Método de fabricación de uniones de tuberías listas para su instalación.
Un método de fabricación de un acoplamiento de tubería listo para instalación para la unión de elementos detubería (54,
56) en una relación de extremo con extremo, comprendiendo dicho método:
el suministro de una pluralidad de segmentos (16) teniendo cada uno de dichos segmentos (16) un par desuperficies de contacto (40) que comprenden superficies en arco (40) adaptadas para una interfaz con lassuperficies exteriores de dichos elementos de tubería (54, 56), estando dichas superficies de contacto (40) enuna relación de separación de lado a lado, abarcando dichos segmentos (16) un ángulo inicial (22) medidosobre dichas superficies (40) en arco;
la deformación de cada uno de dichos segmentos (16) en una forma deformada abarcando un ángulo final (30)medido en dichas superficies en arco (40), en el que dicho ángulo final (30) es menor que dicho ángulo inicial(22), manteniendo dichos segmentos (16) dicha forma deformada, en el que
los segmentos deformados (16) se fijan entre sí mediante el uso de fijaciones ajustables que pueden apretarsey se mantienen en una relación de separación para proporcionar un acoplamiento listo para instalaciónpreviamente montado, configurado para permitir que los elementos de tubería (54, 56) se inserten sindesmontarlo.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2009/035865.
Solicitante: VICTAULIC COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 4901 KESSLERSVILLE ROAD EASTON, PA 18040 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DOLE, DOUGLAS R., GIBB,JOHN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › de tubos con tubos; de tubos con barras.
- B21D53/36 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de bridas, pinzas o dispositivos similares de unión o fijación, p. ej. para instalaciones eléctricas.
- B21K1/16 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de elementos para el acoplamiento de tubos.
PDF original: ES-2405824_T3.pdf
Fragmento de la descripción:
Método de fabricación de uniones de tuberías listas para su instalación
Campo de la invención Esta invención se refiere a un método de fabricación de uniones de tuberías mecánicas que están listas para ser instaladas sin necesidad de desmontaje y nuevo montaje.
Antecedentes de la invención Los acoplamientos mecánicos para unión de elementos de tubería extremo con extremo comprenden segmentos que pueden interconectarse que se pueden situar de modo circunferencial rodeando las partes extremas de elementos de tubería alineados coaxialmente. La expresión “elemento de tubería” se usa en la presente memoria para describir cualquier artículo o componente de tipo tubería que tenga una forma similar a una tubería. Los elementos de tubería incluyen tuberías en bruto, accesorios de tuberías tales como codos, casquetes, ramificaciones en T, así como componentes de control del fluido tales como válvulas, reductores, filtros, estranguladores, reguladores de presión y otros similares.
Cada segmento de acoplamiento mecánico comprende una carcasa que tiene superficies en arco que se proyectan radialmente hacia el interior desde la carcasa y que se acoplan a las superficies exteriores de los elementos de tubería a ser unidos. Tales elementos de tubería incluyen configuraciones de extremo plano, acanalado, rebordeado así como con tope. El acoplamiento entre las superficies en arco y los elementos de tubería proporciona una limitación mecánica a la unión y asegura que los elementos de tubería permanecen acoplados incluso bajo elevadas presión interna y fuerzas externas. Las carcasas definen un canal anular entre las superficies en arco que recibe una junta de sellado, típicamente un anillo elastomérico, que se acopla con los extremos de cada elemento de tubería y coopera con los segmentos para proporcionar un sellado estanco a fluidos. Los segmentos tienen elementos de conexión, típicamente en la forma de lóbulos que se proyectan hacia el exterior desde las carcasas. Los lóbulos se adaptan para recibir fijaciones, tales como tuercas y tornillos, que se pueden apretar de modo ajustable para arrastrar los elementos entre sí.
Para asegurar un buen encaje entre los acoplamientos y los elementos de tubería, las superficies en arco de los acoplamientos de la técnica anterior tienen un radio curvatura que se ajusta sustancialmente al radio de curvatura de la superficie exterior del elemento de tubería que se pretende acoplar. Para los acoplamientos usados con elementos de tubería acanalados, el radio de curvatura de las superficies en arco es más pequeño que el radio de curvatura de las superficies exteriores de los elementos de tubería exteriores a las ranuras de modo que las superficies en arco se ajusten con, y encajen en, las ranuras apropiadamente. Para acoplamientos usados con elementos de tubería a tope o rebordeados, el radio de curvatura se dimensiona para acoplarse a la superficie exterior de la tubería adyacente al borde o tope.
La relación geométrica entre las superficies en arco de los acoplamientos y las superficies exteriores de los elementos de tubería en los acoplamientos de la técnica anterior dan como resultado un proceso de instalación que consume tiempo cuando se usan acoplamientos mecánicos. Típicamente, los acoplamientos son recibidos por el técnico con los segmentos atornillados juntos y el sello anular encerrado dentro de los canales de los segmentos. El técnico primero desmonta el acoplamiento mediante su desatornillado, retira el anillo de sellado, lo lubrica (si no está previamente lubricado) y lo coloca alrededor de los extremos de los elementos de tubería a ser unidos. La instalación del sello anular requiere que sea lubricado y frecuentemente estirado para alojar los elementos de tubería, una tarea frecuentemente complicada, dado que la lubricación hace difícil la manipulación del sello. Con el sello anular en su sitio en ambos elementos de tubería, se colocan entonces los segmentos uno cada vez fresando los extremos de los elementos de tubería y agarrando el sello anular entre ellos. Durante la colocación, los segmentos se acoplan al sellado, las superficies en arco se alinean con las ranuras, rebordes o topes (cuando están presentes) , se insertan los pernos a través de los lóbulos, se roscan las tuercas sobre los pernos y se aprietan, arrastrando los segmentos de acoplamiento entre sí, comprimiendo el sellado y acoplando las superficies en arco dentro de las ranuras.
Como es evidente a partir de la descripción anterior, la instalación de acoplamientos de tubería mecánicos de acuerdo con la técnica anterior requiere que el técnico maneje típicamente al menos siete piezas individuales (y más cuando los acoplamientos tienen más de dos segmentos) y debe desmontar totalmente y volver a montar el acoplamiento. Se ahorraría un tiempo, esfuerzo y gasto significativo si el técnico pudiera instalar el acoplamiento de tubería mecánico sin desmontarlo primero totalmente y volverlo montar, pieza a pieza.
Se conoce un método de fabricación de un acoplamiento para la unión de elementos de tubería en una relación extremo con extremo, por el documento US 5 390 523 A.
El documento US 2008/0007061 A1 describe un acoplamiento de tubería conocido.
Sumario de la invención La invención lleva a un método de fabricación de un acoplamiento de tubería para la unión de elementos de tubería juntos en una relación extremo con extremo definida por las características de la reivindicación 1. Un acoplamiento de tubería listo para su instalación de acuerdo con la invención llega al lugar de trabajo montado previamente y se configura para permitir que los elementos de tubería se inserten sin desmontarlo.
En una realización particular, la deformación de los segmentos puede comprender:
(a) el suministro de una herramienta que tenga al menos una superficie que pueda acoplarse con cada uno de los segmentos;
(b) el acoplamiento de cada uno de los segmentos con la herramienta; y
(c) forzar a cada uno de los segmentos entre sí y contra a la herramienta de modo que cada uno de los segmentos se deforme para abarcar el ángulo final y/o tener el radio de curvatura final cuando los elementos se retiran de la herramienta.
En otra realización del método, la deformación de los elementos comprende el curvado efectuado mediante:
(a) el soporte de cada uno de los elementos en dos puntos de soporte en una relación de separación longitudinal a lo largo de cada uno de los segmentos; y
(b) la aplicación de una fuerza transversalmente a cada uno de los segmentos en un punto situado entre los dos puntos de soporte.
El método comprende además el montaje del acoplamiento listo para su instalación mediante la unión de al menos dos de los elementos en una relación extremo con extremo de modo que las superficies de contacto estén en una relación de enfrentamiento rodeando un espacio central. Preferiblemente, los segmentos se mantienen en una relación de separación después de la unión. Se puede colocar un sello con forma de anillo entre los segmentos. El sello tiene una superficie exterior que soporta los elementos y los mantiene en la relación de separación deseada.
Preferiblemente, los ángulos inicial y final y el radio de curvatura se miden en las superficies de contacto, que tienen preferiblemente una forma en arco.
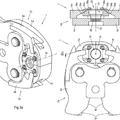
Breve descripción de los dibujos La Figura 1 es un diagrama de flujo que ilustra un método de fabricación de un acoplamiento listo para instalación de acuerdo con la invención; las Figuras 2-4 y 2A-4A son ilustraciones esquemáticas que representan una realización de un método de fabricación de un acoplamiento listo para instalación acuerdo con la invención; las Figuras 5-9 son ilustraciones esquemáticas que representan otra realización de un método de fabricación de un acoplamiento listo para instalación de acuerdo con la invención; la Figura 10 es un diagrama de flujo que ilustra otro método de fabricación de un acoplamiento listo para instalación de acuerdo con la invención; las Figuras 11 y 12 muestran un segmento de acoplamiento de tubería deformado de acuerdo con el método descrito en la Figura 10; la Figura 13 es una vista desde el extremo, en sección parcial, de un acoplamiento listo para instalación; y las Figuras 14-17 muestran el montaje de una junta usando un acoplamiento listo para instalación.
Descripción detallada de las realizaciones La Figura 1 es un diagrama de flujo que ilustra un método de fabricación de un acoplamiento de tubería listo para instalación de acuerdo con la invención. Como se ve en el cuadro 10, se proporcionan una pluralidad de segmentos. Los segmentos se funden... [Seguir leyendo]
Reivindicaciones:
1. Un método de fabricación de un acoplamiento de tubería listo para instalación para la unión de elementos de tubería (54, 56) en una relación de extremo con extremo, comprendiendo dicho método:
el suministro de una pluralidad de segmentos (16) teniendo cada uno de dichos segmentos (16) un par de superficies de contacto (40) que comprenden superficies en arco (40) adaptadas para una interfaz con las superficies exteriores de dichos elementos de tubería (54, 56) , estando dichas superficies de contacto (40) en una relación de separación de lado a lado, abarcando dichos segmentos (16) un ángulo inicial (22) medido sobre dichas superficies (40) en arco; la deformación de cada uno de dichos segmentos (16) en una forma deformada abarcando un ángulo final (30) medido en dichas superficies en arco (40) , en el que dicho ángulo final (30) es menor que dicho ángulo inicial (22) , manteniendo dichos segmentos (16) dicha forma deformada, en el que los segmentos deformados (16) se fijan entre sí mediante el uso de fijaciones ajustables que pueden apretarse y se mantienen en una relación de separación para proporcionar un acoplamiento listo para instalación previamente montado, configurado para permitir que los elementos de tubería (54, 56) se inserten sin desmontarlo.
2. Un método de acuerdo con la Reivindicación 1, en el que dicho ángulo inicial (22) es de aproximadamente 180º, preferiblemente dicho ángulo final (30) está entre aproximadamente 170º y aproximadamente 178º.
3. Un método de acuerdo con la Reivindicación 1, en el que dicho ángulo inicial (22) es de aproximadamente 120º, preferiblemente dicho ángulo final (30) está entre aproximadamente 112º y aproximadamente 119º.
4. Un método de acuerdo con la Reivindicación 1, en el que dichas superficies de contacto (40) de cada uno de dichos segmentos (16) tiene un primer y un segundo extremos (41, 43) dispuestos en oposición y situados a una distancia (45) de separación entre sí; y cada uno de dichos segmentos (16) se deforma hacia una forma deformada en la que dicho primer y segundo segmentos (41, 43) de dichas superficies de contacto (40) se sitúan a una distancia final (47) de separación entre sí, siendo dicha distancia final (47) mayor que dicha distancia inicial (45) , manteniendo dichos segmentos (16) su forma deformada.
5. Un método de acuerdo con la Reivindicación 4, en el que dicha distancia final (47) es entre aproximadamente el 5% y aproximadamente el 10% mayor que dicha distancia inicial (45) .
6. Un método de acuerdo con la Reivindicación 1 ó 4, en el que dicha deformación comprende:
el suministro de una herramienta (18) que tiene al menos una superficie que puede acoplarse con cada uno de dichos elementos (16) , acoplándose cada uno de dichos elementos (16) con dicha herramienta (18) , y forzando cada uno de dichos elementos (16) y dicha herramienta (18) unos contra la otra de modo que cada uno de dichos elementos (16) se deforme para abarcar dicho ángulo final (30) cuando dichos segmentos (16) se retiran de dicha herramienta (18) ; o el soporte de cada uno de dichos segmentos (16) en dos puntos de soporte (32, 34) en una relación de separación longitudinal a lo largo de cada uno de dichos segmentos (16) , y la aplicación de una fuerza transversalmente a cada uno de dichos segmentos (16) en un punto situado entre dichos dos puntos de soporte (32, 34) .
7. Un método de acuerdo con la Reivindicación 1 ó 4, en el que dicha deformación comprende:
la aplicación de fuerzas de tracción (17) a los extremos opuestos de dichos segmentos (16) ; o la aplicación de una fuerza de expansión (19) hacia el exterior entre los extremos de cada uno de dichos segmentos (16) .
8. Un método de acuerdo con la Reivindicación 1, que comprende adicionalmente la unión de al menos dos de dichos segmentos (16) en una relación de extremo con extremo de modo que dichas superficies de contacto (40) estén en una relación de enfrentamiento y rodeando un espacio central.
9. Un método de acuerdo con la Reivindicación 1, que comprende además la unión de al menos de dos de dichos segmentos (16) en una relación de extremo con extremo de modo que dichas superficies de contacto (40) estén en una relación de enfrentamiento y rodeando un espacio central, y el mantenimiento de dichos segmentos (16) en una relación de separación después de la unión de dichos segmentos (16) ; preferiblemente comprendiendo adicionalmente la colocación de un sellado de forma anular (48) entre dichos segmentos (16) , teniendo dicho sellado
(48) una superficie exterior de soporte de dichos segmentos (16) y manteniéndose en dicha relación de separación.
10. Un método de acuerdo con la reivindicación 1, en el que cada uno de dichos segmentos (16) tiene un par de superficies de contacto (40) en arco adaptadas para una interfaz con las superficies exteriores de dichos elementos de tubería (54, 56) , estando dichas superficies de contacto (40) en arco separadas en una relación lado con lado, teniendo dichas superficies de contacto (40) en arco un radio de curvatura inicial (24) ; y deformándose cada uno de dichos segmentos (16) hacia una forma deformada en la que dichas superficies de contacto (40) en arco tienen un radio de curvatura (28) final, siendo dicho radio de curvatura (28) final mayor que dicho radio de curvatura (24) inicial, manteniendo dichos segmentos (16) dicha forma deformada.
11. Un método de acuerdo con la reivindicación 10, en el que dicho radio de curvatura (28) final es entre aproximadamente el 5% y aproximadamente el 10% mayor que dicho radio de curvatura (24) inicial.
12. Un método de acuerdo con la reivindicación 4, que comprende adicionalmente la unión de dichos segmentos (16) en una relación de extremo con extremo de modo que dichas superficies de contacto (40) estén en una relación de enfrentamiento rodeando un espacio central.
13. Un método de acuerdo con la reivindicación 12, que comprende adicionalmente la unión de dichos segmentos 15 (16) usando fijaciones ajustables que pueden apretarse (44, 46) .
14. Un método de acuerdo con la reivindicación 12, que comprende adicionalmente la colocación de un sellado (48) con forma de anillo entre dichos segmentos (16) del acoplamiento listo para instalación previamente montado, teniendo dicho sellado (48) una superficie exterior que soporta dichos elementos (16) y los mantiene en dicha relación de separación.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Instalación de manufactura para compresión de conducciones, del 8 de Enero de 2020, de HENN GMBH & CO.KG: Instalación de manufactura para conectar un conducto para medios líquidos o gaseosos a un conector macho , comprendiendo la […]
Método para unir al menos dos partes de pieza de trabajo metálicas una a la otra por medio de un método de soldadura por explosión, del 4 de Diciembre de 2019, de VolkerWessels Intellectuele Eigendom B.V: Método para unir al menos dos partes de pieza de trabajo metálicas de una composición metálica que difiere una de la otra por medio de soldadura […]
Método para la producción de productos de acero revestido, del 17 de Julio de 2019, de Cladinox International Limited: Un lingote que incluye un miembro de revestimiento compuesto por una aleación seleccionado del grupo que comprende acero inoxidable, aleaciones de níquel-cromo, […]
Productos metálicos resistentes a la corrosión, del 12 de Junio de 2019, de Cladinox International Limited: Una palanquilla (B1-B23) que comprende un cuerpo (C, 110, 110a, 122, 62) de acero, un miembro de revestimiento (J) que está compuesto por una aleación seleccionada […]
Procedimiento y aparato para la fabricación de un elemento de tubería con superficie de apoyo, ranura y reborde, del 10 de Junio de 2019, de VICTAULIC COMPANY: Dispositivo para formar los extremos de un elemento de tubería, dispositivo que comprende un primer rodillo y un segundo rodillo para […]
Procedimiento para conectar un tubo, para medios líquidos o gaseosos, con un conector de enchufe, del 22 de Mayo de 2019, de HENN GMBH & CO.KG: Procedimiento para conectar un tubo , para medos líquidos o gaseosos, con un conector de enchufe , donde un primer segmento de revestimiento del conector […]