CIP-2021 : B29C 55/24 : Estirado radial.
CIP-2021 › B › B29 › B29C › B29C 55/00 › B29C 55/24[2] › Estirado radial.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 55/00 Conformación por estirado, p. ej. estirado a través de una matriz; Aparatos a este efecto (B29C 61/08 tiene prioridad).
B29C 55/24 · · Estirado radial.
CIP2021: Invenciones publicadas en esta sección.
Mejora de la tenacidad a la rotura de dispositivos médicos con un estereocomplejo como agente de nucleación.
(17/09/2014) Método de fabricación de un estent que comprende:
procesar por fundición una mezcla de polímeros de PLLA y PDLA para permitir la formación de cristalitas de estereocomplejo de PLLA/PDLA en la mezcla durante el procesamiento;
formar un tubo a partir de la mezcla procesada por fundición que comprende las cristalitas de estereocomplejo, en el que la mezcla procesada se enfría a una temperatura inferior a la Tg del PLLA durante la formación del tubo;
deformar radialmente el tubo de polímero enfriado; y
formar un estent a partir del tubo deformado.
DISPOSITIVO CONFORMADOR PARA LA ORIENTACION RADIAL BIAXIAL DE TUBERIAS TERMOPLASTICAS.
(10/02/2010) Dispositivo conformador para la orientación radial biaxial de tuberías termoplásticas constituido por un conformador interior constituido por una superficie cilíndrica que se va ensanchando hasta adoptar un diámetro superior, y un contramolde del conformador interior cilíndrico de diámetro variable que comporta elementos calefactores y refrigeradores, de forma que el tubo que pasa por entre estas dos piezas queda orientado biaxialmente por presión y temperatura
MANGUERA ELASTICA DE PARED FINA DE MATERIAL ELASTOMERICO.
(16/12/2004). Solicitante/s: VISION SCIENCES, INC. Inventor/es: AILINGER, ROBERT, MARTONE, STEPHEN.
Un conjunto de funda elástica para uso con un endoscopio que tiene un tubo de inserción, que comprende: una porción tubular elástica, alargada formada de un material elastomérico, estando dimensionada la porción tubular para recibir el tubo de inserción cuando el tubo de inserción es insertado dentro del conjunto de funda, donde la porción tubular tiene una longitud relajada más corta que la longitud del tubo de inserción; y un extremo distante cerrado y fijado a la porción tubular elástica en un extremo opuesto de un extremo próximo de la porción tubular elástica, estando adaptada la porción tubular elástica para fijarse a una porción del endoscopio en o cerca del extremo próximo de la porción tubular elástica cuando el tubo de inserción está insertado dentro del conjunto de funda para mantener la porción tubular elástica en una condición axialmente estirada.
PELICULAS, TUBOS Y FORROS DE CILINDROS DE POLIMEROS DE ULTRA-ALTA VISCOSIDAD EN ESTADO FUNDIDO Y TERMO-RETRACTILES.
(16/06/2004) SE UTILIZAN MATERIALES POLIMERICOS PTFE Y OTROS DE ULTRA ALTA VISCOSIDAD A LA FUSION (UHMV), COMO TFM, Y POLIETILENO UHMW, MEJOR QUE FEP O PFA, EN EL PROCEDIMIENTO HST, YA QUE SE HA ENCONTRADO QUE LOS POLIMEROS UHMV PUEDEN SUSTITUIRSE FACILMENTE POR FEP EN EL PROCEDIMIENTO HST, CON CAMBIO INSIGNIFICANTE EN LAS ETAPAS EXISTENTES DEL PROCEDIMIENTO. LA EXPANSION ADECUADA DE UN TUBO PTFE, DESPUES DE FABRICADO CON LAS DIMENSIONES APROPIADAS, PUEDE OBTENERSE CON TRATAMIENTO DE PRESION Y CALOR A UNA TEMPERATURA DEL ORDEN DE 200 °F, MEJOR QUE ENTRE 600 - 700 °F, Y EL TUBO RESULTANTE ES SUFICIENTEMENTE ESTABLE PARA SER PUESTO EN SU POSICION DE TRABAJO, PARA UNA APLICACION POSTERIOR DE CONTRACCION A TEMPERATURAS COMPARABLES EN UN…
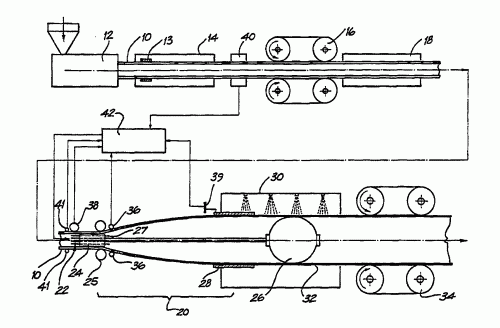
METODO DE CONTROL PARA LA FABRICACION DE TUBOS DE PLASTICO ORIENTADO.
(01/07/2003). Ver ilustración. Solicitante/s: VINIDEX TUBEMAKERS PTY. LTD. UPONOR B.V. Inventor/es: CHAPMAN, PETER, GLANVILLE, WALLACE, ALLAN, KENNETH.
SE PRESENTA UN METODO PARA EXPANDIR UN TUBO DE MATERIAL DE PLASTICO, CARACTERIZADO POR QUE UN TUBO QUE SE MUEVE LONGITUDINALMENTE ES PROGRESIVA Y DIAMETRALMENTE EXPANDIDO MEDIANTE LA PRESION DE UN FLUIDO INTERNO EN UNA ZONA DE EXPANSION ENTRE UN OBTURADOR CORRIENTE ARRIBA Y UN OBTURADOR EXPANDIBLE CORRIENTE ABAJO . LA EXPANSION DEL TUBO ES CONTROLADA EN RESPUESTA A PARAMETROS QUE INDICAN DIRECTA O INDIRECTAMENTE LA VARIACION EN LA VELOCIDAD RELATIVA A LA CUAL ES SUMINISTRADO EL MATERIAL DE LA ZONA DE EXPANSION, TALES COMO LA DETECCION DE LA VELOCIDAD DEL TUBO CORRIENTE ARRIBA , EL DIAMETRO INICIAL DE EXPANSION , LA FUERZA AXIAL SOBRE UN DISPOSITIVO DE CONFORMACION O EL DIAMETRO DEL TUBO JUSTO ANTES DE LA ZONA DE EXPANSION.
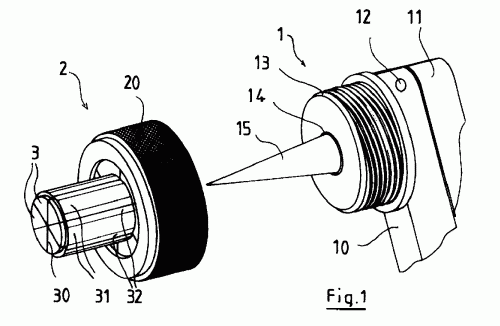
DISPOSITIVO DE EXPANSION PARA FORMAR MANGUITOS DE UNION EN LOS EXTREMOS DE TUBOS DE MATERIAL PLASTICO O COMPLEJO PLASTICO-ALUMINIO.
(16/03/2003). Ver ilustración. Solicitante/s: VIRAX S.A.. Inventor/es: TANDART, JEAN-MARIE.
LA INVENCION SE REFIERE A UNA HERRAMIENTA DE EXPANSION DE TENAZAS PARA REALIZAR EMPALMES EN LOS EXTREMOS DE TUBERIAS DE PLASTICO O DE COMPLEJO PLASTICO-ALUMINIO UTILIZADAS EN LA FONTANERIA. LA HERRAMIENTA , DE FORMA GENERAL CILINDRICA, ESTA CONSTITUIDA POR LA APROXIMACION DE MORDAZAS EN FORMA DE SECTOR, MOVILES EN SENTIDO RADIAL POR LA ACCION DE UNA AGUJA CONICA CAPAZ DE INTRODUCIRSE AXIALMENTE ENTRE ELLAS. LA SUPERFICIE DE TRABAJO DE CADA MORDAZA PRESENTA EN SUS BORDES LONGITUDINALES UN PLANO QUE FORMA ANGULO RECTO CON EL LADO DE LA MORDAZA ADYACENTE A LA SUPERFICIE DE TRABAJO.
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS A PARTIR DE PLASTICOS MOLDEABLES EN ESTADO CALIENTE.
(16/10/1997). Solicitante/s: SCHNALLINGER, HELFRIED. Inventor/es: SCHNALLINGER, HELFRIED.
EN UN PROCESO PARA FABRICAR PIEZAS MOLDEADAS ELABORADAS DE PLASTICO TERMOMOLDEABLE, EN CONCRETO POLIOLEFINAS COMO EL POLIETILENO Y EL POLIPROPILENO, EL MATERIAL DE PLASTICO SE CALIENTA HASTA O POR ENCIMA DE SU TEMPERATURA DUCTIL, Y SE MODELA EN EL CITADO ESTADO EN PIEZAS MODELADAS Y DESPUES ENFRIADAS POR DEBAJO DE SUS TEMPERATURA DE CONFORMACION EN CALIENTE. A LAS PIEZAS MOLDEADAS SE LES DA FORMA EN CALIENTE PARA OBTENER PRODUCTOS SEMITERMINADOS LIGERAMENTE SOBREDIMENSIONADOS CON RESPECTO AL TAMAÑO FINAL DESEADO, Y SOLO DESPUES DE HABERSE ENFRIADO, SE MOLDEAN A PRESION A TU TAMAÑO FINAL DESEADO, EN EL QUE SON DIMENSIONALMENTE ESTABLES.
{kind=link}
{kind=link}