CIP-2021 : B22C 15/08 : que implican mecanismos neumáticos o hidráulicos.
CIP-2021 › B › B22 › B22C › B22C 15/00 › B22C 15/08[2] › que implican mecanismos neumáticos o hidráulicos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22C 11/00 hasta B22C 25/00: Máquinas de moldeo para fabricar moldes o machos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22C MOLDEO EN FUNDICION (moldeo de materiales refractarios en general B28B).
B22C 15/00 Máquinas de moldeo para hacer moldes o machos caracterizadas por su mecanismo de compactación; Sus órganos auxiliares.
B22C 15/08 · · que implican mecanismos neumáticos o hidráulicos.
CIP2021: Invenciones publicadas en esta sección.
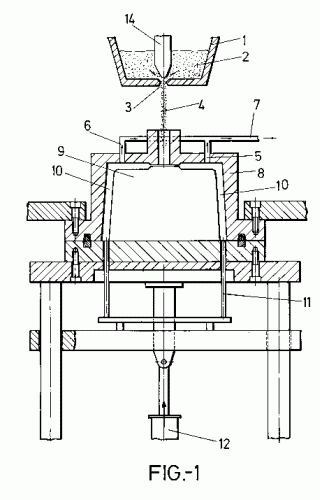
Molde para moldeo por inyección-compresión.
(04/03/2020) Molde para moldeo por inyección-compresión que comprende:
- un punzón y una matriz adecuada para cerrar sobre el punzón para delimitar con esto una cámara de inyección para contener el material a inyectar, siendo dicha matriz y punzón movible axialmente entre ellos con respecto a una dirección axial (Y-Y) de apertura/cierre del molde ,
- un anillo perimetral , asociado de forma deslizante al punzón o la matriz , a lo largo de la dirección axial (Y-Y), adecuado para definir, conjuntamente con la matriz y el punzón , el perfil de la cámara de inyección ;
caracterizado porque el anillo perimetral comprende un perfil de interfase , destinado a aplicarse a la matriz o con el punzón , que comprende una pared de empuje superior , inclinada, a la que se aplica un plano inclinado asociado a la matriz , como para generar,…
Método y dispositivo para formar una caja de moldeo superior y una caja de moldeo inferior.
(07/11/2013) Un método para producir moldes superiores e inferiores, que comprende los pasos consistentes en sujetaruna placa-modelo de doble cara entre la caja de moldeo superior y la inferior , en insertar mediosde compresión superior y medios de compresión inferior en las correspondientes aberturas de lascajas de moldeo superior e inferior , aberturas que están enfrentadas a la placa-modelo y definenasí un espacio de moldeo superior y otro inferior, en introducir a continuación arena de moldeo en losespacios de moldeo superior e inferior y en desplazar el medio de compresión superior y el inferior hacia la placa-modelo para comprimir la arena de moldeo en los espacios de moldeo superior e inferiory en medir las presiones respectivas al comprimir la arena, determinándose la diferencia entre las presionesmedidas,…
PROCEDIMIENTO Y SISTEMA DE MOLDEO CON UN APARATO DE MOLDEO.
(01/03/2006) Procedimiento de moldeo para un aparato de moldeo provisto de cajas de moldeo que comprende las fases de: - llenar con arena de moldeo una cavidad de relleno definida entre una placa portamodelos , una caja de moldeo colocada sobre la placa portamodelos y una caja de relleno colocada sobre la caja de moldeo , y - comprimir la arena de moldeo que está en la cavidad de relleno con una pluralidad de pies prensadores que se apoyan de manera móvil sobre un aparato de recubrimiento , teniendo los pies prensadores unos extremos inferiores opuestos a las superficies de los modelos que están sobre la placa portamodelos , caracterizado por las fases de: - hacer descender los pies prensadores antes de llenar la cavidad de relleno con arena de moldeo, para que entren en la caja de relleno y se mantengan temporalmente en unas posiciones determinadas…
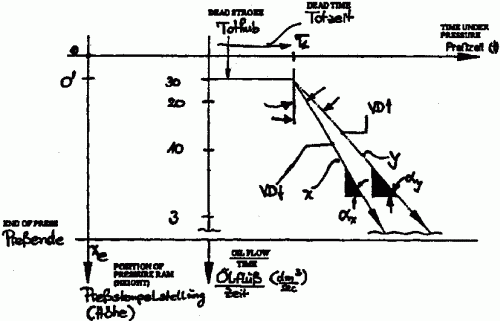
PROCEDIMIENTO PARA ASEGURAR LA CALIDAD DE LOS MOLDES DE ARENA POR MEDIO DE LA MEDICION DEL CAUDAL DE ACEITE QUE LLEGA HASTA EL CABEZAL DE PRENSADO.
(16/03/2001). Ver ilustración. Solicitante/s: KUNKEL-WAGNER PROZESSTECHNOLOGIE GMBH. Inventor/es: MULLER, HARALD, STEGEMANN, LUTZ, EBRECHT, WILFRIED, GROSSER, HANS-JOACHIM.
LA INVENCION SE REFIERE AL CONTROL O A LA REGULACION DEL CABEZAL DE PRENSADO CON MULTIPLES TROQUELES O DEL CABEZAL DE PRENSADO EN BLOQUE DE UNA MAQUINA DE MOLDEO PARA ARENA MEZCLADA CON ARCILLA (MATERIAL DE MOLDEO). EN LAS PRENSAS QUE ACTUAN DESDE ARRIBA CON UN CABEZAL DE PRENSADO, P.EJ., CON MULTIPLES TROQUELES, EL RECORRIDO DE CADA TROQUEL SE DETERMINA A TRAVES DE INTERRUPTORES FINALES (INICIADORES DE PROXIMIDAD) O DE UNA MEDICION INDUCTIVA DE BARRA. LAS POSICIONES ALCANZADAS SE REGISTRAN DE ESTE MODO Y SE TRATAN EN EL CONTROL. LA FINALIDAD DE LA INVENCION ES ADAPTAR LOS PARAMETROS INFLUENCIABLES PARA OBTENER UN BUEN MOLDE DE ARENA A LARGO PLAZO. DE FORMA SORPRENDENTE, LA MEDICION DEL CAUDAL DE ACEITE (Q ; Q{SUB,T}(T)) PROPORCIONA UNA BASE PARA MEJORAR EL MOLDE DE ARENA. SI SE MOLDEAN ARTICULOS DE DIFERENTES DIMENSIONES DE FORMA CONSECUTIVA, EL VOLUMEN DE ARENA NECESARIO ES VARIABLE. CONFORME A LA SEÑAL DE REGULACION DE LA INVENCION (Q ; Q{SUB,T}(T)) SE LLENA EL SILO CON MAS O MENOS ARENA.
MEJORAS INTRODUCIDAS EN LA PATENTE DE INVENCION, N-9600112, POR "DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE.
(01/10/2000). Solicitante/s: LORAMENDI, S.A.. Inventor/es: ARANA ERAA,AGUSTIN.
Mejoras introducidas en la patente de invención nº9600112 por dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Estas mejoras se refieren a la incorporación, en la embocadura del difusor y como elemento transmisor del impacto del aire de soplado a la arena, de una placa rígida , preferentemente metálica, que apoya libremente sobre una serie de tacos o pisadores , pudiendo estos ser macizos, huecos o de baja densidad.
DISPOSITIVO DE ALTA COMPACTACION PARA MAQUINAS DE MOLDEO DE CAJAS DE ARENA POR IMPACTO DE AIRE.
(01/03/2000) Dispositivo de alta compactación para máquinas de moldeo de cajas de arena por impacto de aire. Este dispositivo incorpora en la embocadura del difusor un soporte , a modo de cazoleta, cuya pared lateral configura una guía de desplazamiento para una placa de goma o similar, mientras que su fondo está afectado mayoritariamente por una pluralidad de perforaciones a través de las cuales son pasantes una serie de tacos o pisadores encima de cuyas cabezas apoya directa y libremente la placa de goma . Con este dispositivo, cuando el marco y la caja de moldeo se acoplan al difusor , se produce la retracción de los pisadores o tacos y la placa de goma , por empuje de la propia arena, de manera que la…
DISPOSITIVO PARA HACER MOLDES.
(16/08/1999) SE PRESENTA UN DISPOSITIVO PARA LA PRODUCCION DE UN MOLDE EN DONDE SE UTILIZAN UNA PLURALIDAD DE VARILLAS DE PRESION Y UNA PLACA DE PRESION PARA PRESIONAR LA ARENA DE MOLDEO QUE SE ENCUENTRA EN UNA CAJA DE MOLDEAR Y EN DONDE SE CONTROLAN LA PRESION APLICADA A LAS VARILLAS DE PRESION INDIVIDUALES Y SUS MOVIMIENTOS DESCENDENTES INDIVIDUALES. EL DISPOSITIVO INCLUYE UNA MESA DE PRESION SOBRE LA QUE HAY MONTADA UNA PLACA DE MODELADO , UN BASTIDOR DE MOVIMIENTO VERTICAL DISPUESTO SOBRE LA MESA DE PRESION DE MODO QUE EL BASTIDOR SE PUEDA MOVER VERTICALMENTE RESPECTO A LA MESA DE PRESION , UNA PLACA DE PRESION MONTADA SOBRE UNA PARTE INFERIOR DEL BASTIDOR DE MOVIMIENTO VERTICAL, UNA PLURALIDAD DE VARILLAS DE PRESION YUXTAPUESTAS Y QUE PENETRAN EN LA PLACA DE PRESION DE MODO QUE SE…
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO.
(16/12/1993). Ver ilustración. Solicitante/s: FELGUERA MELT, S.A. Inventor/es: FERNANDEZ DEL VALLE, FLORENTINO.
PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS DE HIERRO MEDIANTE MOLDES METALICOS INCORPORANDO UN SISTEMA DE VACIO, CONSISTE LA INVENCION EN DOTAR A LA INSTALACION DE UNAS TOBERAS DE SALIDA DE AIRE CONECTADAS CON UNA CANALIZACION, A PARTIR DE LAS CUALES SE CONSIGUE EL VACIO EN EL INTERIOR DEL MOLDE PENETRANDO EL CALDO POR LA EMBOCADURA SITUADA EN LA PARTE SUPERIOR, PARANDOSE DE FORMA AUTOMATICA LA INTRODUCCION DE CALDO CUANDO LA CAVIDAD SE ENCUENTRA LLENA, ESTANDO EL MOLDE DOTADO DE UN CIERRE HERMETICO DURANTE SU LLENADO, CERRANDOSE Y SUJETANDOSE MEDIANTE UNA PRESION EJERCIDA HACIA LA PARTE SUPERIOR SUMINISTRADA POR CILINDROS HIDRAULICOS COLOCADOS EN LA PARTE INFERIOR, PASANDO POSTERIORMENTE UN TIEMPO PREDETERMINADO PARA ASEGURAR LA SOLIDIFICACION Y ABRIENDOSE EL MOLDE A CONTINUACION MEDIANTE UN SISTEMA MECANICO DE EXPULSION, ASEGURANDO QUE LA PIEZA SE SEPARA SIMULTANEAMENTE DEL PROPIO MOLDE, REALIZANDO POSTERIORMENTE LA ACCION DE VACIO DE FORMA INVERTIDA Y APLICANDOSE AIRE EN EL INTERIOR DEL MOLDE.
PROCEDIMIENTO Y DISPOSITIVO PARA CONDENSAR EL MATERIAL DE MOLDEO EN MAQUINAS DE MOLDEO DE FUNDICION.
(01/07/1992). Solicitante/s: BMD BADISCHE MASCHINENFABRIK DURLACH GMBH. Inventor/es: DAMM, NORBERT, PARR, THOMAS, DR. ING., SCHMITT, ERNST.
EL INVENTO CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA CONDENSAR EL MATERIAL DE MOLDEO EN MAQUINAS DE MOLDEO DE FUNDICION CON UNA PLACA DE PRENSA DE MULTIPLES PUNZONES, CUYOS PUNZONES INDIVIDUALES SE IMPULSAN INDIVIDUALMENTE CON MEDIOS DE PRESION CORRESPONDIENTES AL CONTORNO DEL MOLDEO Y PRIMERAMENTE SE ATRAEN PARA LA CONDENSACION, DESPUES DE LO CUAL SE LLEVA LA PLACA DE PRENSA PARA CONDENSACION HASTA EL BORDE SUPERIOR DE LA CAJA DE MOLDEO Y CON LO QUE EN EL EXTREMO DE LA CONDENSACION SE DETIENE UNA DIFERENCIA DE SUBIDA MAXIMA DE AL MENOS EL 30% DE LA ALTURA DE LA CAJA DE MOLDEO.
(01/11/1979). Solicitante/s: HUNTER AUTOMATED MAHINERY CORPORATION.
Una máquina de moldeo en la que se forma un molde en una caja de moldeo por densificación de material de moldeo situado en la misma, entre medios de émbolo cooperantes que tienen al menos un miembro de émbolo movible; en la que hay: a) una placa que forma un cierre para dicha caja de moldeo y el material de moldeo situado en ella; b) incidiendo dicha placa contra uno de dichos miembros de émbolo; c) medios para impedir el desplazamiento de dicho molde en dicha placa durante el funcionamiento de dichos medios de émbolo, que comprenden: d) al menos una abertura en dicha placa que proporciona un orificio para medios que se introducen en el material de moldeo que está siendo densificado dentro de dicha caja; e) medios para mover dichos medios que se introducen con respecto a dichos medios de émbolo dentro de dicha caja para densificación de dicho material de moldeo y para retirar dichos medios que se introducen de la terminación del material de moldeo dentro de dicha caja.
PERFECCIONAMIENTOS EN MAQUINAS INYECTORAS HIDRAULICAS.
(01/10/1975). Solicitante/s: BATTENFELD ESPAÑOLA, S. A..
Resumen no disponible.
{kind=link}
{kind=link}