CIP-2021 : B22D 11/059 : Materiales o revestimientos de los moldes.
CIP-2021 › B › B22 › B22D › B22D 11/00 › B22D 11/059[2] › Materiales o revestimientos de los moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 11/00 Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
B22D 11/059 · · Materiales o revestimientos de los moldes.
CIP2021: Invenciones publicadas en esta sección.
Molde de fundición y procedimiento de fabricación.
(13/05/2020). Solicitante/s: SCHUNK KOHLENSTOFFTECHNIK GMBH. Inventor/es: MARKOVIC,MILISAV, GALLE,JOHANNES.
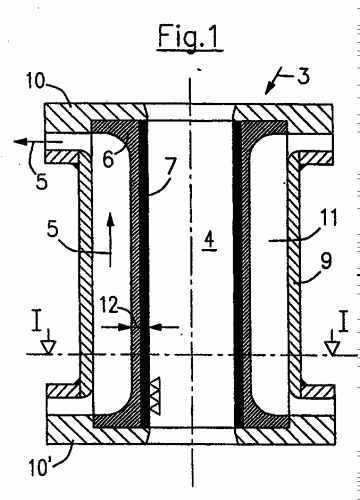
Procedimiento de fabricación de un molde de fundición para la fundición de metales, en particular de una coquilla de colada continua, en el que el molde de fundición se forma a partir de un material compuesto predominantemente de carbono, en donde el molde de fundición se recubre con carbono pirolítico y/o nitruro de boro, caracterizado porque,
se aplica un revestimiento del molde de fundición a una temperatura de 500 °C a 1900 °C, en donde durante el transcurso de un proceso de un revestimiento del molde de fundición el revestimiento se aplica dentro de una primera sección de proceso (P1) con un procedimiento CVI a una primera temperatura (T1), y a continuación dentro de una segunda sección de proceso (P2) con un procedimiento CVD a una segunda temperatura (T2), en donde la primera sección de proceso se selecciona más larga que la segunda sección de proceso y la primera temperatura se selecciona más baja que la segunda temperatura.
PDF original: ES-2802177_T3.pdf
Dispositivo para la colada continua de metales.
(17/05/2017). Solicitante/s: VOESTALPINE STAHL GMBH. Inventor/es: FURST,CHRISTIAN, ILIE,VIOREL-SERGIU, MÖRTL,JOSEF, POSCH,WILHELM.
Coquilla para la colada continua de acero, estando la coquilla delimitada por cuatro paredes laterales a modo de placas, es decir por dos paredes de lado estrecho opuestas y dos paredes de lado ancho opuestas, y una cavidad de molde que se extiende desde un borde de entrada de coquilla hasta un borde de salida de coquilla para la recepción de masas fundidas de metal y la formación de la barra de metal, en la que dos paredes opuestas disponen de, en cada caso, una superficie oblicua o un chaflán en la zona marginal de, en cada caso, una pared lateral con respecto a una superficie del lado de la masa fundida , de tal modo que las esquinas de la coquilla están formadas con superficies oblicuas o se forma una barra de metal con chaflanes en las zonas de esquina, caracterizada por que el ángulo (α1, α2) que las superficies oblicuas abarcan con la superficie del lado de la masa fundida de la pared respectiva, en la que están dispuestas, aumenta desde la entrada hacia la salida.
PDF original: ES-2629754_T3.pdf
Procedimiento para el revestimiento galvánico de un molde de colada continua.
(11/12/2013) Procedimiento para el revestimiento galvánico de un molde de colada continua, en el que se revisten lassuperficies internas del molde de colada continua que delimitan una cavidad de moldeo con unmaterial de revestimiento con el fin de alcanzar o volver a alcanzar una medida teórica de la cavidad demoldeo, en el que se utiliza el molde de colada continua como cátodo, un ánodo dispuesto en lacavidad de moldeo y un electrolito que contiene el material de revestimiento, caracterizado porqueen la cavidad de moldeo se introduce un ánodo insoluble con una forma de sección transversal queestá adaptada a la forma de sección transversal de la cavidad de moldeo, la cavidad de moldeo seobtura en los lados frontales con elementos de obturación y con una pieza de cabeza y una pieza de fondo y el electrolito que sirve…
DISPOSITIVO PARA LA COLADA CONTINUA DE METAL.
(09/06/2011) Dispositivo, que está constituido por una placa lateral ancha de una coquilla para la colada continua de metal, que comprende: una placa delantera lateral ancha de la coquilla ; una placa trasera lateral ancha de la coquilla ; al menos un elemento de bulón con una cabeza de bulón para la conexión de la placa delantera lateral ancha de la coquilla con el lado frío (K) de la placa delantera lateral ancha de la coquilla ;caracterizado por un disco de deslizamiento , que está previsto entre la cabeza de bulón y la placa delantera lateral ancha de la coquilla y presenta al menos sobre su lado dirigido a la placa delantera lateral ancha de la coquilla una capa de deslizamiento , para posibilitar desplazamientos transversales…
CABEZAL CALIENTE PARA COQUILLA DE COLADA CONTINUA.
(01/12/2005) Coquilla de cabezal caliente para una instalación de colada continua constituida por un cabezal caliente situado en el lado superior de un distribuidor del medio separador y al que se presiona con su lado inferior contra la superficie de una coquilla , conformándose en la cara radial interior del cabezal caliente un voladizo que sobresale por encima del distribuidor del medio separador en la dirección de evacuación de colada y forma con la superficie de rodadura de la coquilla un paso anular , caracterizada porque el cabezal caliente se centra y se mantiene mediante un anillo exterior , fijado a la coquilla de manera…
LINGOTERA PARA LA COLADA CONTINUA DE ACERO EN FORMATOS DE PALANQUILLAS Y DESBASTES.
(01/12/2003). Ver ilustración. Solicitante/s: CONCAST STANDARD AG. Inventor/es: BRAUN, HOLGER, DR., KAWA, FRANZ, ROEHRIG, ADALBERT, STILLI, ADRIAN.
Lingotera para la colada continua de acero en formatos de palanquillas y desbastes, consistente de un cuerpo interior delimitador de una cavidad de conformación , el cual está enfriado mediante un medio de refrigeración y comprende un soporte del revestimiento provisto, en el lado de la cavidad de conformación, de un revestimiento , caracterizada porque dicho soporte del revestimiento está fabricado de aluminio o de una aleación de aluminio y el revestimiento es llevado, después de su aplicación a la cavidad de conformación , mediante una mecanización a la medida de la cavidad de conformación.
{kind=link}