CIP-2021 : B29C 44/38 : en un espacio cerrado, es decir, para fabricar objetos de longitud definida.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/38[3] › en un espacio cerrado, es decir, para fabricar objetos de longitud definida.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/38 · · · en un espacio cerrado, es decir, para fabricar objetos de longitud definida.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para la fabricación de tuberías aisladas con propiedades mejoradas.
(09/10/2019) Procedimiento para la fabricación de tuberías aisladas, el cual comprende las etapas de:
(A) proporcionar tubería de servicio y tubería de revestimiento, en donde la tubería de servicio se encuentra dispuesta dentro de la tubería de revestimiento y entre la tubería de servicio y la tubería de revestimiento se forma un espacio anular,
(B) introducir un sistema de poliuretano que comprende al menos un componente de isocianato (a), al menos una mezcla de poliol (b) y al menos un catalizador en el espacio anular y
(C) espumar y dejar curar el sistema de poliuretano,
caracterizado porque el tiempo de crema para el sistema de poliuretano es inferior o igual al tiempo de introducción y el al menos un catalizador es una amina según la fórmula general (I)
R1R2N(CR3R4)n-X (I),
en donde R1, R2,…
Método para la fabricación de paneles divididos en secciones.
(09/03/2016) Método para la fabricación de paneles divididos en secciones para, por ejemplo, construcciones de vehículos, especialmente, placas de aislamiento, que dentro de un borde , entre dos paredes exteriores , a través de al menos un nervio , presentan, al menos parcialmente, secciones divididas que son espumadas mediante la introducción de una espuma , y una pared exterior con un borde se posiciona tumbada, y la espuma se introduce desde arriba con ayuda de, al menos, una tobera de espuma que se encuentra por encima de la pared exterior , en las secciones divididas por el nervio y la tobera de espuma y el panel son móviles relativamente entre sí,…
Método y molde para producir un conjunto de panel.
(19/02/2016) Un método para producir un conjunto de panel que comprende un panel y una junta, en el que la junta que está adherida al panel , se extiende a lo largo de al menos una parte de su periferia y tiene una superficie moldeada contra una superficie sólida, comprendiendo el método las operaciones de:
• proporcionar una primera parte de molde que tiene una primera superficie del molde que forma una primera parte de dicha superficie sólida;
• colocar el panel y la primera superficie del molde uno contra la otra;
• producir dicha junta, por medio de un dispositivo aplicador que se mueve a lo largo de al menos dicha parte de la periferia…
Panel prefabricado para el revestimiento mural de edificios.
(07/05/2013) Panel prefabricado para el revestimiento de paredes de edificios, que comprende al menos una capa externa constituida por plaquetas , en particular de tierra cocida, de cerámica, de hormigón, de piedra o de cualquierotro producto reconstituido, separadas las unas de las otras y dispuestas en hileras, y por una capa interna dispuesta en contacto con la cara trasera de la capa externa , y que constituye una capa de ligante para lasplaquetas , siendo la capa de ligante una espuma de poliuretano, caracterizándose dicho panel por que lacapa de ligante presenta una densidad de al menos 150 kg/m3, siendo el espesor…
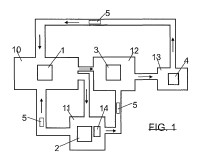
SISTEMA Y PROCEDIMIENTO DE MOLDEO DE PIEZAS CON MOLDES AUTOPORTANTES.
(07/09/2012). Ver ilustración. Solicitante/s: ABN PIPE SYSTEMS, S.L. Inventor/es: DE SAJA SAEZ,JOSE ANTONIO, RODRIGUEZ PEREZ,MIGUEL ANGEL, VAZQUEZ SANCHEZ,Javier Antonio, ESCUDERO ARCONADA,Javier.
Sistema y procedimiento de moldeo de piezas con moldes autoportantes que comprende: - un equipo alimentador de material de moldeo en un molde autoportante, que comprende una pluralidad de medios de alimentación de diferentes compuestos, - un equipo accionador de un elemento calefactor del molde autoportante, - un equipo enfriador del molde autoportante lleno de material, y - un equipo desmoldeador de la pieza moldeada en el molde autoportante, siendo todos ellos equipos independientes instalados en módulos de trabajo por los que transita el molde autoportante , de manera que el sistema permite fabricar piezas compactas, piezas estructurales de densidad reducida y piezas de densidad reducida.
UNA CARCASA AISLADA TERMICAMENTE PARA UN APARATO FRIGORIFICO.
(16/06/2007). Solicitante/s: BSH BOSCH UND SIEMENS HAUSGERATE GMBH. Inventor/es: SILL, JOACHIM.
Carcasa calorifugada para un aparato frigorífico, con una tapa de revestimiento interior y otra exterior así como una capa de aislante térmico introducida a base de componentes de partida líquidos entre las capas de revestimiento, que se puede introducir entre las capas de recubrimiento a través de por lo menos un orificio de introducción , estando previsto el orificio de introducción en la zona próxima a un compartimiento de maquinaria destinado al alojamiento de un compresor de agente frigorífico o similar, caracterizada porque por lo menos en el entorno próximo al orificio de introducción están previstos unos elementos que subdividen la cantidad del material de aislamiento térmico introducido a base de componentes de partida líquidos.
PROCEDIMIENTO PARA PRODUCIR ARTICULOS DE ESPUMA EN MULTIPLES CAPAS Y ARTICULOS PRODUCIDOS POR EL.
(16/10/2005). Ver ilustración. Solicitante/s: DOW GLOBAL TECHNOLOGIES INC.. Inventor/es: HOGG, ANDREW, ENGLISH, STEVEN, BLADON, KATHERINE, JOANN, GODOY, JOSE, LARRE, ALFRED.
Un procedimiento para producir un artículo de espuma de capas múltiples que comprende: (a) verter en un molde una primera formulación que forma elastómero para dar una primera capa de elastómero; (b) aplicar un agente de desmoldeo a la primera capa de elastómero; (c) antes de que la primera formulación líquida que forma elastómero se haya curado completamente, verter una segunda formulación que produce espuma encima del agente de desmoldeo; y (d) después de que hayan curado la primera formulación que forma elastómero y la segunda formulación que produce espuma, desmoldear el producto resultante en donde el agente de desmoldeo se aplica en una cantidad suficiente para impedir la adherencia de la segunda formulación que produce espuma, cuando se cura, a la primera capa de elastómero curado.
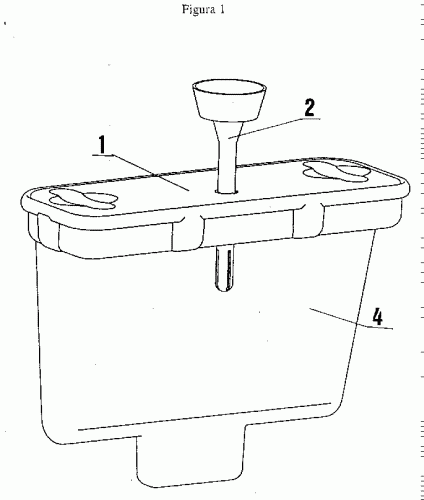
SISTEMA PERFECCIONADO DE PRODUCCION DE REPOSACABEZAS PARA ASIENTOS DE VEHICULOS AUTOMOVILES.
(16/12/2004). Ver ilustración. Solicitante/s: LEAR CORPORATION SPAIN, S.L. Inventor/es: TORRENS,EDUARD, APARICIO,ENRIC.
Sistema perfeccionado de producción de reposacabezas para asientos de vehículos automóviles constituido fundamentalmente por un procedimiento de espumado de reposacabezas para la industria auxiliar del automóvil. En este sistema se ha ideado un embellecedor o tapa inferior que incorpora una cánula como parte integrante de la propia pieza, la cual se encuentra unida al embellecedor por medio de unos nervios para facilitar el llenado de la pieza y son el punto de separación del conjunto espumado una vez finalizada la conformación de la pieza. La separación entre la cánula de llenado de la pieza reposacabezas y el conjunto espumado con el que se conforma la pieza, puede realizarse de forma manual mediante una rotación de la cánula procediendo a la rotura de los nervios de unión a la tapa directamente o mediante el empleo de instrumental de corte apropiado.
PROCEDIMIENTO PARA LA FABRICACION DE ELEMENTOS DE ESTRUCTURAS SUPERPUESTAS Y CON UN NUCLEO DE ESPUMA DE POLIURETANO.
(01/07/2004) Procedimiento para la fabricación de unos elementos planos de estructuras superpuestas, según el cual un hueco existente entre unas capas de cubierta - que están dispuestas de manera opuesta entre si y que se encuentran dentro de un molde, que está cerrado de forma omnidireccional - es llenado con una espuma dura de poliuretano , que se constituye por la reacción de por lo menos dos componentes de material plástico, que son aportados por medio de un tubo de llenado y que salen del tubo de llenado desde toda una serie de aberturas de salida, que están dirigidas hacia el hueco, para quedarse pegados - por el aumento de su volumen - en las…
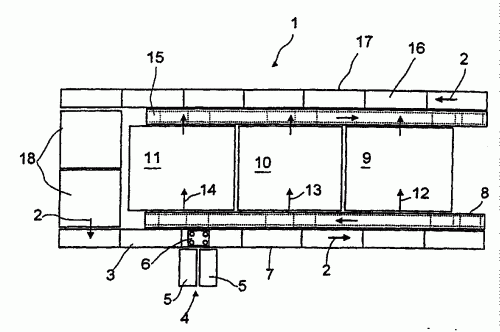
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE PIEZAS MOLDEADAS DE ELASTOMEROS.
(01/11/2003). Ver ilustración. Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: SCHOLZ, WOLFGANG, DR., RIMHILD, DIETMAR, THIEDIG, JURGEN, JAHN, MARTIN.
Procedimiento para la producción de piezas moldeadas de elastómeros, donde los moldes son conducidos a lo largo de una trayectoria de transporte por delante de varias estaciones de mecanización, con las siguientes etapas del procedimiento: la disposición de al menos dos unidades de cabezas de mezcla , que pueden ser accionadas individualmente, paralelamente entre sí, el accionamiento de las unidades de cabezas de mezcla , de tal forma que durante un proceso de llenado de un útil se llenan moldes que se encuentran adyacentes entre sí.
FABRICACION DE ESTRUCTURAS QUE CONTIENEN ESPUMA.
(01/05/2003). Solicitante/s: OWENS CORNING. Inventor/es: GRINSHPUN, VYACHESLAV, HULLS, BYRON, SPOO, KEVIN.
Un procedimiento para producir una estructura que contiene espuma que comprende: proporcionar un soporte impermeable que incluye una superficie interior que define una cavidad ; aplicar un despumador a la superficie interior del soporte; introducir una resina espumada dentro de la cavidad para provocar que una porción de la resina espumada entre en contacto con el despumador y forme una capa de resina líquida en la superficie interna del soporte; y curar la resina espumada y la capa de resina líquida para producir una estructura que consta de un núcleo interno de resina espumada y de una capa externa de resina sólida.
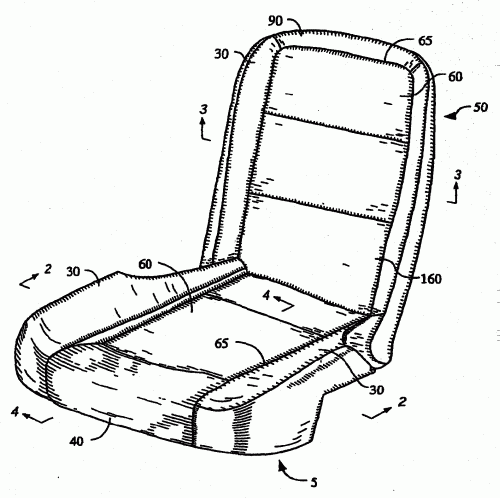
PROCEDIMIENTO PARA FABRICAR ARTICULOS DE ESPUMA DE MULTIPLES CAPAS.
(16/11/2002) SE EXPONE UN PROCEDIMIENTO PARA PREPARAR UN ARTICULO DE ESPUMA DE CAPAS MULTIPLES, POR EJEMPLO UN ASIENTO PARA AUTOMOVIL. UN MOLDE SE DISPONE DE MANERA QUE LA SUPERFICIE INFERIOR DEL MOLDE SEA PLANA O INCLINADA EN UN MAXIMO DE 40 GRADOS RESPECTO AL PLANO HORIZONTAL. LA PRIMERA FORMULACION DE ESPUMA LIQUIDA DISEÑADA PARA PRODUCIR UNA ESPUMA SUAVE SE VIERTE EN EL MOLDE DESDE UNA SALIDA DEL CABEZAL MEZCLADOR, EN FORMA DE TIRAS A TRAVES DE LA ZONA DEL ASIENTO DEL MOLDE, SIGUIENDO LA LINEA PARALELA A LA PARED EXTERIOR DE LA ZONA DEL MOLDE DEDICADA AL ASIENTO, PERO CERCA DE DICHA PARED. A CONTINUACION, SE VIERTE EN EL MOLDE LA SEGUNDA FORMULACION DE ESPUMA LIQUIDA DESTINADA A PRODUCIR UNA…
{kind=link}
{kind=link}
{kind=link}
{kind=link}