CIP-2021 : B21D 22/02 : Estampado que utiliza dispositivos o herramientas rígidas.
CIP-2021 › B › B21 › B21D › B21D 22/00 › B21D 22/02[1] › Estampado que utiliza dispositivos o herramientas rígidas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00).
B21D 22/02 · Estampado que utiliza dispositivos o herramientas rígidas.
CIP2021: Invenciones publicadas en esta sección.
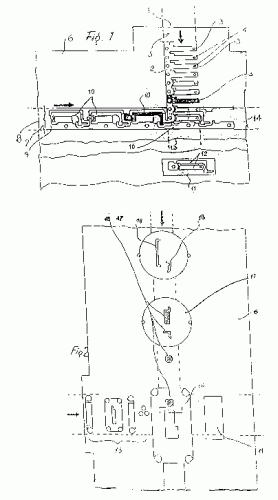
PERFECCIONAMIENTOS INTRODUCIDOS EN EL ENSAMBLADO DE PIEZAS METALICAS DE COMPOSICION POR ESTAMPACION.
(01/11/1996). Ver ilustración. Solicitante/s: INDUSTRIAS USOTOR S.A. Inventor/es: VENTURA MASIQUES,JOSE.
EL OBJETO DE LA PRESENTE INVENCION CONSISTE EN DISPONER EN EL INTERIOR DE LA MATRIZ CONFORMADORA DOS CARRILES CONVERGENTES Y SITUADOS A DISTINTO NIVEL, QUE PRESENTAN LAS OPORTUNAS BOCAS DE ENTRADA Y SALIDA CUALES CARRILES ALCANZAN UN PUNTO DE ENCUENTRO EN DONDE SE CRUZAN Y CONTINUAN HASTA LLEGAR AL MISMO BORDE DE SALIDA RESPECTIVA, DOS PEINES METALICOS CONTINUOS DE PIEZAS CONFORMADAS, HACIENDOSE AVANZAR A INTERMITENCIAS IGUALES CADA UNO DE ELLOS HASTA ALCANZAR EL PUNTO DE ENCUENTRO Y LA PIEZA SUPERIOR DEL PEINE SUPERIOR QUEDA ENTONCES EMPLAZADA EN POSICION CORRECTA SOBRE LA PIEZA INFERIOR DEL PEINE INFERIOR, Y AL BAJAR EL PUNZON DE LA MATRIZ, SE LOGRA LA SEPARACION TOTAL DE LA PIEZA A SU SOPORTE DEL QUE HA NACIDO Y GUIADA LA PIEZA SUPERIOR HASTA ALCANZAR LA PIEZA INFERIOR PARA REALIZARSE LA DESEADA UNION, POR ESTAMPACION DE UNA PIEZA CONTRA LA OTRA.
COMPONEDOR DE TIPOS MOVILES PERFECCIONADO PARA LA ESTAMPACION DE TEXTOS.
(01/12/1989) COMPONEDOR DE TIPOS MOVILES PERFECCIONADO, PARA LA ESTAMPACION DE TEXTOS, DEL TIPO QUE COMPRENDE DOS COMPONEDORES RECTANGULARES QUE SE SUPERPONEN Y QUE SOPORTAN CARACTERES FORMANDO PARES CON EL MISMO GRAFISMO, UNO EN RELIEVE Y OTRO EN HUECO, ENCAJABLES POR SUPERPOSICION, DOTADOS DE MEDIOS DE CENTRADO DE LOS DOS COMPONEDORES Y DE MEDIOS DE GUIADO E INMOVILIZACION DE LA PLACA A ESTAMPAR, CARACTERIZADO PORQUE LOS TIPOS QUE SOPORTAN LA PRESION DURANTE EL PROCESO DE ESTAMPACION Y QUE LLEVAN LOS CARACTERES EN RELIEVE, POSEEN SALIENTES PRISMATICOS EN SU DORSO, FUNDIDOS AL MISMO TIEMPO, QUE ENCAJAN EN HUECOS DE LA MISMA FORMA QUE…
PROCEDIMIENTO Y PRENSA PARA LA FABRICACION DE UNA MEMBRANA DE EMPAQUETADURA METALICA ABOVEDADA.
(16/10/1989). Solicitante/s: ATELIERS LOUIS CARTON S.A. Inventor/es: RENARD, GUY, ING.GRAD., KERGEN, RICHARD, DIPL.-ING.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE UNA MEMBRANA DE EMPAQUETADURA METALICA ABOVEDADA DE DIMENSIONES GRANDES, SOBRE TODO PARA PORTEZUELAS DE HORNOS INDUSTRIALES (P. EJ. PORTEZUELAS DE HORNOS DE COQUE). LA MEMBRANA DE EMPAQUETADURA SERA FABRICADA MEDIANTE LA DEFORMACION PLASTICA EN UNA PRENSA DE UNA PLANCHA DE CHAPA FINA, CON DOS FASES DE MODELADO CONSIGUIENTES: PRIMERA EL DOBLAR DE LA FORMA ABOVEDADA Y LUEGO UN PROCESO COMBINADO DE RECALCADO Y RECANTEADO, CUANDO SEAN ENGROSADOS LOS TRAMOS DEL BORDE PERIFERICO DE LA PIEZA DE TRABAJO DOBLADA, CON EL FIN DE FORMAR UNA MOLDURA DE EMPAQUETADURA , MOLDURA EN LA QUE SE INCORPORARA AL MISMO TIEMPO UNA RANURA ININTERRUMPIDA . DE ESTA MANERA RESULTARA UNA FABRICACION MUY SENCILLA Y ECONOMICA.
(16/06/1979) Conjunto porta matriz que comprende un porta matriz provisto de un alojamiento receptor de la matriz que tiene una pared inferior y una pared lateral, caracterizado porque comprende una cuña de la matriz que presenta un saliente angular en una primera cara de la misma apto para ponerse en coincidencia con una ranura substancialmente correspondiente de la matriz , que se ha de fijar rígidamente en el alojamiento , cuya ranura tiene una sección transversal mayor que el saliente , presentando la cuña de la matriz una segunda cara que se extiende en ángulo agudo con respecto a la primera cara , cuyo ángulo es menor que el de la inclinación de la pared de la ranura a la que se acopla el saliente con respecto a dicha primera cara , estando provista la cuña de fijación de una cara complementaria con dicha segunda cara…
PROCEDIMIENTO DE ESTAMPACION DE LA CARCASA PARA ALOJAMIENTO DEL EJE PARA VEHICULOS AUTOMOVILES.
(16/03/1977). Solicitante/s: EMPRESA NACIONAL DE AUTOCAMIONES, SOCIEDAD ANONIMA.
Resumen no disponible.
METODO DE CONFORMACION DE METALES.
(16/09/1976). Solicitante/s: ALUMINIUM COMPANY OF AMERICA.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA OBTENCION DE PLACAS CON SIGNOS ESTAMPADOS.
(01/01/1976). Solicitante/s: ALONSO ALONSO,MA TERESA.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE MATRICULAS DE VEHICULOS POR ESTAMPACION.
(01/05/1975). Solicitante/s: CONESA CASTAN,MANUEL.
Resumen no disponible.
PERFECCIONAMIENTOS EN MAQUINAS CONFORMADORAS DE NUMEROS Y LETRAS EN MATRICULAS DE VEHICULOS.
(01/01/1975). Solicitante/s: OLIVERAS GALINDO,JOSE.
Resumen no disponible.
{kind=link}