CIP-2021 : B23P 21/00 : Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos,
con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
CIP-2021 › B › B23 › B23P › B23P 21/00[m] › Máquinas para el montaje de numerosas piezas diferentes destinadas a componer conjuntos, con o sin trabajo de estas piezas antes o después de su montaje, p. ej. por control programado.
Notas[t] desde B21 hasta B32: CONFORMACION
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO DE CRUCE DE TRANSPORTADORES DE PALETAS Y DISPOSITIVO DE CAMBIO DE PALETA PARA TRANSPORTADOR DE PALETAS.
(16/11/1998). Ver ilustración. Solicitante/s: ABB PRECIFLEX SYSTEMS. Inventor/es: BIDAUD, DANIEL.
EL DISPOSITIVO CONSTA DE UNA PARTE CENTRAL Y PARTES DE TRANSPORTADORES UNIDAS A LA PARTE CENTRAL , COMPRENDIENDO CADA UNA DE ESTAS PARTES DEL TRANSPORTADOR UNA VIA DE CIRCULACION Y MEDIOS DE ARRASTRE DE PALETAS. LAS VIAS DE CIRCULACION DE AL MENOS DOS DE LAS PARTES DE LOS TRANSPORTADORES ESTAN DISPUESTAS A DIFERENTES ALTURAS Y LA PARTE CENTRAL POSEE MEDIOS DE ELEVACION PARA DESPLAZAR VERTICALMENTE UNA PALETA SITUADA SOBRE ESTA PARTE CENTRAL ENTRE LAS DIFERENTES ALTURAS DE LAS VIAS DE CIRCULACION DE LAS PARTES DE TRANSPORTADORES . ESTA PALETA POSEE MEDIOS DE ENGANCHE PERIFERICOS , DISPUESTOS ENFRENTE DE AL MENOS UNA DE LAS PARTES DE TRANSPORTADORES , ENGANCHABLES Y DESENGANCHABLES DURANTE UN DESPLAZAMIENTO VERTICAL DE ESTA PALETA PROVOCADO POR LOS MEDIOS DE ELEVACION ANTES CITADOS CON MEDIOS DE ENGANCHE HOMOLOGOS ASOCIADOS A ESTA PARTE DEL TRANSPORTADOR.
SISTEMA DE MONTAJE CON ANILLO DE RECEPCION DE PIEZA DE TRABAJO.
(16/11/1998) LA INVENCION SE REFIERE A UN SISTEMA DE MONTAJE CON UN BASTIDOR DE MAQUINA, UNA PLACA CIRCULAR SUJETA EN LA MAQUINA Y UN PLATO DE RECEPCION ACCIONADO A INTERVALOS DE FORMA ROTATIVA, CONCENTRICA CON RESPECTO A LA PLACA CIRCULAR, CUYO RADIO ES MAYOR QUE EL RADIO DE LA PLACA CIRCULAR Y MUESTRA EN SU BORDE EXTERIOR UN ANILLO DE RECEPCION DE LA PIEZA DE TRABAJO. EL PLATO DE RECEPCION ESTA DISPUESTO SOLAMENTE CON UNA DISTANCIA DE SEPARACION BAJO LA PLACA CIRCULAR. EL ACCIONAMIENTO DEL ANILLO DE RECEPCION DE LA PIEZA DE TRABAJO ASI COMO EL ACCIONAMIENTO DE LA ESTACION DE TRABAJO SOBRE LA PLACA CIRCULAR SE CONSIGUE CON LA AYUDA DE UNA DISPOSICION DE MOTOR/ENGRANAJE UNICO, QUE ES ACCIONADO DE FORMA CONTINUA. LA DISPOSICION MOTOR/ENGRANAJE TRABAJA CON LA AYUDA DE UN ACCIONAMIENTO DE CORREA DENTADA A TRAVES DE UN ENGRANAJE DE MUESCA/PASO…
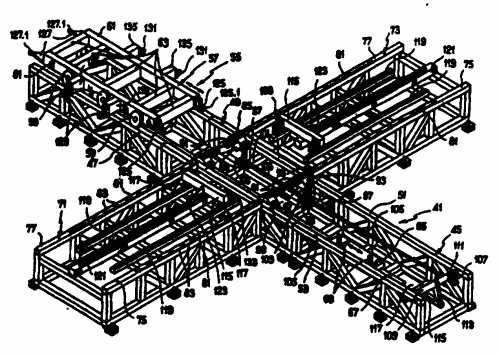
TALLER DE ENSAMBLAJE, PARTICULARMENTE PARA PIEZAS DE CHAPISTERIA.
(16/09/1998). Ver ilustración. Solicitante/s: ABB PRECIFLEX SYSTEMS. Inventor/es: NEGRE, BERNARD, PINCHON, GERARD.
TALLER DE ENSAMBLAJE DE PIEZAS DE CHAPISTERIA QUE INCLUYE ESTACIONES DE PREPARACION DESTINADAS A COLOCAR LAS PIEZAS UNAS CON OTRAS, ESTACIONES DE ENSAMBLAJE DESTINADAS A FIJAR UNAS EN OTRAS LAS PIEZAS PREPARADAS Y ESTACIONES DE ACABADO DESTINADAS A COMPLETAR LA FIJACION DE LAS PIEZAS UNAS EN OTRAS. MAS CONCRETAMENTE, ESTE TALLER ESTA CONSTITUIDO POR VARIOS MODULOS CONECTADOS ENTRE SI POR AL MENOS UN MEDIO DE TRANSPORTE GENERAL QUE SE EXTIENDE A LO LARGO DE UNA DIRECCION DETERMINADA (A). CADA MODULO TIENE UNA ESTACION CENTRAL DE CARGA-DESCARGA ATRAVESADA POR EL MEDIO DE TRANSPORTE GENERAL , UNA ESTACION DE PREPARACION LATERAL CONECTADA A LA ESTACION CENTRAL POR UN TRANSPORTADOR BASICAMENTE PERPENDICULAR AL MEDIO DE TRANSPORTE , UNA ESTACION DE ENSAMBLAJE CONECTADA A LA ESTACION CENTRAL POR UN TRANSPORTADOR BASICAMENTE PERPENDICULAR AL MEDIO DE TRANSPORTE GENERAL Y AL MENOS UNA ESTACION DE ACABADO SITUADA A LO LARGO DEL MEDIO DE TRANSPORTE GENERAL , DESPUES DE LA ESTACION CENTRAL.
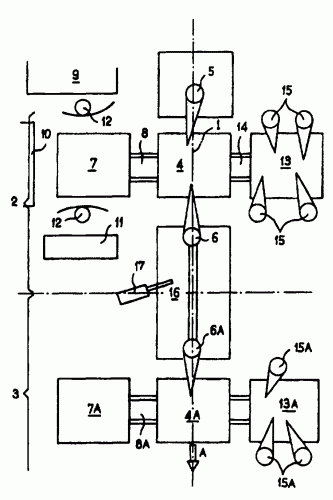
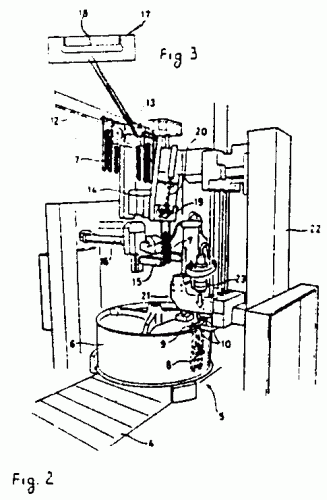
MAQUINA AUTOMATICA PARA EL MONTAJE DE RESISTENCIAS CALENTADORAS EN CUBAS DE LAVADORAS.
(01/06/1998). Ver ilustración. Solicitante/s: ZANUSSI ELETTRODOMESTICI S.P.A.. Inventor/es: TESAN, FRANCESCO, DEL PUPPO, ANTONIO.
MAQUINA AUTOMATICA PARA EL MONTAJE DE RESISTENCIAS DE CALENTAMIENTO EN SUS CORRESPONDIENTES CUBAS DE LAVADO DE LAS LAVADORAS. UNA CINTA TRANSPORTADORA LLEVA LAS CUBAS DE LAVADO , EN SUCESION Y CON UNA ORIENTACION PREDETERMINADA, HASTA UNA ESTACION DE MONTAJE . LOS MEDIOS DE ALIMENTACION (12 A 16, 19, 20) LLEVAN LAS RESISTENCIAS , EN SUCESION Y CON UNA ORIENTACION PREDETERMINADA, HASTA UN CABEZAL EMPUJADOR ALINEADO CON UNA ABERTURA DE LA CUBA DE LAVADO QUE SE ENCUENTRA EN LA ESTACION DE MONTAJE . EL CABEZAL EMPUJADOR POSICIONA CADA RESISTENCIA EN LA CUBA DE LAVADO CORRESPONDIENTE, CON UNA BASE DE FIJACION QUE SE ACOPLA EN DICHA ABERTURA , DONDE LA RESISTENCIA SE FIJA POR MEDIO DE UNA HERRAMIENTA.
SISTEMA DE PRODUCCION VERSATIL.
(01/03/1998) SE DESCRIBE UN SISTEMA DE PRODUCCION VERSATIL QUE PRODUCE DIFERENTES TIPOS DE PRODUCTOS EN PEQUEÑAS CANTIDADES. EL SISTEMA INCLUYE UNAS LINEAS DE PRODUCCION PARA ENSAMBLAR PARTES DENTRO DE DIFERENTES TIPOS DE PRODUCTOS, VERIFICAR LOS PRODUCTOS ENSAMBLADOS, Y TRANSPORTAR LOS PRODUCTOS QUE HAN PASADO LA PRUEBA A UNA TERMINAL DE EMPAQUETADO COLECTIVO. CADA LINEA DE PRODUCCION TIENE UN CARGADOR DE PLATAFORMAS QUE LAS CARGA UNA A UNA HASTA EL COMIENZO DE LA LINEA DE PRODUCCION. CADA LINEA DE PRODUCCION TIENE UNA ESTRUCTURA BY-PASS QUE INCLUYE UN PRIMER CONMUTADOR , UNA LINEA PRINCIPAL , UNA LINEA BY-PASS , Y…
PROCEDIMIENTO Y DISPOSITIVO PARA EL ENSAMBLAJE AUTOMATICO Y LA MECANIZACION DE VARIOS COMPONENTES.
(01/02/1997). Solicitante/s: KUKA SCHWEISSANLAGEN & ROBOTER GMBH. Inventor/es: EMERICH, BRUNO.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL MONTAJE AUTOMATICO Y MECANIZADO DE MULTIPLES COMPONENTES , EN PARTICULAR PARTES DE CARROCERIA DE UN VEHICULO. UN MANIPULADOR CONTROLA UN DISPOSITIVO DE AGARRE AJUSTADO CON AGARRADORES CONTROLABLES, CON LOS QUE EL DISPOSITIVO DE AGARRE SUJETA LOS COMPONENTES DE AGARRE CONTROLABLE CON EL DISPOSITIVO DE AGARRE DE FORMA AUTOMATICA CON LOS COMPONENTES SUJETOS DE FORMA LIBRE SOBRE UNO O MULTIPLES DISPOSITIVOS DE LECTURA DE COMPONENTE Y EFECTUA EL MONTAJE EN LA CONFIGURACION REQUERIDA PARA SUMINISTRAR UN MONTAJE FINAL . LOS COMPONENTES SUJETOS MEDIANTE LOS AGARRADORES SON ALIMENTADOS DURANTE Y/O DESPUES DEL MONTAJE, DEPENDIENDO DEL ORDEN DE MONTAJE REQUERIDO, A AL MENOS UNA PLANTILLA DE CALIBRACION DE FABRICACION. EL DISPOSITIVO DE AGARRE PUEDE GUIAR TAMBIEN LOS COMPONENTES DE MONTAJE, MANTENIENDO SU CONFIGURACION, A UNA ESTACION INTERMEDIA QUE PUEDE TRABAJAR UTILIZANDO UN AGARRADOR DE HERRAMIENTA.
MAQUINA CON MESA ROTATORIA INTERMITENTEMENTE DE SOPORTE Y TRABAJO DE PIEZAS PARA TRABAJAR Y MONTAR PIEZAS DE ALTA PRECISION.
(01/05/1994). Solicitante/s: MIKRON S.A. Inventor/es: BUZZI, UGO, BORLIN, GIULIO.
LA MAQUINA COMPRENDE LAS UNIDADES (18, 18') DE OPERACION COLOCADAS ARRIBA, ABAJO Y LATERALMENTE EN LA MESA ROTATORIA. EL CONTROL DE LOS AVANCES DE LAS UNIDADES DE OPERACION CON EJES VERTICALES SE REALIZA POR PALANCAS (1, 1'), CONTROLADAS POR DISCOS (2, 2') QUE A SU VEZ SON ARRASTRADAS POR UNA LEVA DE PERFILES OPUESTOS PARA CONTROLAR LOS CITADOS DICOS (2, 2') EN LA DIRECCION OPUESTA. EL RECORRIDO DEL AVANCE DE LAS UNIDADES DE OPERACION (18, 18') SE VARIA INDIVIDUALMENTE MOVIENDO LOS PUNTOS (4, 4') DE APOYO Y GIRO DE LAS CITADAS PALANCAS (1, 1').
UN SISTEMA PARA SOLDAR JUNTAS ESTRUCTURAS DE CHAPA METALICA PRENSADA, PARTICULARMENTE PEQUEÑOS PREMONTAJES DE PARTES MECANICAS O DE CARROCERIA DE VEHICULOS A MOTOR.
(01/02/1994) LA PRESENTE INVENCION SE REFIERE A SISTEMAS PARA SOLDAR JUNTAS ESTRUCTURAS DE CHAPA METALICA PRENSADA, PARTICULARMENTE PEQUEÑOS PREMONTAJES DE LAS PARTES MECANICAS O DE CARROCERIA DE VEHICULOS A MOTOR. EN LA INDUSTRIA DE AUTOMOCION, EL SOLDAMIENTO DE PEQUEÑOS PREMONTAJES DE CHAPA METALICA PRENSADA, COMO POR EJEMPLO PEQUEÑOS PREMONTAJES DE LA CARROCERIA O DE PARTES MECANICAS COMO BRAZOS DE SUSPENSION O SIMILARES, ES NORMALMENTE LLEVADO A CABO MEDIANTE EL USO DE LAS LLAMADAS "PRENSADORAS" DE SOLDAMIENTO, LAS CUALES TIENEN MOLDES ADAPTADOS A LA CONFIGURACION ESPECIFICA DE LA ESTRUCTURA A SER SOLDADA Y UNA PLURALIDAD DE ELECTRODOS PARA SIMULTANEAMENTE EJECUTAR UNA SERIE DE PUNTOS ELECTRICAMENTE…
MAQUINA CON MESA PORTAHERRAMIENTAS DE TRABAJO GIRATORIA INTERMITENTE PARA REALIZAR CON GRAN RAPIDEZ EL TRABAJO Y CONJUNTO DE PIEZAS QUE REQUIERE ALTA PRECISION.
(16/12/1993). Solicitante/s: MIKRON S.A. Inventor/es: BUZZI, UGO.
MAQUINA CON MESA PORTAHERRAMIENTAS DE TRABAJO GIRATORIA INTERMITENTE PARA REALIZAR CON GRAN RAPIDEZ EL TRABAJO Y CONJUNTO DE PIEZAS QUE REQUIERE ALTA PRECISION. COMPRENDE UNIDADES DE TRABAJO COLOCADAS ENCIMA , DEBAJO (8') Y LATERALMENTE (8'') A LA MESA GIRATORIA Y ELEMENTOS DE CONTROL (7A, 15, 7B, FIGURAS 1A Y 1B) RESPECTIVOS PARA DETERMINAR LOS MOVIMIENTOS DE AVANCE Y DE RETORNO DE LAS UNIDADES DE TRABAJO. LAS UNIDADES DE CONTROL COMPRENDEN, PARA CADA UNA DE LAS UNIDADES DE TRABAJO COLOCADAS ENCIMA (8, FIGURA 1), UNA LEVA LINEAL (7A) Y UNA LEVA LINEAL INVERSA (7B), ANGULARMENTE DESFASADAS, QUE CONTROLAN A UN SISTEMA DE PALANCA QUE LLEVA LA EXCENTRICA CORRESPONDIENTE. LAS LEVAS ESTAN COLOCADAS EN UNA DIRECCION AXIAL SOBRE UN CUERPO GIRATORIO.
PROCEDIMIENTO PARA EL MONTAJE DE UN LIMPIAPARABRISAS.
(16/04/1993). Solicitante/s: SWF AUTO-ELECTRIC GMBH. Inventor/es: EGNER-WALTER, BRUNO, SCHMID, ECKHARDT, PROHASKA, HANS.
SE PROPONE UN PROCEDIMIENTO PARA EL MONTAJE DE UN LIMPIAPARABRISAS, DONDE LOS BRAZOS SE FIJAN EN EL EJE , EN POSICION DE TRANSPORTE DE FORMA, QUE SE PUEDEN QUITAR FACILMENTE. LA UNIDAD ASI PREMONTADA SE SUMINISTRA AL FABRICANTE DE AUTOMOVILES. ALLI SE GIRAN LOS BRAZOS DE SU POSICION DE TRANSPORTE A LA POSICION DE SERVICIO Y SE MONTAN FIJO EN EL EJE DEL LIMPIAPARABRISAS. GRACIAS A LA ASIGNACION DE LOS BRAZOS A LA INSTALACION DE LIMPIAPARABRISAS Y EL TRANSPORTE CONJUNTO, SE EVITAN MONTAJES INCORRECTOS EN LAS FABRICAS DE AUTOMOVILES.
SISTEMA DE PRODUCCION CON DISPOSITIVO RAPIDO DE INTRODUCCION Y POSICIONAMIENTO CON CINEMATICA RECTANGULAR.
(01/04/1993). Solicitante/s: MERLIN GERIN. Inventor/es: TERRACOL, CLAUDE.
EL SISTEMA DE PRODUCCION COMPRENDE UN DISPOSITIVO DE INTRODUCCION Y DE POSICIONAMIENTO Y UN DISPOSITIVO DE MANIPULACION CADA UNO ACCIONADO POR UN MOTOR ELECTRICO , ESTANDO SINCRONIZADOS AMBOS MOTORES. EL CICLO RECTANGULAR DE PASO DE PEREGRINO DE INTRODUCCION Y POSICIONAMIENTO DE LOS PRODUCTOS ESTA PERFECCIONADO POR UNA MODULACION DE LAS VELOCIDADES QUE LIMITAN LOS CHOQUES QUE SE EJERCEN SOBRE EL PRODUCTO. LOS MOVIMIENTOS VERTICALES (P1-P2 ; P3-P4) DEL SOPORTE MOVIL DE PASO DE PEREGRINO PRESENTAN UNA FASE INTERMEDIA DE RALENTIZACION CORRESPONDIENTE AL ACERCAMIENTO O A LA DEPOSICION DEL PRODUCTO PARA LIMITAR LOS CHOQUES.
PROCEDIMIENTO PARA PRODUCIR UNOS PRIMEROS OBJETOS AFIANZABLES CON GRAN PRECISION EN SEGUNDOS OBJETOS.
(16/10/1992). Solicitante/s: BUCHLER B-SET AG. Inventor/es: BUCHLER, RENE.
PROCEDIMIENTO PARA PRODUCIR UNOS PRIMEROS OBJETOS AFIANZABLES CON GRAN PRECISION EN SEGUNDOS OBJETOS ABARCA LAS ETAPAS DE FUNDICION A PRESION DE LOS OBJETOS EN UN METAL BLANDO DEFORMABLE PLASTICAMENTE COMO METAL LIGERO Y ALEACIONES DE CINC, EL CALIBRADO DE LOS PRIMEROS OBJETOS EN LAS ZONAS DE LA INSTALACION DE LOS PRIMEROS OBJETOS CON LOS SEGUNDOS OBJETOS A TRAVES DE LA IMPRESION DE LOS PRIMEROS OBJETOS EN LA HERRAMIENTA CALIBRADORA QUE CONSISTE EN UN METAL DURO Y PRESENTA EN LA ZONA DE LA INSTALACION UNA FORMA NEGATIVA DE LA FORMA DESEADA DE LOS PRIMEROS OBJETOS . EL PRIMER OBJETO EN LA SUPERFICIE DELA INSTALACION EXPERIMENTE UNA DEFORMACION PLASTICA. COMPLEMENTARIAMENTE EN LA ETAPA DE CUBRICION SE PROCEDE A UN RECUBRIMIENTO METALICO SUPERFICIAL Y ENDURECIDO SOBRE EL PRIMER OBJETO EN LA ZONA DE LA INSTALACION.
MAQUINA DE ENSAMBLAJE DE LAS DIFERENTES PIEZAS DE UN HERRAJE.
(01/07/1992). Solicitante/s: FERCO INTERNATIONAL USINE DE FERRURES DE BATIMENT SOCIETE A RESPONSABILITE LIMITEE. Inventor/es: KAUTT, JEAN-JACQUES.
UNA MAQUINA, DESTINADA AL ENSAMBLAJE DE LAS DIFERENTES PIEZAS DE UN HERRAJE , FORMADO POR UNA VARILLA DE MANIOBRA Y UN CABEZAL , CONSTA DE UN DEPOSITO DE ALMACENAMIENTO PARA CADA PIEZA A ENSAMBLAR Y DE UN PRENSOR . CADA MAQUINA CONSTA, ADEMAS, DE UN ELEMENTO (44,50A) DE ENCAUZAMIENTO SEPARADO DEL CABEZAL Y DE LA VARILLA DE MANIOBRA , Y DE UN ELEMENTO DE ENCAUZAMIENTO (50B,74,76,100) SUPERPUESTOS A ESTOS ULTIMOS. UN ELEMENTO DE TRANSBORDO GARANTIZA EL RETORNO Y LA TRANSFERENCIA, ENTRE UN TRANSPORTADOR Y OTRO, DE DICHO CABEZAL Y/O DE LA VARILLA DE MANIOBRA , A LA VEZ QUE MANTIENE EL PLANO DE REFERENCIA DEL HERRAJE A UNA DISTANCIA CONSTANTE DEL PLANO MEDIO DE LA MAQUINA.
MAQUINA CON UNA TABLA CON ROTACION INTERMITENTE PARA REPRESENTAR CON GRAN RAPIDEZ EL TRABAJO Y MONTAJE DE PARTES QUE REQUIEREN GRAN PRECISION.
(16/03/1992). Solicitante/s: MIKRON S.A. Inventor/es: BUZZI, UGO.
LA MAQUINA CON UNA TABLA CON ROTACION INTERMITENTE QUE HACE POSIBLE REPRESENTAR CON GRAN RAPIDEZ EL TRABAJO Y MONTAJE DE PARTES QUE REQUIEREN GRAN PRECISION. COMPRENDE UNIDADES OPERADORAS (49, 49') COLOCADAS ARRIBA, ABAJO Y EN EL LATERAL DE LA TABLA ROTANTE , Y CUERPOS CILINDRICOS (2, 2') A LOS CUALES SON SUJETADAS LEVAS LINEALES (1, 1') DICHOS CUERPOS DURANTE UN CICLO DE TRABAJO REPRESENTAN UN MOVIMIENTO AXIAL QUE TRANSMITE EL AVANCE Y REGRESO A LAS UNIDADES OPERADORAS POR LAS LEVAS LINEALES RADIALES (1, 1') Y DURANTE UN TIEMPO DE PARO, LOS CUERPOS (2, 2') SON GIRADOS ANGULARMENTE TAL QUE EL RETORNO A SU POSICION INICIAL TIENE LUGAR SIN INFLUENCIAR A DICHAS UNIDADES OPERADORAS (SIEMPRE DURANTE TIEMPO DE PARO). LAS LEVAS LINEALES (1, 1') SON SUJETADAS A LOS CUERPOS (2, 2') VIRTUALMENTE MOVILES EN DIRECCIONES OPUESTAS, AMBOS AXIALMENTE Y ANGULARMENTE PARA EQULIBRAR LAS FUERZAS DEBIDAS A LAS VARIAS MASAS EN MUY RAPIDOS MOVIMIENTOS Y SUS ACELERACIONES NOTABLES.
DISPOSITIVO DE ENSAMBLAJE DE LAS DIFERENTES PIEZAS DE UN BRAZO DE COMPAS.
(16/07/1991). Solicitante/s: FERCO INTERNATIONAL USINE DE FERRURES DE BATIMENT SOCIETE A RESPONSABILITE LIMITEE. Inventor/es: KAUTT, JEAN-JACQUES.
DISPOSITIVO DE ENSAMBLAJE DE LAS DIFERENTES PIEZAS DE UN BRAZO DE COMPAS QUE CONSTA, POR CADA PIEZA A ENSAMBLAR, DE AL MENOS UN PUESTO DE ENSAMBLAJE , UN TRANSPORTADOR DE AVANCE PASO A PASO Y DOTADO DE AL MENOS UNA CINTA QUE PRESENTA EL EJE LONGITUDINAL DEL BRAZO DE COMPAS PERPENDICULARMENTE A LA LINEA DE AVANCE DEL TRANSPORTADOR Y ELEMENTOS DE DESPLAZAMIENTO LATERAL DEL BRAZO DE COMPAS PARA CONFERIR A ESTE ULTIMO UN RECORRIDO BIDIRECCIONAL, CARACTERIZANDOSE POR LLEVAR ELEMENTOS DE POSICIONAMIENTO EN RELACION A LOS PUESTOS DE ENSAMBLAJE Y MECANIZADO SEGUN DOS PLANOS DE REFERENCIA DEL BRAZO DE COMPAS.
METODO, CON SU APARATO CORRESPONDIENTE PARA EL MONTAJE DE COMPRESORES ROTATIVOS DE ANILLO GIRATORIO.
(01/11/1988) METODO, CON SU APARATO CORRESPONDIENTE PARA EL MONTAJE DE COMPRESORES ROTATIVOS DE ANILLO GIRATORIO. EL CILINDRO , EL EJE , EL RODILLO (4B) Y LOS SOPORTES SE MONTAN INICIALMENTE JUNTOS. EN TONCES SE LLEVA A CABO UNA OPERACION PRELIMINAR DE CENTRAJE A FIN DE LLEVAR EL CENTRO DEL EJE EN UN PLANO DIAMETRAL (Y,Y) DEL CILINDRO QUE CONSTITUYE UN PLANO DE REFERENCIA PREDETERMINADO. LUEGO, EL EJE SE ORIENTA CON RESPECTO AL CILINDRO , LLEVANDO LA ZONA (4C) DE MAXIMA EXCENTRICIDAD DEL NUCLEO (4A) A DICHO PLANO DE REFERENCIA (Y,Y). EL SOPORTE Y EL CILINDRO SE APRIETAN SOBRE EL EJE POR MEDIO DE UN EMPUJE EJERCIDO EN DICHO PLANO PREDETERMINADO. DE ESTE MODO SE LLEVAN Y MANTIENEN EN UNA POSICION DE FIRME CONTACTO MUTUO DICHO ELEMENTO Y SE EJERCE EN EL CILINDRO UN MOVIMIENTO RELATIVO DE UN VALOR PREDETERMINADO, EN SENTIDO…
PROCEDIMIENTO PARA ENSAMBLAR Y PROBAR UNA ESTRUCTURA ESTANCA,PARTICULARMENTE UN SERVOMOTOR ACCIONADO POR FLUIDO A PRESION.
(16/12/1980). Solicitante/s: THE BENDIX CORPORATION.
PROCEDIMIENTO DE FABRICACION DE UN SERVOMOTOR ACCIONADO POR FLUIDO A PRESION. CARACTERIZADO PORQUE SE COLOCA A PRESION UN ELEMENTO DE ESTANQUEIDAD EN LA ABERTURA CENTRAL DE UNA PRIMERA CARCASA Y SE ADAPTA UN CONJUNTO DE CUBO Y DIAFRAGMA A LA SUPERIFICE PERIFERICA DE LA PRIMERA CARCASA PARA DEFINIR UNA PRIMERA CAMARA. UNA SEGUNDA CARCASA SE COLOCA SOBRE UN MUELLE QUE COMPRIME EL DIAGRAGMA, DETERMINANDO ASI UNA SEGUNDA CAMARA. FINALMENTE SE UNEN MEDIANTE UNA CONEXION EMCANICA Y SE COMPRIEBA LA ESTANQUEIDAD DE LA ESTRUCTURA MEDIANTE LA VERIFICACION DEL NIVEL DE PRESION DE LA CAMARA CERRADA POR LA SUPERFICIE DE ESTANQUEIDAD, A LA QUE PREVIAMENTE SE HA INYECTADO AIRE A PRESION DURANTE UN PERIODO DE TIEMPO PREDETEMINADO.
{kind=link}
{kind=link}
{kind=link}