE, TAKATOSHI, NAGAHAMA, TAKUYA, KIMURA, MITSUO.
Un tubo de acero soldado que tiene excelente capacidad de hidroformación que tiene una composición que comprende, sobre la base del porcentaje en masa: entre 0, 05 % y 0, 2 % de C; entre 0, 01 % y 0, 2 % de Si; entre 0, 2 % y 1, 5 % de Mn; entre 0, 01 % y 0, 1 % de P; entre 0, 01 % o menos de S; entre 0, 01 % y 0, 1 % de Al; entre 0, 001 % y 0, 01 % de N; entre 0, 02 % y 0, 1 % de Cr; y comprendiendo opcionalmnente al menos un elemento seleccionado del grupo que consta del grupo A y del grupo B, en el que el grupo A incluye al menos un elemento de 0, 05 % o menos de Nb, 0, 05 % o menos de Ti, 1, 0 % o menos de Cu, 1, 0 % o menos de Ni, 1, 0 % o menos de Mo, y 0, 01 % o menos de B; y en el que el grupo B incluye al menos un elemento de 0, 02 % o menos de Ca y 0, 02 % o menos de un metal de tierras raras; siendo el resto Fe e impurezas incidentales; en el que el tubo de acero soldado tiene una resistencia a la tracción de al menos 400 MPa, y un producto n x r del valor-n y del valor-r al menos.
PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO ESTRUCTURAL DE ACERO DE ALTA RESISTENCIA.
(01/03/2004) Procedimiento para la fabricación de un elemento estructural de acero de alta resistencia, que presenta una configuración en sección transversal uniforme específica, que comprende las etapas de disponer una pieza en bruto de un material de acero de alta resistencia plano laminado que presenta una resistencia a la tracción de por lo menos aproximadamente 814 MPa (118000 psi) y un límite de elasticidad de por lo menos aproximadamente 621 MPa (90000 psi), reduciendo después el espesor de la pieza en bruto plana laminada de manera que el material de acero es endurecido y después conformar en frío la pieza en bruto plana laminada endurecida para dar un elemento estructural que presenta una configuración en sección transversal uniforme substancialmente a lo largo de toda su longitud, incluyendo la configuración en sección…
PROCEDIMIENTO PARA LA CONFORMACION DE UN ELEMENTO SINTERIZADO.
(01/02/2002). Solicitante/s: STACKPOLE LIMITED. Inventor/es: SHIVANATH, ROHITH, JONES, PETER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE UN ARTICULO SINTERIZADO DE POLVO METALICO QUE PRESENTA UNA COMPOSICION DE CARBONO EN UN RANGO COMPRENDIDO ENTRE EL 0,8 Y EL 2,0 % EN PESO, A CONTINUACION SE REALIZA UNA ESFEROIDIZACION DEL ARTICULO SINTERIZADO Y LUEGO SE CONFORMA EN CALIENTE A UNA TEMPERATURA ENTRE 250 Y 700 °C, DURANTE UN TIEMPO DETERMINADO, PARA CONFORMAR DICHO ARTICULO HASTA SU FORMA FINAL.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS ESTRUCTURALES DE ACERO DE ALTA RESISTENCIA.
(16/11/2001). Solicitante/s: CONSOLIDATED METAL PRODUCTS, INC.. Inventor/es: GALLAGHER, HUGH, M., JR.
SE DESCRIBEN ELEMENTOS ESTRUCTURALES DE ACERO DE ALTA RESISTENCIA Y UN METODO DE FABRICACION MEDIANTE LA PROPORCION DE UNA PIEZA DE MATERIAL DE ACERO DE ALTA RESISTENCIA QUE TIENE UNA RESISTENCIA A LA TENSION DE AL MENOS ALREDEDOR DE 120.000 PSI Y UN LIMITE ELASTICO DE AL MENOS ALREDEDOR DE 90.000 PSI Y FORMACION EN CALIENTE DE LA PIEZA PARA PROPORCIONAR EL ELEMENTO DE CONFIGURACION GEOMETRICA DESEADO MIENTRAS SE MANTIENEN O AUMENTAN SUSTANCIALMENTE LAS PROPIEDADES DE RESISTENCIA DE LA PIEZA.
UNAS PIEZAS DE ACERO DE ALTA RESISTENCIA Y SU METODO DE MANUFACTURA.
(01/01/1996). Solicitante/s: CONSOLIDATED METAL PRODUCTS, INC.. Inventor/es: GALLAGHER, HUGH, M., JR.
SE DESCRIBEN PIEZAS DE ACERO DE ELEVADA RESISTENCIA Y METODO DE FABRICACION PARA PROPORCIONAR UN MODELO DE MATERIAL DE ACERO DE ELEVADA RESISTENCIA, QUE TENGA UNA RESISTENCIA A TRACCION DE POR LO MENOS APROXIMADAMENTE 120.000 LIBRAS POR PULGADA CUADRADA Y UN LIMITE ELASTICO DE POR LO MENOS APROXIMADAMENTE 90.000 LIBRAS POR PULGADA CUADRADA Y CONFORMACION EN CALIENTE DEL MODELO PARA FORMAR LA PARTE DE LA CONFIGURACION GEOMETRICA DESEADA, MIENTRAS SUSTANCIALMENTE SE MANTIENEN LAS PROPIEDADES DE RESISTENCIA DEL MODELO.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION N{ P-8701343/6 POR: PROCESO MECANICO PARA LA SEPARACION DE FERROALEACIONES, TALES COMO SILICO-MANGANESO Y FERRO-MANGANESO, DE LAS ESCORIAS PRODUCIDAS EN LA OBTENCION DE ESTOS COMPUESTOS.
(01/10/1994) MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION P-8701343/6 POR: PROCESO MECANICO PARA LA SEPARACION DE FERROALEACIONES, TALES COMO SILICO-MANGANESO Y FERRO-MANGANESO, DE LAS ESCORIAS PRODUCIDAS EN LA OBTENCION DE ESTOS COMPUESTOS. SE TRATA DE APROVECHAR LA ESCORIA OBTENIDA, VENTAJOSAMENTE, DE MODO QUE LA MISMA ES TRITURADA A UNA GRANULOMETRIA ENTRE 0 Y 30 MM. PARA QUE SE DESPRENDAN LAS DISTINTAS FERROALEACIONES. MEDIANTE UNA CRIBA HIDRAULICA DE CLASIFICACION POR DENSIDADES, SE SEPARA LA FERROALEACION CON GRANULOMETRIA DE 3 A 30 MM., LA CUAL PERTENECE A LA MENCIONADA ESCORIA, CUYA GRANULOMETRIA ES LA MISMA, ES DECIR, DE 3 A 30 MM. POR LA PROPIA DENSIDAD DEL MATERIAL EN LAS DOS PRIMERAS PURGAS…
PROCESO MECANICO PARA LA SEPARACION DE FERROALEACIONES, TALES COMO SILICO-MANGANESO Y FERRO-MANGANESO, DE LAS ESCORIAS PRODUCIDAS EN LA OBTENCION DE ESTOS COMPUESTOS.
(16/10/1988). Solicitante/s: DE ANGULO GARCIA, JUAN CIMADEVILLA PASTOR, CESAR.
EL PROCESO MECANICO PARA LA SEPARACION DE FERROALEACIONES TALES COMO SILICO©MANGANESO Y FERRO©MANGANESO, DE LAS ESCORIAS PRODUCIDAS EN LA OBTENCION DE ESTOS COMPUESTOS, QUE LA INVENCION PROPONE, CONSISTE EN LO SIGUIENTE: LA ESCORIA ES TRITURADA A UNA GRANULOMETRIA ENTRE 0 Y 30 MM PARA QUE SE DESPRENDA EL SILICO©MANGANESO O FERRO©MANGANESO. MEDIANTE CRIBA HIDRAULICA DE CLASIFICACION POR DENSIDADES, SE SEPARA LA FERROALEACION CON GRANULOMETRIA DE 3 A 30 MM, DE LA ESCORIA DE ESTA MISMA GRANULOMETRIA. POR LA PROPIA DENSIDAD DEL MATERIAL EN LAS DOS PRIMERAS PURGAS DE LA CRIBA HIDRAULICA, SE OBTIENEN CONCENTRADOS DE LA FERROALEACION CON GRANULOMETRIA ENTRE 0 Y 3 MM QUE SE HACE PASAR POR UNA MESA VIBRADORA PARA REPASAR POR DIFERENCIA DE DENSIDADES, LA FERROALEACION DE SU ESCORIA.
{kind=link}