CIP-2021 : B21C 23/14 : Fabricación de otros productos.
CIP-2021 › B › B21 › B21C › B21C 23/00 › B21C 23/14[3] › Fabricación de otros productos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 23/00 hasta B21C 35/00: Extrusión
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 23/00 Extrusión de metales; Extrusión por percusión.
B21C 23/14 · · · Fabricación de otros productos.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para la regulación de la temperatura.
(29/04/2020). Solicitante/s: STEGO-HOLDING GMBH. Inventor/es: GUILLIARD, DIETMAR, MANGOLD,ELMAR, DENT,ROBERT.
Dispositivo para la regulación de la temperatura en zonas potencialmente explosivas con un regulador de temperatura y una carcasa en la que está dispuesto el regulador de temperatura , en donde la carcasa tiene una abertura sellada a través de la cual se conducen los cables eléctricos del regulador de temperatura , en donde el regulador de temperatura tiene una superficie de medición que, al menos en algunas zonas, se apoya directamente en una pared interior de la carcasa y está conectado eléctricamente a una lengüeta de puesta a tierra , estando la lengüeta de puesta a tierra conectada eléctricamente a otra línea que es conducida a través de la abertura , caracterizado porque la lengüeta de puesta a tierra se extiende a lo largo de una pared lateral del regulador de temperatura y se proyecta más allá de su parte frontal.
PDF original: ES-2796381_T3.pdf
Perfil de soporte y unión con relleno de refuerzo así como procedimiento para la fabricación de un perfil metálico reforzado con fibras.
(22/05/2019) Perfil de soporte y unión hecho de metal ligero para un armazón autoportante, en particular para naves de construcción ligera y de grandes tiendas, con al menos un relleno de refuerzo de un material compuesto de fibras que se extiende en dirección longitudinal del cuerpo perfilado, en donde en una sección transversal perpendicular a la dirección longitudinal del cuerpo perfilado está conformada en el cuerpo perfilado al menos una cámara cerrada en la que está fijada en una cámara el al menos un relleno de refuerzo en unión de material, positiva y/o no positiva, en donde el al menos un relleno de refuerzo está cementado y/o pegado mediante un adhesivo, caracterizado porque presenta una resistencia al desgarro de aproximadamente 20 MPa a aproximadamente 30 MPa y/o un alargamiento de rotura de entre 200% y 400%, y porque en el lado exterior…
(22/02/2017). Solicitante/s: Erbslöh Aluminium GmbH. Inventor/es: RICKS,KARL, FAUSTEN,BERND.
Espejo de Fresnel formado por una pieza de soporte plana , que tiene una estructura de Fresnel en su cara superior, estando los escalones individuales de dicha estructura de Fresnel dispuestos para realizar la reflexión dirigida de la luz solar a un punto focal o a una línea focal, presentando estos escalones una superficie plana reflectante como área efectiva , en el que dicha estructura de Fresnel está formada por un conjunto de perfiles extruidos (12, 12 ', 12 ") hechos de aluminio o de una aleación de aluminio, caracterizado por que
los medios de unión están conformados en los perfiles (12, 12', 12") y sirven para la unión geométrica de forma de los distintos perfiles (12, 12', 12"), entre sí, que en su forma ensamblada se complementan y forman una estructura de Fresnel ,
y por que esta estructura de Fresnel formada por los perfiles (12, 12', 12") ensamblados realiza la reflexión dirigida de la luz solar a una línea focal común.
PDF original: ES-2625688_T3.pdf
Método y dispositivo para fabricar una preforma para una herramienta redonda.
(21/05/2014) Método para fabricar una preforma para una herramienta redonda, comprendiendo la preforma una parte de caña y una parte acanalada , comprendiendo el método las etapas de:
- disponer un material de suministro,
- suministrar el material de suministro a través de una matriz , conformando de este modo por extrusión un material extruído con acanaladuras para virutas definidas por una superficie de conformación de acanaladuras interior de la matriz ,
- permitir que el material extruído avance en una dirección (E) de extrusión hasta un primer extremo de un manguito , estando cerrado el manguito por un segundo extremo por un elemento extremo que comprende un saliente que sobresale en el interior del manguito , y llenar el manguito , conformando de este modo la parte de…
PANEL HUECO DE ALEACIÓN DE ALUMINIO SOMETIDO A EXTRUSIÓN Y MÉTODO PARA LA PRODUCCIÓN DEL MISMO.
(09/03/2012) Un panel hueco de aleación de aluminio sometido a extrusión que comprende
una pluralidad de placas ; y
una pluralidad de resaltes que unen las placas ,
incluyendo el panel un segmento abierto y un segmento cerrado que están íntegramente conformados por medio de extrusión de manera que se extienden en la dirección de extrusión, presentando el segmento cerrado una pluralidad de espacios cerrados definidos entre las placas por medio de los resaltes en el corte transversal perpendicular a la dirección de extrusión, presentando el segmento abierto un espacio abierto en el corte transversal;
en el que el segmento abierto comprende una aleación de aluminio que tiene una resistencia mayor que la de la aleación de aluminio para el segmento cerrado;
que se caracteriza por…
(01/03/2007) Una carretilla elevadora de dos plataformas o multi- plataforma, que está montada de manera fija o articulada sobre un cuerpo y que comprende un primer par de brazos sustancialmente verticales, conectados entre sí con al menos un brazo sustancialmente horizontal , proporcionando dichos miembros un montaje de mástil de carga fijo, estando provistas las proximidades de dicho montaje con al menos un segundo par de brazos verticales sustancialmente co-direccionales, estando conectados dichos brazos entre sí con al menos un brazo sustancialmente horizontal y dichos miembros constituyen un soporte adaptado para moverse verticalmente respecto al montaje de mástil de carga fijado gracias a la propulsión de los pistones en los cilindros hidráulicos, transmitiéndose el accionamiento y…
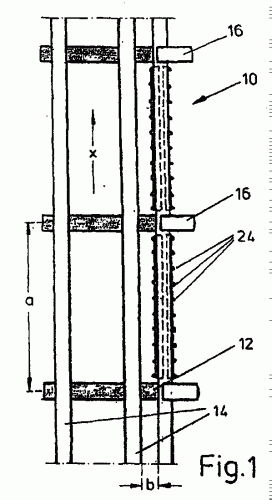
CARRIL TOMACORRIENTE, SU USO Y PROCEDIMIENTO PARA SU FABRICACION.
(16/11/2003). Ver ilustración. Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: HERRMANN, STEPHAN, BOCK, UWE.
Un riel conductor con perfil en forma de I, para ferrocarril, presenta una sección de aleación de aluminio extruído colocada en una sección en forma de I y cubierta con componentes de perfil. El riel conductor consiste en un perfil de montaje con base de hierro , con una sección en forma de I. Una sección conductora hecha de una aleación de aluminio extruído se coloca en la sección en forma de I y se cubre con componentes de perfil hechos de un metal de resistencia superior. El perfil de aluminio puede colocarse por la fuerza en el perfil de montaje, y acoplarse térmicamente con él. Se incluyen reivindicaciones independientes para el empleo de un perfil conductor a fin de modificar un riel conductor existente, con forma de C o de I, y para un procedimiento de fabricación de un riel conductor.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN SEMIPRODUCTO.
(01/07/2003). Solicitante/s: CDP ALUMINIUMTECHNIK GMBH & CO. KG. Inventor/es: BECHTEL, JOHANN.
Procedimiento para la fabricación de un semiproducto mediante la estampación de una pieza en bruto procedente de un perfil extruido, en el cual - dicha pieza en bruto presenta, vista en sección, por lo menos una reducción (20; 20a; 20b) o una ampliación de su sección transversal, la cual fija dicha pieza en bruto en acción conjunta con una cavidad (22, 22a, 22b) o concavidad conformada correspondientemente en el grabado que da la forma deseada, y en el cual - la estampación se lleva a cabo con uno o varios pasadores longitudinales en por lo menos dos direcciones (A, B, C, D).
PROCEDIMIENTO PARA LA FABRICACION DE UNA VALVULA DE DISCO DE ALEACIONES DE BASE DE Y-TIAI.
(16/11/2002). Solicitante/s: PLANSEE AKTIENGESELLSCHAFT. Inventor/es: EBERHARDT, NICO, WACKER, SIEGHARD, BOGNER, HANS.
LA INVENCION TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA VALVULA DE DISCO FORMADA POR ALEACIONES BASICAS DE GA - TIAL PARA MAQUINAS DE COMBUSTION INTERNA. EL MATERIAL EN BRUTO DE GA - TIAL PRIMERO SE MOLDEA DE TAL MANERA, POR EJEMPLO MEDIANTE PRENSADO DE EXTRUSION, QUE DESPUES TIENE APROXIMADAMENTE EL DIAMETRO DEL DISCO DE LA VALVULA Y LAS PROPIEDADES NECESARIAS DEL MATERIAL. A CONTINUACION SE REALIZA EL MOLDEO SECUNDARIO MEDIANTE PRENSADO DE EXTRUSION. PARA ELLO SE UTILIZA UNA MATRIZ, QUE ESTA FORMADA DE TAL MANERA, QUE EL DIAMETRO DE LA ABERTURA DE ENTRADA CORRESPONDE APROXIMADAMENTE AL DE LA PIEZA EN BRUTO MOLDEADA DE MANERA PRIMARIA, Y UNA PARTE CILINDRICA QUE CORRESPONDE A SU DIAMETRO, SE PASA POR UNA ABERTURA DE SALIDA QUE TIENE UN ESTRECHAMIENTO QUE CORRESPONDE A UNA FORMA CONICA. ESTA ABERTURA DE SALIDA CORRESPONDE APROXIMADAMENTE AL DIAMETRO D DEL DISCO DE VALVULA . EL PROCESO DE COMPRESION DE EXTRUSION SE ACABA CONSIGUIENDO EL GROSOR S DEL DISCO DE LA VALVULA.
METODO Y APARATO PARA LA CONFORMACION EN CALIENTE DE ELEMENTOS TUBULARES EN FORMA DE CAJA DE CUALQUIER FORMA FABRICADOS A PARTIR DE UNA ALEACION LIGERA.
(16/01/2002) LAS CAJAS TUBULARES CON CUALQUIER FORMA SE HACEN A PARTIR DE UNA ALEACION LIVIANA (BASADA EN ALUMINIO Y/O MAGNESIO POR EJEMPLO) MEDIANTE UN METODO DE CONFORMACION EN CALIENTE, EMPEZANDO PREFERENTEMENTE A PARTIR DE UNOS LINGOTES COLADOS EN ESA ALEACION, QUE PROPORCIONAN UNA PRIMERA FASE EN LA QUE LA ALEACION SE EXTRUYE EN CALIENTE A TRAVES DE UNA MATRIZ CON UNA FORMA ADECUADA PARA FORMAR ASI UN TUBO DE SECCION PREDETERMINADA, PREFERENTEMENTE CIRCULAR, GENERALMENTE RECTILINEA, UNA SEGUNDA FASE EN LA QUE EL TUBO EXTRUIDO , TODAVIA CALIENTE, SE ALIMENTA ENTRE DOS MOLDES QUE SE CALIENTE Y TIENEN UNAS CAVIDADES CONJUGADAS CAPACES DE DEFINIR CON SUS CONTORNOS LA FORMA FINAL DE LA CAJA Y UNA TERCERA FASE EN LA QUE LA EXTRUSION ES PRESIONADA DENTRO DE LOS MOLDES QUE SE JUNTAN ENTRE SI DE MANERA ESTANCA,…
METAL DURO O MATERIAL BRUTO CERAMICO ASI COMO PROCEDIMIENTO Y HERRAMIENTA PARA SU FABRICACION.
(01/12/1995). Solicitante/s: BOHLERIT G.M.B.H. & CO. KG. Inventor/es: ANDERSON, PER BJORN, DR., KAMMERHOFER-REISCHL, PETER, ING.
EL DESCUBRIMIENTO SE REFIERE A UN METAL DURO O MATERIAL BRUTO CERAMICO, ASI COMO UN PROCEDIMIENTO Y UN UTILLAJE DE PRENSA DE EXTRUSION PARA SU FABRICACION. DE ACUERDO CON EL DESCUBRIMIENTO ESTA PREVISTO, QUE EL MATERIAL BRUTO SEA EXTRUSIONADO A TRAVES DE UNA TOBERA, CON LO CUAL LA TOBERA EN SU SUPERFICIE DE PARED INTERNA MUESTRA UNA CANTIDAD DE SUPERFICIES PLANAS QUE COMPLETAN UN POLIGONO EN SU SECCION TRANSVERSAL, CUYAS SUPERFICIES PLANAS POSEN UN RECORRIDO TORCIDO SOBRE LA LONGITUD DE LA TOBERA. EL MATERIAL BRUTO FABRICADO POSEE UNA FORMA RETORCIDA CORRESPONDIENTE A LA FORMA DE LA TOBERA Y ES APROPIADO PARA LA FABRICACION DE HERRAMIENTAS ROTATIVAS, COMO POR EJEMPLO TALADROS.
BARRA DE METAL DURO O DE CERAMICA, PROCEDIMIENTO PARA SU FABRICACION Y UTIL PARA EL PRENSADO DE EXTRUSION PARA EJECUTAR EL PROCEDIMIENTO.
(16/11/1994). Solicitante/s: KONRAD FRIEDRICHS KG GOTTLIEB GUHRING KG. Inventor/es: FRIEDRICHS, ARNO.
ESTA BARRA DE METAL DURO O DE CERAMICA MUESTRA AL MENOS UNA PERFORACION INTERIOR EN FORMA DE TORNILLO Y TIENE UNA SUPERFICIE EXTERIOR LISA. LA MASA DEL PRENSADO DE EXTRUSION SE PRENSA A TRAVES DE UNA TOBERA CON UN CANAL LISO. DENTRO DE LA TOBERA SE DISPONE UN DISPOSITIVO DE PASO EN ESPIRAL QUE SOMETE A LA MASA DE PRENSADO DE EXTRUSION A UN MOVIMIENTO DE TORSION, O BIEN ES SOMETIDO A GIRAMIENTO POR LA MASA DE PRENSADO DE EXTRUSION. AL CAUDAL DE LA MASA SE ASOMA MATERIAL EN FORMA DE FIBRAS, P. EJ. FIBRAS ELASTICAS, O BIEN SE INSERTA A PRESION EL MATERIAL EN FORMA DE FIBRAS AL CAUDAL DE LA MASA MEDIANTE LOS CANALES . ESTE MATERIAL SIGUE LOS MOVIMIENTOS DE TORSION Y/O DE GIRO Y PRODUCE LA PERFORACION INTERIOR EN FORMA DE TORNILLO. EL UTIL PARA EL PRENSADO DE EXTRUSION TIENE UNA ESPIGA INTERIOR EN LA CUAL SE DISPONE EL DISPOSITIVO DE TORSION , CONFORMADO COMO TORNILLO SINFIN, TANTO GIRABLE COMO NO GIRABLE. LA BOQUILLA DE LA TOBERA TAMBIEN PUEDE SER GIRATORIA.
PROCEDIMIENTO Y UTIL DE PRENSAR POR EXTRUSION PARA LA OBTENCION DE UNA PIEZA BRUTA CON TALADROS SITUADOS INTERIORMENTE.
(01/01/1994). Solicitante/s: PLANSEE TIZIT GESELLSCHAFT M.B.H..
LA INVENCION HACE REFERENCIA A UN PROCESO Y UN UTIL PARA EL PRENSADO DE EXTRUSION PARA LA FABRICACION DE UN TUBO CILINDRICO, METALICO O DE CERAMICA, CON UNO O VARIOS TALADROS LONGITUDINALES RETORCIDOS SITUADOS EN EL INTERIOR . MEDIANTE PRENSADO DE EXTRUSION, EL MOLDEADO, PLASTIFICADO Y PULVERIZADO MATERIAL DE PARTIDA SERA PRENSADO MEDIANTE UN VOLUMEN CONFORMADO POR UNA TOBERA Y UN MACHO . EN EL EXTREMO DEL MACHO ANTES DEL ESPACIO INTERIOR DE LA TOBERA ESTAN FIADOS UNA O VARIAS CLAVIJAS MEDIAS RETORADAS HECHAS DE MATERIAL RIGIDO PARA LA FORMACION DE TALADROS LONGITUDINALES . SE CONSEGUIRA QUE LA POSICION DE LOS RETORADOS TALADROS LONGITUDINALES SEA MUY IGUAL DENTRO DEL TUBO CILINDRICO EXTREMADAMENTE SIMETRICO Y ENTRE LOS DIFERENTES TUBOS DE FABRICACION AISLADA.
PROCEDIMIENTO DE FABRICACION DEL CUERPO DE BOMBAS HIDRAULICAS DE EMBOLO.
(01/01/1977). Solicitante/s: TALLERES DIESEL, S. A..
Resumen no disponible.
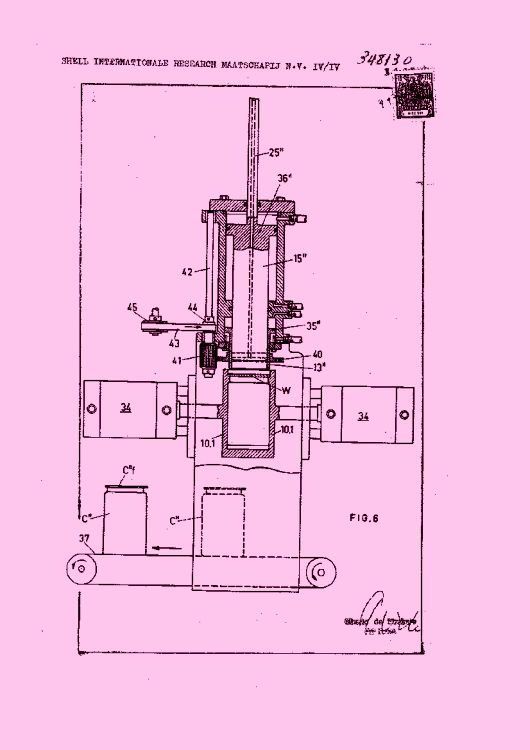
UN METODO DE CONFORMAR ARTICULOS HUECOS POR TRABAJO EN FRIO.
(16/06/1969). Ver ilustración. Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ, N. V..
Resumen no disponible.
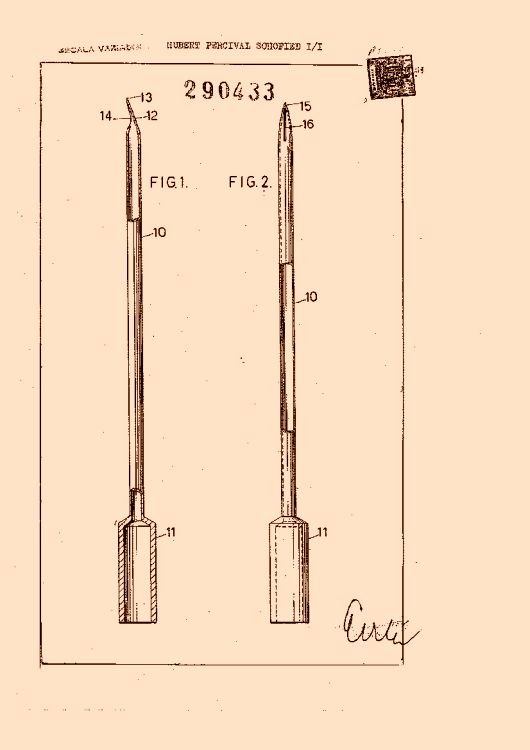
MÉTODO PARA FABRICAR AGUJAS HIPODÉRMICAS.
(01/12/1963). Ver ilustración. Solicitante/s: SCHOFIELD, HUBERT PERCIVAL.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}