CIP-2021 : B28B 21/94 : para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
CIP-2021 › B › B28 › B28B › B28B 21/00 › B28B 21/94[2] › para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B28B 21/00 hasta B28B 23/00: Métodos, aparatos, o máquinas especialmente adaptados a la fabricación de objetos de forma tubular o de objetos reforzados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 21/00 Procedimientos o máquinas especialmente adaptados para la fabricación de objetos de forma tubular.
B28B 21/94 · · para la impregnación o el revestimiento mediante la aplicación de líquidos o semilíquidos.
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACIÓN DE TUBOS DE HORMIGÓN DE CAPAS.
(03/03/2011) Dispositivo para la fabricación de un tubo de hormigón de capas múltiples, en particular de dos capas, con un primer montante en el cual está situada una primera herramienta de compactación motorizada y una primera instalación de alimentación para cargar una primera mezcla de hormigón en una de las envolventes de moldeo (5, 5a, 5b), estando prevista en el dispositivo 1, 1' una segunda herramienta de compactación motorizada (4') con un diámetro exterior que es menor que el de la primera herramienta de compactación , y una segunda instalación de alimentación para cargar una segunda mezcla de hormigón en una de las envolventes…
PROCEDIMIENTO Y UTILIZACION DE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DE HORMIGON DE CAPAS MULTIPLES.
(20/05/2010) Procedimiento para la fabricación de un tubo de hormigón de varias capas, con los pasos siguientes:
- introducir en un montante una envolvente de moldeo colocada esencialmente en posición vertical,
- llenado de la envolvente de moldeo con una primera mezcla de hormigón (10a) mediante una primera instalación de alimentación,
- distribución y compactación de la mezcla de hormigón en la envolvente de moldeo mediante una herramienta de compactación giratoria y desplazable en dirección vertical,
- retirada de la envolvente de moldeo colocada en posición esencialmente vertical fuera del montante y desmoldeo del tubo de hormigón ,
caracterizado porque antes de desmoldear el tubo de hormigón se carga mediante una segunda instalación de alimentación una segunda mezcla de hormigón…
METODO PARA LA FABRICACION DE UN TUBO DE POLIURETANO EN EL INTERIOR DE UN TUBO DE HORMIGON Y PRODUCTO COMPUESTO ASI OBTENIDO.
(16/12/2003) PROCEDIMIENTO PARA PRODUCIR UNA TUBERIA DE POLIURETANO QUE ESTA FIRMEMENTE FIJADA DENTRO DE UNA TUBERIA DE HORMIGON APLICANDOLE A LA CARA INTERIOR DE LA CITADA TUBERIA DE HORMIGON AL MENOS UNA PRIMERA CAPA DE POLIURETANO IMPERMEABLE QUE PUEDE TRASPASAR LOS POROS DEL HORMIGON. ESTE PROCEDIMIENTO CONSTA DE LAS FASES DE: (A) GIRAR LA CITADA TUBERIA DE HORMIGON EN TORNO A SU EJE LONGITUDINAL A TEMPERATURA AMBIENTE; (B) INTRODUCIR EN LA TUBERIA QUE GIRA UNA MEZCLA DE PRECURSORES DE POLIURETANO EN UNA CANTIDAD SUFICIENTE COMO PARA FORMAR UNA CAPA SOLIDA DE POLIURETANO CON AL MENOS 2 MM DE ESPESOR, TENIENDO LA CITADA MEZCLA UNA TEMPERATURA…
PROCEDIMIENTO Y EQUIPO MEJORADOS PARA REVESTIR TUBOS DE HORMIGON.
(01/03/2003). Ver ilustración. Solicitante/s: ASSOTUBI ECOLOGICA S.R.L. Inventor/es: BOSISIO, SERGIO.
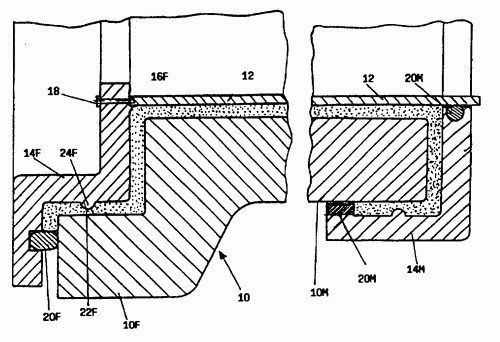
LA PRESENTE INVENCION SE REFIERE A UN PROCESO MEJORADO Y AL EQUIPO CORRESPONDIENTE PARA REVESTIR TUBOS DE HORMIGON Y EN PARTICULAR CONDUCTOS UTILIZADOS PARA AGUAS RESIDUALES Y RIEGO. DICHO REVESTIMIENTO, QUE CONSISTE EN RESINAS BISFENOLICAS, ISOFTALICAS, EPOXIDICAS, POLIURETANICAS Y SIMILARES, SE INYECTA A LO LARGO DE TODO EL TUBO ENTRE EL TUBO Y UN CAJON DE AIRE COMPRIMIDO Y TAMBIEN SOBRE LOS CABEZALES MACHO (10M) Y HEMBRA (10F). LA BRIDA (14F) DEL CABEZAL HEMBRA (10F) QUEDA FIJADA AL CAJON DE AIRE COMPRIMIDO MEDIANTE UNOS TORNILLOS , HABIENDO UNOS ELEMENTOS DE ESTANQUEIDAD ADECUADOS (20F). EN EL CABEZAL MACHO (10M), UNOS ELEMENTOS DE TENSION ADECUADOS PERMITEN EL CORRECTO POSICIONAMIENTO DE UNA BRIDA (14M) RESPECTO AL CAJON DE AIRE COMPRIMIDO , CON UNOS ELEMENTOS DE ESTANQUEIDAD (20M) DISPUESTOS ENTRE LA PROYECCION DEL CAJON DE AIRE COMPRIMIDO Y LA BRIDA (14M).
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE HORMIGON Y PRENSA DE TUBOS PARA SU REALIZACION.
(16/11/1993). Solicitante/s: KERN, GREGOR. Inventor/es: KERN, GREGOR.
LA CONSTANCIA DE CALIDAD OBTENIDA EN LA FABRICACION DE TUBOS DE HORMIGON MEDIANTE PRESION DE RODADURA SIGUE SIENDO INSUFICIENTE. LAS AGUAS AGRESIVAS,SOBRE TODO, ATACAN LA SUPERFICIE INTERIOR DE LOS TUBOS Y PRODUCEN GRIETAS. POR TANTO, SE PROPONE ALIMENTAR EL TUBO DE HORMIGON DURANTE EL PROCESO DE FABRICACION, A TRAVES DE LA CABEZA DE RODILLOS Y MEDIANTE PRESION, DE UNA SUSTANCIA IMPREGNADORA, DE MANERA QUE ESTA ENTRE EN LA PARED INTERIOR HASTA UNA PROFUNDIDAD DE APROXIMADAMENTE 10MM Y, AL SOLIDIFICARSE EL HORMIGON, SE FORME UNA CAPA PROTECTORA ANTICORROSIVA Y RESISTENTE A LA ABRASION. LA CORRESPONDIENTE PRENSA DE TUBOS SE CARACTERIZA POR UNO O MAS TUBOS AL EXTERIOR DEL EJE , QUE SE EXTIENDEN DESDE EL EXTREMO SUPERIOR DE ESTE HASTA APROXIMADAMENTE LA MITAD DEL CILINDRO ALISADOR , Y QUE DESEMBOCAN EN SU EXTREMO INFERIOR EN VARIOS CONDUCTOS DE DISTRIBUCION PERFORADOS, SITUADOS RADIALMENTE RESPECTO A LA PARED DEL CILINDRO ALISADOR.
INSTALACION PARA EL REVESTIMIENTO DE LAS PAREDES INTERNAS O EXTERNAS DE ELEMENTOS TUBULARES.
(16/04/1977). Solicitante/s: SOCIETE DES TUYAUX BONNA.
Resumen no disponible.
{kind=link}