CIP-2021 : B21K 1/16 : de elementos para el acoplamiento de tubos.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/16[2] › de elementos para el acoplamiento de tubos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/16 · · de elementos para el acoplamiento de tubos.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para fabricar un cañón con carcasa que se une de manera integral.
(13/01/2016). Ver ilustración. Solicitante/s: Steyr Mannlicher GmbH. Inventor/es: PICHLER,Harald.
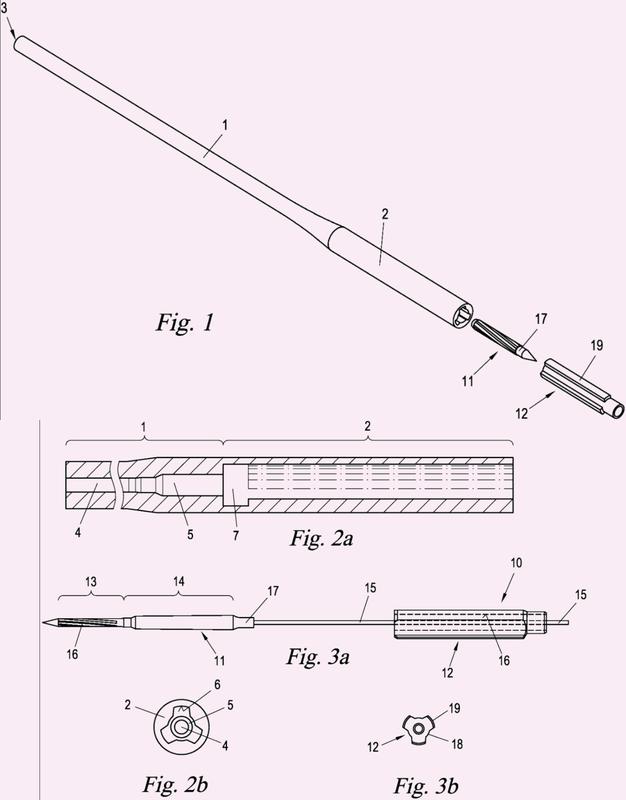
Procedimiento para fabricar un cañón con carcasa integralmente formada para al menos una cabeza de culata, con las etapas:
facilitar una pieza en bruto cilíndrica con un taladro pasante que corresponde al diámetro de cabeza de culata;
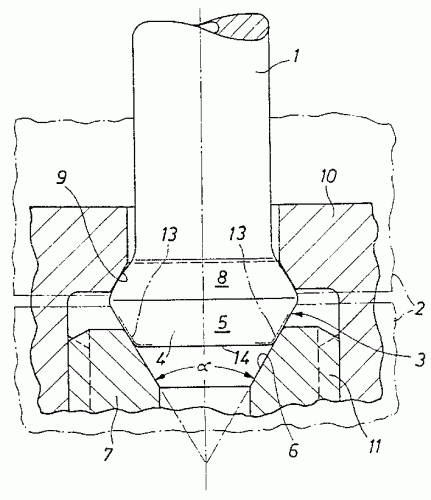
martillar una primera sección longitudinal (20') de la pieza en bruto sobre una parte de un primer mandril de martillado que corresponde al perfil interior de cañón, mientras este se guía a través del taladro pasante ; y
martillar una segunda sección longitudinal (20") de la pieza en bruto sobre un segundo mandril de martillado que corresponde al perfil interior de carcasa, mientras este está introducido en el taladro pasante.
PDF original: ES-2608809_T3.pdf
Método de fabricación de uniones de tuberías listas para su instalación.
(03/06/2013) Un método de fabricación de un acoplamiento de tubería listo para instalación para la unión de elementos detubería en una relación de extremo con extremo, comprendiendo dicho método:
el suministro de una pluralidad de segmentos teniendo cada uno de dichos segmentos un par desuperficies de contacto que comprenden superficies en arco adaptadas para una interfaz con lassuperficies exteriores de dichos elementos de tubería , estando dichas superficies de contacto enuna relación de separación de lado a lado, abarcando dichos segmentos un ángulo inicial medidosobre dichas superficies en arco;
la deformación de cada uno de dichos segmentos en una forma deformada abarcando un ángulo final medido en dichas superficies…
TUBERIA DE INYECCION DE COMBUSTIBLE CON BOQUILLA DE INYECCION RECALDADA, ASI COMO PROCEDIMIENTO PARA SU FABRICACION.
(01/01/1990). Ver ilustración. Solicitante/s: GUIDO, JURGEN. Inventor/es: GUIDO, JURGEN, BINZER, NORBERT.
TUBERIA DE INYECCION DE COMBUSTIBLE CON BOQUILLA DE INYECCION RECALCADA, ASI COMO PROCEDIMIENTO PARA SU FABRICACION. LA TUBERIA PRESENTA EN AL MENOS UNO DE SUS EXTREMOS UNA BOQUILLA DE PRESION RECALCADA CON UN CONO DE OBTURACION , QUE SIRVE PARA CERRAR HERMETICAMENTE EN UNA SUPERFICIE CONICA CONCAVA , DE UNA PIEZA OPUESTA , Y CUYA SUPERFICIE DE APOYO TRASERA, APOYA EN UNA SUPERFICIE CONICA CONCAVA DE UNA TUERCA DE RACOR . LA TUBERIA DE INYECCION ESTA CONSTITUIDA POR UN TUBO DE ACERO ENDURECIDO POR DEFORMACION EN FRIO. LA BOQUILLA DE PRESION SE RECALCA EN ESTE TUBO DE ACERO ENDURECIDO POR DEFORMACION EN FRIO Y A CONTINUACION SE RECUECE INDUCTIVAMENTE EN SU ZONA DE MATERIAL QUE SE ENCUENTRA EN LA REGION DE LA SUPERFICIE DE CONTACTO DE SU CONO DE OBTURACION EN LA SUPERFICIE CONICA CONCAVA DE LA PIEZA OPUESTA. SE CONSIGUEN COSTES DE FABRICACION MENORES Y SE CONSERVA LA RESISTENCIA AL DESGASTE DE LAS SUPERFICIES SOLICITADAS.
{kind=link}
{kind=link}