CIP-2021 : B21B 1/38 : para laminar hojas de longitud limitada, p. ej. hojas superpuestas (B21B 1/40 tiene prioridad;
plegado antes del laminado y separación después del laminado B21B 47/00).
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/38[1] › para laminar hojas de longitud limitada, p. ej. hojas superpuestas (B21B 1/40 tiene prioridad; plegado antes del laminado y separación después del laminado B21B 47/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/38 · para laminar hojas de longitud limitada, p. ej. hojas superpuestas (B21B 1/40 tiene prioridad; plegado antes del laminado y separación después del laminado B21B 47/00).
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de laminación de láminas de aluminio.
(05/02/2020) Procedimiento de laminación de láminas de aluminio que comprende las etapas de:
a) proporcionar al menos una primera lámina de aluminio y una segunda lámina de aluminio , cada una de ellas con una primera cara respectiva y una segunda cara respectiva ;
b) lubricar, al menos parcialmente, al menos una cara entre la citada primera cara y la citada segunda cara de al menos una lámina de aluminio de entre la citada primera lámina de aluminio y la citada segunda lámina de aluminio , obteniendo así al menos una primera cara lubricada;
c) acoplar la citada primera lámina de aluminio con la citada segunda lámina de aluminio, de modo que la citada cara lubricada es una cara de contacto entre la citada primera lámina de aluminio y la citada segunda lámina de aluminio, obteniendo así una lámina emparejada que…
Procedimiento para la producción de una hoja de ballesta, una hoja de ballesta para un muelle de resorte, muelle de resorte para un sistema de suspensión de un vehículo a motor.
(28/11/2018). Solicitante/s: Hendrickson Commercial Vehicle Systems Europe GmbH. Inventor/es: ZAMBERGER,JÖRG, NATTLAND,FRIEDHELM.
Procedimiento para la producción de una hoja de ballesta para una suspensión de ballesta , en donde la hoja de ballesta se produce de una cara de perfil, en particular de una cara de perfil de acero para resortes y en donde la cara de perfil y la hoja de ballesta tienen dos secciones finales (4a, 4b) y una sección media que se extiende entre las secciones finales (4a, 4b), así como una parte superior , una parte inferior , dos lados longitudinales y dos caras frontales (15a, 15b), caracterizado en que al menos una sección final (4a, 4b) de la cara de perfil se deforma mediante láminas anchas de tal modo que la anchura (B3) de la sección final (4a, 4b) de la hoja de ballesta sobre la extensión entera de sección final (L) o sobre una parte de la extensión entera de sección final (L) es más pequeña que la anchura (B1) de la sección media adyacente.
PDF original: ES-2695168_T1.pdf
PROCESO DE GRABACION DE SUPERFICIES DE ALUMINIO.
(06/04/2017). Solicitante/s: ALUDIUM TRANSFORMACION DE PRODUCTOS, S.L.U. Inventor/es: SÁNCHEZ MARTÍNEZ,Segundo Antonio, GIL FERNÁNDEZ-MARCOTE,Ignacio, MARCILLA GOMIS,Salvador Antonio.
El proceso consiste en un gofrado muy superficial combinado con un laminado superficial, que implica una pequeña reducción de espesor, aplicado tanto a láminas con espesores de varios milímetros,como a hojas de aluminio de espesor inferior a 0,3mm, suministradas, en cualquiera de los dos casos, tanto en láminas independientes como en bobina continua.
Procedimiento para laminar un material a ser laminado, producido en un proceso de colada en lingotera.
(13/01/2016) Procedimiento para laminar en un tren de laminación un material a ser laminado , producido en un proceso de colada en lingotera, donde antes de la laminación el material a ser laminado presenta la forma de una pirámide truncada con una superficie base , una superficie superior y cuatro superficies laterales (8a, 8b, 10a, 10b), donde:
- durante una primera secuencia de pasadas de laminación dos superficies laterales opuestas (10a, 10b) del material a ser laminado son laminadas en una primera dirección (R1), de manera que al final de la primera secuencia de pasadas de laminación todas las superficies transversales del material a ser laminado , las cuales se encuentran orientadas…
Procedimiento para la fabricación de una placa metálica con un elemento de calentamiento empotrado, así como placa metálica fabricada según el mismo.
(03/12/2013) Procedimiento para la fabricación de una placa metálica con por lo menos un elemento de calentamientoempotrado mediante las etapas siguientes:
a) disponer por lo menos un elemento de calentamiento entre por lo menos dos cuerpos de placa , que no están provistos de escotaduras para alojar el elemento de calentamiento o cada uno deellos;
b) empotrar el elemento de calentamiento o cada uno de ellos haciendo contacto directamente conpor lo menos dos cuerpos de placa por compresión y desplazamiento de material de los cuerpos deplaca , y
c) unir los cuerpos de placa entre sí por unión de material por lo menos en parte,
caracterizado porque por lo menos dos cuerpos de placa , que presentan en sus lados opuestos entre sípor lo menos…
Método de producción de una pieza bruta original para una lámina revestida, formada por tres capas de acero inoxidable.
(06/09/2013) Un método de producción de una pieza bruta original para una lámina revestida , formada por tres capasde acero inoxidable, que está compuesta de un componente central y componentes de revestimiento, estando hecho el componente central de un acero inoxidable que tiene un contenido de B de 0 a 0,3% en masa, estandohechos cada uno de los componentes de revestimiento de un acero inoxidable que tiene un contenido de B de0,3 a 2,5% en masa, y combinados sobre cada cara principal del componente central , caracterizado por estarcompuesta además la pieza bruta original de protectores , cada uno de los protectores con una longitud mayorque la longitud de la superficie del extremo lateral del componente de revestimiento, estando dispuestos sobrecada superficie de los extremos laterales, diferentes al plano de trabajo,…
Método para la reducción de pérdidas de cizallamiento y de corte en el laminado de planchas ya instaladas.
(30/05/2013) Una estructura ya instalada preparada para un proceso de laminado que comprende:
- una plancha principal , que tiene:
bordes primario y secundario y, entre ellos, extremos longitudinales en paralelo a la dirección del laminado;una sección transversal reducida en la dirección gruesa de la plancha principal en, al menos, uno de los extremoslongitudinales,
que se caracteriza por:
- la existencia de, como mínimo, una segunda plancha dispuesta en una relación paralela a la plancha principal .
PROCEDIMIENTO PARA LA PROCUCCION DE MATERIALES DE METALES Y DE ALEACIONES CON UNA MICROESTRUCTURA FINA O INCLUSIONES NO METALICAS FINAS Y CON MENOS SEGREGACION DE ELEMENTOS DE ALEACION.
(16/05/2004). Solicitante/s: NIPPON METAL INDUSTRY CO.,LTD. Inventor/es: TAKEDA, SEIICHI, ISHIDA, MASASHI, TOMITA, AKIHIRO, IMAI, DAISKE.
Un proceso de producción de un material de metal o aleación, proceso compuesto de: (a) procesamiento de un desbaste que tiene forma apropiada para laminación en caliente para obtener hojas (chapas finas) o bandas enrolladas en bobinas mediante laminación en caliente o mediante ambos procesos: laminación en caliente y laminación en frío, siendo el espesor de la hoja o banda de 1/4, o menos, del espesor del desbaste; y (b) corte de la hoja (chapa fina) o banda para confeccionar hojas que tienen el largo predeterminado, limpieza de las superficies de las hojas mediante decapado, formación de una pila consistente de las citadas hojas (chapas finas) integrando las hojas mediante soldadura circunferencial; y (c) procesamiento de así obtenidas hojas (chapas finas) integradas mediante soldadura para conseguir una hoja o una banda enrollada en una bobina mediante laminación en caliente o mediante ambos procesos: laminación en caliente y laminación en frío.
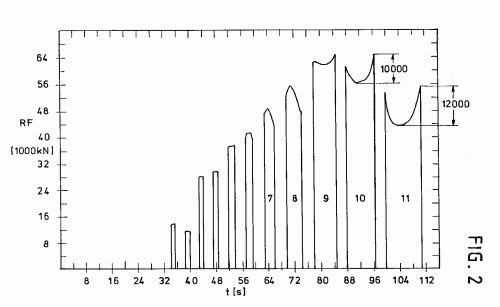
PROCEDIMIENTO PARA LA LAMINACION DE CHAPAS GRUESAS.
(01/07/2002). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KRAMER, STEPHAN.
AL LAMINAR CHAPAS GRUESAS DE UN MATERIAL PREVIO EN VARIAS PASADAS DE LAMINADO CONECTADAS CONSECUTIVAMENTE SE PRODUCEN, CON UNOS ESPESORES FINALES RELATIVAMENTE PEQUEÑOS -EN ESPECIAL EN LAS ULTIMAS PUNTADAS- GRANDES DIFERENCIAS DE FUERZA DE LAMINADO ENTRE LA CABEZA DE LA CINTA Y EL EXTREMO DE LA CINTA A CAUSA DEL ENFRIAMIENTO DEL MATERIAL DE LAMINACION, Y DE LA TEMPERATURA DEL MATERIAL DE LAMINACION MAS BAJA EN EL EXTREMO DE LA CINTA. PARA SOLUCIONAR ESTE PROBLEMA, LA INVENCION PROPONE LAMINAR, A PARTIR DE UNA DETERMINADA PASADA DE LAMINADO, UNA REDUCCION DE PASADA MAYOR EN LA CABEZA DE LA CINTA QUE EN EL EXTREMO DE LA CINTA.
PROCEDIMIENTO DE CONFIGURACION DE UNA PIEZA DE METAL.
(01/12/1993) EN UN PROCEDIMIENTO DE FABRICAR PIEZAS DE METAL MAS FINAS, ESPECIALMENTE HOJAS FINAS, PREFERIBLEMENTE POR MEDIO DE UNA CONFIGURACION MECANICA EN CALIENTE, SE ENVUELVE UNA PIEZA DE METAL EN UN MARCO PARA PROTEGERLO DE LA CORROSION Y QUEDA CUBIERTA POR DOS DISCOS DE COBERTURA (28 28'). ENTRE LA PIEZA METALICA Y LA CUBIERTA (28,28') SE SITUA UN ELEMENTO SEPARADOR . EL PAQUETE RESULTANTE SE TENSA CONJUNTAMENTE Y QUEDA SOLDADO A LO LARGO DE SUS BORDES. EL ELEMENTO ESTRATIFICADO SE CONFIGURA MECANICAMENTE, P.E. HASTA QUE QUEDA LAMINADO CON UN DETERMINADO GROSOR. EL ELEMENTO SEPARADOR RESULTA FLUIDO Y FORMA UNA CAPA DE SEPARACION CONTINUA ENTRE LOS DISCOS DE COBERTURA (28,28') Y LA PIEZA METALICA QUE IMPIDE QUE SE PRODUZCA UNA FUSION METALICA ENTRE LOS DOS METALES (20,28,28'). TRAS LA CONFIGURACION EN…
PROCEDIMIENTO DE FABRICACION DE UNA BANDA DE CHAPA COMPUESTA POLIMETALICA, EN ESPECIAL DE UNA BANDA DE CHAPA COMPUESTA DELGADA A BASE DE ACERO Y ARTICULOS OBTENIDOS A PARTIR DE DICHA CHAPA.
(01/04/1992). Solicitante/s: USINOR CHATILLON. Inventor/es: BAVAY, JEAN-CLAUDE, BOURGAIN, PIERRE, GROSBETY, YVES.
LA BANDA DE CHAPA CONSTA AL MENOS DE DOS CAPAS DE COMPOSICIONES DIFERENTES, UNA DE LAS CUALES CONSTITUYE EL METAL DE BASE Y LA OTRA UN REVESTIMIENTO. SE ELABORA UN DESBASTE COMPUESTO POR EL RECARGUE DE UN DESBASTE DE METAL DE BASE, POR AL MENOS UNA DE SUS CARAS MAYORES POR MEDIO DE UN METAL DE APORTACION QUE TIENE LA COMPOSICION DEL REVESTIMIENTO, POR REFUSION BAJO ESCORIA ELECTROCONDUCTORA Y SE SOMETE AL DESBASTE COMPUESTO A UN PROCESO DE LAMINACION EN CALIENTE EN UN LAMINADOR DE BANDAS. EL PROCESO DE LAMINACION ES SEGUIDO HASTA QUE SE OBTENGA UNA CHAPA CON EL ESPESOR DESEADO, EVENTUALMENTE POR LAMINACION EN FRIO. EL INVENTO SE APLICA EN PARTICULAR A LA FABRICACION DE CHAPAS AL CARBONO REVESTIDAS POR ACERO INOXIDABLE, UTILIZABLES PARA LA FABRICACION DE RECIPIENTES DE COCCION O DE RECINTOS QUE DEBAN RESISTIR ATMOSFERAS CORROSIVAS FRIAS O CALIENTES.
PROCEDIMIENTO Y APARATO PARA CONVERTIR METAL FUNDIDO EN UN PRODUCTO SEMIACABADO PARA ULTERIOR CONVERSION EN UN PRODUCTO ACABADO.
(01/04/1978). Solicitante/s: ERIK ALLAN OLSSON.
Resumen no disponible.
{kind=link}