CIP-2021 : B22D 17/32 : Equipo de control.
CIP-2021 › B › B22 › B22D › B22D 17/00 › B22D 17/32[2] › Equipo de control.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22D COLADA DE METALES; COLADA DE OTRAS MATERIAS POR LOS MISMOS PROCEDIMIENTOS O CON LOS MISMOS DISPOSITIVOS (trabajo de materias plásticas o sustancias en estado plástico B29C; tratamientos metalúrgicos, empleo de sustancias específicas que se añaden al metal C21, C22).
B22D 17/00 Colada bajo presión o por inyección, es decir, colada introduciendo el metal en el molde bajo alta presión.
B22D 17/32 · · Equipo de control.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo intensificador de presión, grupo de fundición de máquinas de fundición a presión y método de funcionamiento.
(04/12/2019) Dispositivo intensificador de presión para aumentar la presión en una cámara de fluido a presión de una unidad de pistón/cilindro, en particular, de una unidad de pistón de fundición/cilindro de fundición de una máquina de fundición a presión, con
- un cilindro intensificador de presión y un pistón intensificador de presión guiado de manera axialmente móvil en este, donde
- el cilindro intensificador de presión presenta una zona de salida , una zona de entrada aguas arriba de la zona de salida y una cámara de guía de pistón con una cámara del pistón del intensificador de presión (14a), en la que desemboca un conducto de alimentación del intensificador de presión , y/o una cámara de contrapresión del intensificador de presión (14b), en la que desemboca un conducto…
Máquina de colada en matriz con montaje de inyección con una válvula de interrupción.
(20/02/2019). Solicitante/s: ITALPRESSE INDUSTRIE S.p.A. Inventor/es: GNALI,ALESSANDRO.
Un montaje de inyección de una maquina hidráulica de colada en matriz, que comprende un pistón de inyección , una entrada principal para introducir un fluido bajo presión, una cámara de presión principal aguas arriba del pistón de inyección y una válvula de interrupción principal normalmente en una configuración cerrada, funcionando entre la entrada principal y la cámara de presión principal y adaptada para impedir que el fluido vuelva desde la cámara principal a la entrada principal , en el que dicha válvula principal comprende un obturador y un muelle adaptado para funcionar permanentemente en el obturador hacia la configuración cerrada, y medios de contención adaptados para crear una barrera para impedir que los fragmentos que se rompen del muelle pasen a la cámara de presión principal.
PDF original: ES-2726675_T3.pdf
Dispositivo de control para movimiento de avance de pistón de fundición.
(22/01/2019) Dispositivo para el control del movimiento de avance de un pistón de fundición en una cámara de fundición de una máquina de fundición a presión de cámara en frío mediante una señal de regulación, donde el movimiento de avance comprende una fase de movimiento de llenado de cámara desde una posición de llenado parcial con volumen de inicio de cámara de fundición llenado en parte hasta una posición de relleno total con volumen residual llenado de cámara de fundición,
caracterizado por el hecho de que
en el dispositivo se ha puesto a disposición respectivamente una progresión de la señal de regulación correspondiente a diferentes conjuntos…
Procedimiento para llenar la cavidad de moldeo de un dispositivo de fundición a presión, así como disposición de válvulas y dispositivo de fundición a presión para llevar a cabo el procedimiento.
(03/05/2017) Procedimiento para llenar la cavidad de moldeo de un dispositivo de fundición a presión con material de fundición líquido , en donde el dispositivo de fundición a presión comprende un émbolo de introducción a presión que puede desplazarse en una cámara de fundición , en donde el material de fundición puede introducirse en la cámara de fundición a través de un orificio de llenado y se presiona en la cavidad de moldeo mediante el émbolo de introducción a presión , en donde durante una primera fase de introducción a presión el émbolo de introducción a presión se mueve con una primera velocidad…
Procedimiento y dispositivo para la regulación de la dosificación de metal en celdas de fundición a presión.
(16/11/2016) Procedimiento para la regulación de la dosificación de metal en la fabricación de una multiplicidad de piezas de fundición con una celda de fundición a presión, en el que una cantidad de metal líquido, determinada en cada caso a través de su peso de dosificación, se introduce en una cámara de llenado y con un émbolo de presión se presiona al interior de un molde de fundición y en el molde de fundición se solidifica formando una de las piezas de fundición , comprendiendo el procedimiento una regulación de una longitud de residuo de prensado con los siguientes pasos:
a) la medición continua de la longitud de residuo de prensado como longitud de un residuo de prensado…
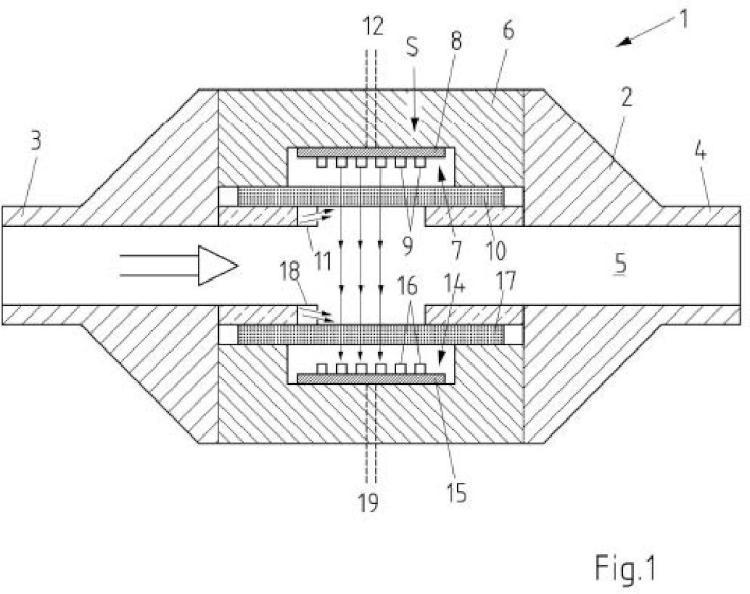
DISPOSITIVO Y PROCEDIMIENTO PARA LA MEDICIÓN DE LA HUMEDAD EN MOLDES DE FUNDICIÓN A PRESIÓN.
(16/11/2015). Ver ilustración. Solicitante/s: FONDAREX S.A. Inventor/es: BAUMGARTNER,KONRAD, HUGUENIN-VUILLEMIN YVES,Gérard Laurent.
La invención se refiere a un dispositivo y a un procedimiento para la medición de la humedad en moldes de fundición a presión , cuyo espacio hueco del molde está conectado a través de un conducto de ventilación con un dispositivo de ventilación . El dispositivo configurado de manera modular puede conectarse con el conducto de ventilación y comprende una disposición de sensores (S), mediante la cual puede medirse la humedad de gases extraídos del espacio hueco del molde . La disposición de sensores (S) presenta un emisor que emite radiación electromagnética y un receptor que detecta radiación electromagnética. Debido a los valores de medición determinados durante el proceso de evacuación, puede determinarse si la cantidad de una mezcla de agua y medio desmoldeador, que se inyecta antes del proceso de fundición propiamente dicho en el espacio hueco del molde , ha de modificarse.
Procedimiento y disposición de circuito hidráulico para hacer funcionar una instalación de fundición a presión de metal.
(20/03/2013) Procedimiento para hacer funcionar una instalación de fundición a presión de metal, en el que, en una primerafase, se realiza el llenado de un casquillo de llenado , conectado aguas arriba de la cavidad de molde de lainstalación de fundición a presión, por medio de un cilindro de llenado configurado a modo de cilindro de trabajocon un pistón que presenta un vástago de pistón por un lado, con un movimiento de avance lento de supistón , en el que el vástago del pistón del cilindro de llenado introduce a presión el metal líquido en elcasquillo de llenado , y en una segunda fase, por medio de un movimiento adicional del vástago…
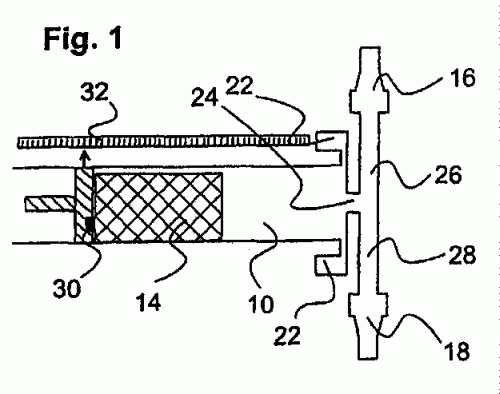
PROCEDIMIENTO DE VACIO PARA EL MOLDEO POR INYECCION O PRESION.
(26/02/2010) Procedimiento para el vertido de un material fundido en una máquina de moldeo por inyección o presión mediante un tornillo sin fin de extrusión o un émbolo de moldeo que ejerce presión, que se desplaza en un casquillo de llenado o una carcasa de tornillo sin fin de extrusión mediante un dispositivo de control para introducir a presión el material fundido llenado en una cavidad de molde, así como con un dispositivo de purga de aire que presenta al menos una válvula , que está en conexión con la cavidad de molde de un molde de moldeo, llevándose dicha válvula desde una posición abierta, que conecta con una fuente (en 14) de vacío, a una posición cerrada, controlándose las posiciones mediante un sensor (18, 18'') de material conectado delante de la válvula que, a través de una…
UNIDAD DE MOLDEO A PRESION PARA UNA MAQUINA DE MOLDEO A PRESION.
(16/03/2007) Unidad de moldeo a presión para una máquina de moldeo a presión, en particular para una máquina de moldeo a presión de cámara caliente para el tratamiento de baños de metal fundido, con un émbolo de colada para el moldeo a presión del material de colada en un molde, el cual se puede cargar mediante una biela , la cual está conectada con un accionamiento el cual, tras la fase de llenado del molde, para la obtención de una presión en el material de colada, es mantenido en una fase de presión, en la cual entre el émbolo de colada y la biela está intercalado un elemento de resorte, caracterizada porque el accionamiento es un accionamiento lineal accionado por un motor eléctrico y el elemento de resorte (16, 16a, 16b) está formado como un…
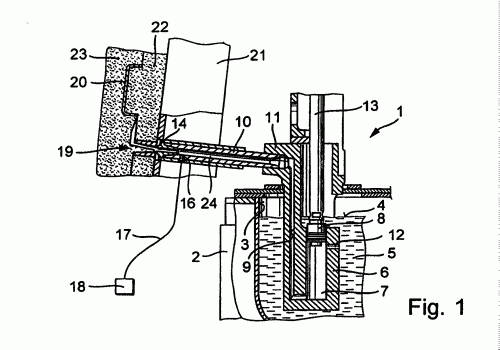
PROCEDIMIENTO PARA EL FUNCIONAMIENTO DE UNA MOLDEADORA A PRESION DE CAMARA CALIENTE Y MOLDEADORA A PRESION.
(01/06/2006). Ver ilustración. Solicitante/s: OSKAR FRECH GMBH & CO.. Inventor/es: FINK, ROLAND.
Procedimiento para el funcionamiento de una moldeadora a presión de cámara caliente en el cual es transportado metal líquido mediante inyección, por un émbolo de colada que se puede mover de un lado para otro, desde un recipiente de colada sumergido en un baño de metal a través de su canal de ascenso , hacia un cuerpo de boquilla y una punta de tobera hasta un molde y allí es sometido a presión, caracterizado porque después de cada inyección, con el molde abierto, el émbolo de colada es movido desde una posición retirada, en la cual abre una entrada desde el baño de metal a la cámara de colada del recipiente de colada , a una posición avanzada, en la cual el canal de ascenso y el cuerpo de boquilla están llenos con metal líquido, porque el molde es cerrado entonces y sólo después es presionado metal en el molde.
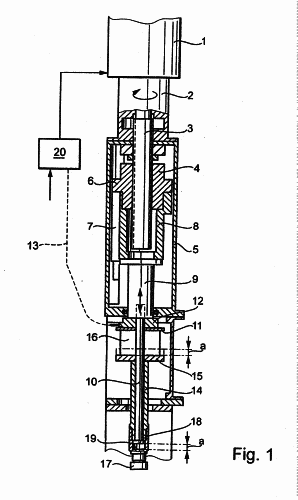
PROCEDIMIENTO PARA LA REGULACION DE LA CANTIDAD DE DOSIFICACION DE METAL.
(01/08/2005). Ver ilustración. Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH GEORG.
Procedimiento para la regulación de la dosificación de metal en máquinas de fundición a presión en vacío con una cámara de colada y un émbolo de colada desplazable en la cámara de colada , succionándose la fusión metálica a partir de un horno de conservación de calor , y efectuándose la dosificación de la fusión metálica mediante vacío y mediante control de una válvula de vacío , caracterizado porque, para la determinación exacta de la cantidad de dosificación de fusión metálica dentro de la cámara de colada se registra la cantidad de fusión metálica , que se encuentra dentro del horno de conservación de calor , por medio de al menos un sensor mediante determinación de valores efectivos, y se comparan los valores medidos con valores teóricos en un ordenador , y porque la instalación de evacuación y/o la válvula de vacío se regulan por medio de comparación de valores efectivos/teóricos.
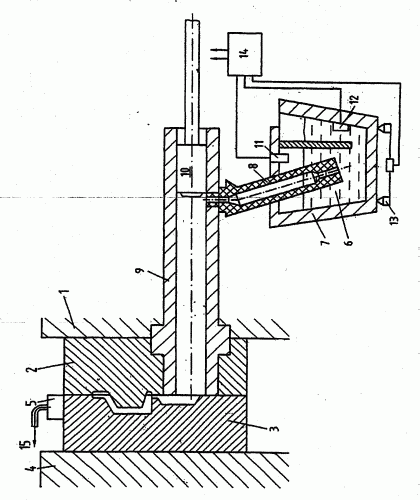
MAQUINA PARA MOLDEO A PRESION CON CAMARA CALIENTE Y PROCEDIMIENTO DE FUNCIONAMIENTO CORRESPONDIENTE.
(16/07/2005). Ver ilustración. Solicitante/s: OSKAR FRECH GMBH & CO.. Inventor/es: FINK, ROLAND.
Máquina de moldeo a presión con cámara caliente con un recipiente de colada, un émbolo de colada, un accionamiento del émbolo de colada y un dispositivo del control , a fin de introducir a presión en el molde colada metálica desde el recipiente de colada pasando por un orificio ascendente, una boquilla y un punto de inyección, caracterizado porque al accionamiento del émbolo de colada se le asigna un dispositivo de pulsación conectable adicionalmente en la fase final del proceso de llenado (tF), cuyas oscilaciones actúan sobre el eje de accionamiento del émbolo de colada.
UNIDAD DE CONTROL DE TEMPERATURA PARA MATRICES O MOLDES, PARTICULARMENTE PARA COLAR EN MATRIZ A PRESION O MOLDEAR POR INYECCION ALUMINIO Y SUS ALEACCIONES, MATERIALES PLASTICOS Y SIMILARES.
(16/06/2005) Una unidad de control de temperatura para matrices y moldes, particularmente para colar en matriz a presión o moldear por inyección aluminio y aleaciones del mismo, materiales plásticos y similares, caracterizada porque comprende un circuito de refrigeración de una matriz o molde a través del cual fluye agua presurizada, estando conectada una bomba de alimentación de agua a dicho circuito y siendo ajustable a una presión que es mayor que la presión de evaporación de agua a una temperatura de precalentamiento de dicha agua, que puede ser detectada por un primer sensor de temperatura para detectar la temperatura de dicha agua, incluyendo dicho circuito una bomba de circulación , una válvula de rebose de agua que puede ajustarse a una presión inferior a la de dicha bomba de alimentación , y una unidad de calentamiento …
PROCEDIMIENTO PARA VIGILAR EL PROCESO DE COLADA A PRESION O TIXOMOLDEO DE METALES.
(16/06/2004). Ver ilustración. Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG (ALUSUISSE TECHNOLOGY. Inventor/es: PLATA, MIROSLAW, ARNOLD, GREGOIRE, BAGNOUD, CHRISTOPH.
Procedimiento para vigilar el proceso de colada a presión o de tixomoldeo de metales en una instalación de colada a presión o de tixomoldeo que contiene una cámara de colada , un pistón de colada y un molde con una cavidad de moldeo , caracterizado porque se mide la evolución en el tiempo de la presión de prensado p(t) y se determina la velocidad v(t) del pistón de colada dependiente del tiempo, y, sobre la base de la evolución dependiente del tiempo de la presión de prensado p(t) y de la velocidad v(t) del pistón de colada, se calcula la energía E(t) aportada por el pistón de colada en función del tiempo t del proceso, así como la energía total Etot aportada por el pistón de colada durante el proceso de colada a presión o de tixomoldeo, y se emplea la energía total Etot como valor característico para vigilar el proceso de colada a presión o de tixomoldeo.
PROCEDIMIENTO DE VIGILANCIA DEL PROCESO DE FUNDICION A PRESION O TIXOMOLDEO DE METALES.
(16/11/2002). Solicitante/s: ALUSUISSE TECHNOLOGY & MANAGEMENT AG. Inventor/es: PLATA, MIROSLAW, BAGNOUD, CHRISTOPHE, WIST, JURGEN, WIHRISCH, KLAUS.
Procedimiento de vigilancia del proceso de fundición a presión o de tixomoldeo de metales en vacío en un molde, caracterizado porque se mide continuamente la evolución temporal de la temperatura (T) en al menos un sitio del sistema y se calcula en tiempo real la evolución de la temperatura del sistema por medio de un programa, y porque a partir de la evolución de la temperatura del sistema se calcula la evolución temporal del flujo de calor (W) y a partir del flujo de calor se calcula la evolución temporal de la energía (U) del sistema, así como la cantidad de calor de solidificación (UE) del metal solidificado en el molde, empleándose valores calculados en un instante establecido como valores característicos para la vigilancia.
DISPOSITIVO Y PROCEDIMIENTO PARA LA PRODUCCION DE PIEZAS FUNDIDAS A PRESION.
(16/10/2002) LA PRESENTE INVENCION TRATA DE UN DISPOSITIVO Y UN PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE MOLDEO A PRESION. PARA ELLO, EL DISPOSITIVO 10 CORRESPONDIENTE A LA INVENCION ESTA COMPUESTO POR UN MOLDE DE FUNDICION A PRESION 12 Y UN DISPOSITIVO DE ASPIRACION 16 PREVISTO PARA LA EVACUACION CONTROLADA DE UNA CAVIDAD DE MOLDEO. EL DISPOSITIVO DE ASPIRACION 16 COMPRENDE ADEMAS UN TANQUE DE VACIO 18 Y UNA TUBERIA DE ASPIRACION 20 QUE UNE EL TANQUE DE VACIO 18 Y EL MOLDE DE FUNDICION A PRESION 12. LA TUBERIA DE ASPIRACION 20 MUESTRA A SU VEZ UNA PRIMERA VALVULA 22 Y UNA SEGUNDA VALVULA 24 CONECTADA EN PARALELO RESPECTO A LA PRIMERA VALVULA 22. LAS VALVULAS 22, 24 ESTAN DISPUESTAS ADEMAS DE TAL MODO QUE SE FORMA UN ESPACIO DE REFERENCIA 26 ENTRE LAS VALVULAS. EL PROCEDIMIENTO CORRESPONDIENTE A LA INVENCION COMPRENDE LAS SIGUIENTES…
MAQUINA Y METODO DE COLADA EN MATRIZ BAJO VACIO.
(01/09/2001). Ver ilustración. Solicitante/s: ALUMINUM COMPANY OF AMERICA. Inventor/es: FIELDS, JAMES R., CHU, MEN GLEN, CISKO, LAWRENCE W., DRANE, DONALD L., ECKERT, GEORGE C., FULL, GEORGE C., HORNACK, THOMAS R., KASUN, THOMAS J., KLINGENSMITH, MARSHALL A., MCMICHAEL, JERRI F., MANZINI, RICHARD A., MILLER, JANEL M., PREMKUMAR, M.K., ROBINSON, ROBERT E., RODJOM, THOMAS J., SCOTT, GERALD D., TRUCKNER, WILLIAM G., WALLACE, ROBERT C., ZAIDI, MOHAMMAD A., PAJERSKI, A. VICTOR.
ESTA INVENCION SE REFIERE A UNA MAQUINA DE COLADA POR VACIO MEJORADA ESPECIALMENTE PARA PROCESOS DE COLADA A ALTA PRESION. CONSTA DE UNA SECCION DE MATRIZ DE LA MAQUINA , UNA CAMARA DE LLENADO QUE SE COMUNICA CON DICHA SECCION DE MATRIZ, UNA APERTURA DE ENTRADA ADYACENTE A LA CAMARA DE LLENADO, UN PISTON , VASTAGOS DEL PISTON , OBTURADORES DE LOS VASTAGOS DEL PISTON , UN ELEMENTO DE CONTROL DE LA PRESION Y UN ELEMENTO DE CIERRE QUE SE EXTIENDE DESDE LA CAMARA DE LLENADO Y FORMA UN CIERRE ESTANCO AL AIRE POR DETRAS DE DICHO PISTON.
FUNCIONAMIENTO DE UNA MAQUINA DE MOLDEAR A PRESION DE CAMARA CALIENTE Y MAQUINA DE MOLDEAR A PRESION PARA EL MISMO.
(16/06/2000). Solicitante/s: OSKAR FRECH GMBH & CO.. Inventor/es: FINK, ROLAND.
PARA MEJORAR LA OPERACION DE COMPRESION Y PARA LA ELABORACION DE PRODUCTOS MEJORES CON FUNDICIONES DE PARED DELGADA, LA INVENCION PROPONE QUE LA OPERACION DE COMPRESION SE DIVIDA EN TRES FASES Y SE CONTROLE MEDIANTE VALVULAS DE OPERACION CONTINUA ALTAMENTE DINAMICAS, QUE DISPONEN DE TIEMPOS DE CONEXION MUY CORTOS Y SON ACTUADAS MEDIANTE UN DISPOSITIVO DE CONTROL. COLOCADO EN LA MAQUINA DE FUNDICION A PRESION DE CAMARA CALIENTE PARA ESTE OBJETIVO SE DISPONE DE UN SENSOR METALICO QUE ESTA DISPUESTO EN UNA GUIA DE LIBERACION DE FUNDICION A PRESION A PARTIR DEL TALADRO ASCENDENTE EN EL RECIPIENTE DE FUNDICION DENTRO DEL MOLDE.
PROCEDIMIENTO PARA LA GENERACION DE BAJA PRESION EN UNA MAQUINA DE FUNDICION A PRESION.
(16/10/1999) SE PROPONE UN PROCESO PARA LA OBTENCION DE VACIO PARCIAL EN UNA MAQUINA DE COLADA A PRESION EN EL VACIO, EN EL CUAL EL VACIO QUE SE APLICA AL MOLDE SE PUEDE SOMETER A UNA REGULACION DURANTE EL PROCESO DE COLADA. DE ACUERDO CON LA INVENCION SE REGULA EL VACIO APLICADO POR MEDIO DE LA VALVULA DE VACIO MEDIANTE LA VALVULA DE CONEXION DE TAL FORMA EN SU CURSO DE PRESION, QUE SE REGULA LA PRESION EN EL HUECO DEL MOLDE , EN LA CAMARA DE COLADA Y EN EL TUBO DE ASPIRACION SEGUN UNA DETERMINADA FUNCION AJUSTABLE POR UNIDAD DE TIEMPO. PARA ELLO ESTA PREVISTO UN ORDENADOR QUE ABARCA LOS PARAMETROS MAS DIFERENTES. ASI, POR EJEMPLO, SE REGISTRA LA SUBPRESION EN LA ZONA DE LA VALVULA DE VACIO POR MEDIO DE UNA TUBERIA DE MEDICION ADICIONAL…
MAQUINA DE FUNDICION DE INYECCION O DE FUNDICION A PRESION.
(16/04/1999). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING., FREY, ROLF.
SE PROPONE UNA MAQUINA DE FUNDICION DE INYECCION O FUNDICION A PRESION, EN DONDE PARA EL RECONOCIMIENTO DEL FRENTE DE COLADA POR MEDIO DE UN PROCEDIMIENTO PERTENECIENTE SE HA PREVISTO UN EQUIPO DE SENSOR DENTRO DEL MOLDE DE FUNDICION A PRESION. UN EQUIPO DE SENSORES DE ESTE TIPO ABARCA UN CANAL DE MEDIDA DE FORMA TRANSVERSAL CON RESPECTO A LA DIRECCION DE TRANSPORTE DE LA COLADA DENTRO DE LA PIEZA FUNDIDA DEL MOLDE DE FUNDICION A PRESION, QUE SE CIERRA POR MEDIO DEL FRENTE DE COLADA Y DISPARA UNA SEÑAL DE CONEXION CORRESPONDIENTE.
PROCEDIMIENTO Y EQUIPO PARA MOLDEO DE METAL A PRESION.
(01/03/1999). Solicitante/s: ALUMINUM COMPANY OF AMERICA. Inventor/es: FIELDS, JAMES R., CISKO, LAWRENCE W., FULL, GEORGE C., HORNACK, THOMAS R., KASUN, THOMAS J., KLINGENSMITH, MARSHALL A., MCMICHAEL, JERRI F., MANZINI, RICHARD A., MILLER, JANEL M., PREMKUMAR, M.K., ROBINSON, ROBERT E., RODJOM, THOMAS J., SCOTT, GERALD D., TRUCKNER, WILLIAM G., WALLACE, ROBERT C., PAJERSKI, A. VICTOR, CHU, MEN, GLENN, DRANE, DONALE, L., ECKERT, C., EDWARD 260 LYNN ANN DRIVE.
LA INVENCION PROPORCIONA PROCESOS, EQUIPOS Y PRODUCTOS DE FUNDIDO A PRESION. LA INVENCION ES ESPECIALMENTE VENTAJOSA PARA EL FUNDIDO A PRESION, ESPECIALMENTE PARA EL FUNDIDO A PRESION POR VACIO. EL EQUIPO INCLUYE UNA MAQUINA HORIZONTAL DE FUNDIDO A PRESION, UNA PLACA DE SUJECCION FIJA , UNA MITAD DE MOLDE FIJA , UNA MITAD DE MOLDE MOVIL , UN PISTON , UN TUBO DE SUCCION PARA EL SUMINISTRO DE METAL FUNDIDO, UN HORNO DE CONSERVACION , UNA CAMARA DE LLENADO , UNA LINEA DE VACIO PARA ELIMINAR LOS GASES ACCIONADA POR UNA VALVULA A TRAVES DEL EQUIPO DE CONTROL.
(01/08/1998). Solicitante/s: OSKAR FRECH GMBH & CO.. Inventor/es: FINK, ROLAND.
LA INVENCION SE REFIERE A UN AGREGADO DE PRENSADO PARA MAQUINA FUNDIDORA A PRESION TRABAJANDO COMO SISTEMA DE PRENSADO DE MULTIPLES FASES ACCIONADA HIDRAULICAMENTE, PARA EJERCER EN FASES DIFERENTES DEL PROCESO DE COLADA UNA PRESION DIFERENTE SOBRE EL MATERIAL FUNDIDO. EL EMBOLO DE FUNDICION DE UN AGREGADO PRENSADOR DE ACUERDO CON LA INVENCION SE ACCIONA A TRAVES AL MENOS DE UN ELECTROMOTOR. EL ACCIONAMIENTO SE CONSIGUE DE FORMA VENTAJOSA POR MEDIO DE UN SERVOMOTOR DE MULTIPLES ETAPAS, QUE ACTUA CONJUNTAMENTE CON UN HUSILLO DE RODILLOS MULTIPLES.
DISPOSITIVO PARA LA MEDIDA DE LA FUERZA DE CIERRE Y DE MANTENIMIENTO DE LA POSICION CERRADA EN MAQUINAS DE FUNDICION A PRESION.
(01/03/1998). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING..
SE PROPONE UN SISTEMA DE SUPERVISION Y MEDIDA PARA EL REGISTRO DE LA FUERZA DE MANTENIMIENTO DE LA POSICION DE CERRADO, DE LA FUERZA DE COLUMNA Y/O DE LA FUERZA DE FUNDICION EN MAQUINAS DE FUNDICION A PRESION, EN LAS QUE SE INTRODUCEN TACOS DE MEDICION MEDIANTE SU APLICACION EN PERFORACIONES TRANSVERSALES EN LAS TRAVERSAS . LAS FUERZAS QUE APARECEN EN LAS COLUMNAS DE LA UNIDAD DE CIERRE DEL MOLDE O DE LAS BARRAS SOPORTE SON TRANSMITIDAS POR MEDIO DE TUERCAS DE COLUMNA LATERALES EXTREMAS SOBRE UNA SUPERFICIE TOPE Y DE AQUI SON TRANSMITIDAS COMO TENSIONES DE PRESION SOBRE LOS TACOS DE MEDICION.
PROCEDIMIENTO PARA LA DETERMINACION DE LOS PARAMETROS OPTIMOS DE UN PROCESO DE FUNDICION, EN PARTICULAR EN MAQUINA DE FUNDICION A PRESION.
(16/01/1998). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: FREY, ROLF.
SE PROPONE UN PROCEDIMIENTO PARA LA DETERMINACION DE LOS VALORES DE PARAMETROS OPTIMOS DE UN PROCESO DE FUNDICION EN PARTICULAR EN UNA MAQUINA DE FUNDICION A PRESION O SIMILAR, EN DONDE LOS CONJUNTOS DE DATOS CONOCIDOS SE ELABORAN CON PARAMETROS INDIVIDUALES EN UN PROGRAMA DE OPTIMIZACION DE TAL MODO, QUE EL CONJUNTO DE DATOS INDIVIDUALES SE REALIZA DE FORMA AUTOMATICA SIN PARADA DE LA MAQUINA. EN UN CONTROL DE CALIDAD AUTOMATICO DE LA PARTE DE MUESTRA ELABORADA REALIZADO A CONTINUACION SE ELABORAN EL CONJUNTO DE DATOS CON VALORES DE PARAMETROS OPTIMOS PARA FABRICACION EN SERIE.
METODO Y DISPOSITIVO PARA EL CONTROL DEL PROCESO DE UNA MAQUINA DE MOLDEAR A PRESION.
(01/08/1997). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, DR. ING., FREY, ROLF, ING. , REINHARDT, ALBERT, ING. , LUTZ, WOLFGANG, DIPL.-ING.
SE PROPONE UN METODO, ASI COMO UN DISPOSITIVO PARA LA REALIZACION DEL METODO, PARA EL CONTROL DEL PROCESO DE UNA MAQUINA DE MOLDEAR A PRESION, QUE SE COMPONE DE UN JUEGO DE COLADA Y DE UN ACCIONAMIENTO DE COLADA . PARA REGULAR LOS MOVIMIENTOS TANTO DEL PISTON DE PRESION O DEL PISTON DE ACCIONAMIENTO EN EL CILINDRO DE PRESION , COMO TAMBIEN DEL PISTON MULTIPLICADOR EN EL DISPOSITIVO MULTIPLICADOR EN CADA FASE DEL PROCESO DE COLADA, ESTAN PREVISTOS DISPOSITIVOS DE MEDIDAS SIN ESCALONAMIENTOS DEL RECORRIDO/VELOCIDAD, PARA LA DETERMINACION DE LA POSICION O DE LOS MOVIMIENTOS, COMO TAMBIEN VALVULAS SERVO-PROPORCIONALES HASTA REGULABLES RAPIDAMENTE, PARA LA REGULACION DEL MOVIMIENTO, TANTO DEL PISTON DE PRESION COMO DEL PISTON MULTIPLICDOR.
PROCEDIMIENTO PARA LA REGULACION DE PARAMETROS DE FUNDICION EN UNA MAQUINA FUNDIDORA A PRESION.
(16/04/1995). Solicitante/s: MASCHINENFABRIK MULLER-WEINGARTEN AG. Inventor/es: STUMMER, FRIEDRICH, LUTZ, WOLFGANG.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA REGULACION DE LOS PARAMETROS DE FUNDICION EN LA FASE DE PRERRELLENADO, RELLENADO DE MOLDE Y/O FASE DE PRESION POSTERIOR DEL PROCESO DE FUNDICION EN UNA MAQUINA DE FUNDICION A PRESION DE CAMARA FRIA, SIENDO CONTROLADAS LAS FASES DE FUNDICION COMO UNA FUNCION DEL DESPLAZAMIENTO DE UN PISTON, QUE PUEDE SER DESPLAZADO LONGITUDINALMENTE DENTRO DE LA CAMARA DE FUNDICION, EN CONJUNCION CON LA CANTIDAD DE METAL FUNDIDO INTRODUCIDO. PARA ASEGURAR UN CONTROL PRECISO DE LOS PARAMETROS DE FUNDICION MAS DIVERSOS DURANTE LA FASE DE PRERRELLENADO, RELLENADO EN MOLDE O FASE DE PRESION POSTERIOR DEL PROCESO DE FUNDICION, LA CANTIDAD EXACTA DE METAL FUNDIDO PRESENTE EN LA CAMARA DE FUNDICION ESTA DETERMINADA SIN CONTACTO POR MEDIO DE UN DISPOSITIVO DE MEDICION OPTICA, SIENDO PROCESADA SU SEÑAL EN UN DISPOSITIVO DE CONTROL.
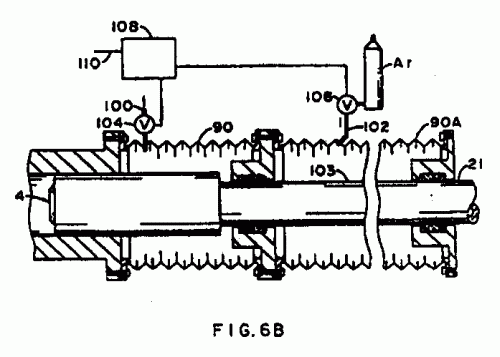
PERFECCIONAMIENTOS EN LOS GRUPOS DE INYECCION PARA MAQUINAS DE MOLDEO CON FUSION A PRESION.
(01/04/1982). Solicitante/s: ITALPRESSE S.P.A.
GRUPO DE INYECCION PARA MAQUINAS DE MOLDEO CON FUSION A PRESION. COMPRENDE UN CILINDRO DE INYECCION , QUE ALOJA EN FORMA DESLIZANTE A UN PISTON , MEDIOS VALVULARES APTOS PARA PONER SECUENCIALMENTE EN COMUNICACION CON DICHO CILINDRO DE INYECCION, PRIMERO, UNA BOMBA DE ALIMENTACION DE ACEITE PARA UNA PRIMERA FASE DE AVANCE LENTO DEL PISTON DE INYECCION Y DESPUES UN ACUMULADOR DE ACEITE PARA UNA SEGUNDA FASE DE AVANCE RAPIDO Y MEDIOS MULTIPLICADORES DE PRESION PARA APLICAR SUCESIVAMENTE AL PISTON UNA MAYOR PRESION DE ACEITE PARA UNA TERCERA BREVE FASE DE AVANCE DEL PISTON A PRESION ELEVADA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA DETERMINACION DEL MOMENTO DE CONMUTACION DE LA PRESION DE INYECCION A LA PRESION POSPOSTERIOR EN LAS MAQUINAS DE FUNDICION INYECTADA.
(01/01/1977). Solicitante/s: KLOCKNER-WERKE,AG..
Resumen no disponible.
MAQUINA PARA FUNDICION A PRESION.
(16/10/1976). Solicitante/s: GEBRUDER BUHLER AG..
Resumen no disponible.
PROCEDIMIENTO PARA LA FUNDICION A PRESION.
(16/10/1976). Solicitante/s: GEBRUDER BUHLER AG..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}