CIP-2021 : B29C 45/57 : ejerciendo una presión ulterior sobre el material para moldear.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/57[3] › ejerciendo una presión ulterior sobre el material para moldear.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/57 · · · ejerciendo una presión ulterior sobre el material para moldear.
CIP2021: Invenciones publicadas en esta sección.
Método de moldeo por inyección.
(07/08/2019) Un método de moldeo por inyección de un artículo , incluyendo el método los pasos de:
(a) proporcionar un molde de inyección incluyendo partes de molde primera y segunda , y teniendo al menos una porción móvil de una de las partes de molde primera y segunda ;
(b) disponer las partes de molde primera y segunda en una configuración completamente cerrada con el fin de definir una cavidad de molde entremedio para moldear un artículo , definiendo en la configuración completamente cerrada las partes de molde primera y segunda una superficie exterior de cavidad que define la forma exterior del artículo a moldearse en la cavidad de molde ;
(c) inyectar material fundido…
Método y dispositivo para inyectar una resina en por lo menos una capa de fibras de un producto reforzado con fibras a fabricar.
(03/06/2015) Un dispositivo para inyectar una resina en por lo menos una capa de fibras de un producto hueco reforzado con fibras a fabricar, que comprende un molde que tiene una cavidad de molde que está circundada por una pared de molde para un contacto a tope del producto contra la misma en el estado cerrado del molde, en el que una parte rígida de la pared de molde es movible con respecto a otra parte de la pared de molde en el estado cerrado del molde para asegurar un contacto a tope continuado de la parte movible de la pared de molde con el producto cuando la contracción de la resina causada por el curado de la misma tiene lugar con posterioridad al proceso de inyección,
caracterizado por que el molde comprende…
Empuñadura con revestimiento natural y procedimiento.
(19/02/2014) La presente invención consiste en una empuñadura con revestimiento natural y procedimiento.
Empuñadura , constituida, por un soporte funcional y un revestimiento natural solidarios, mediante un plástico de relleno , inyectado a través de unos orificios , que dispone el tabique , de la pieza funcional , inyectado a alta presión, cogiendo el revestimiento natural la forma que se determina en la cavidad , del molde de inyección en el que se encuentra introducido. Todo ello haciendo uso de un procedimiento de fabricación, que en varias fases realiza el conjunto del inserto bimateria y con la consiguiente inyección del plástico de relleno a alta presión, da lugar a la empuñadura…
MAQUINA DE MOLDEO CON INYECCION DE GAS.
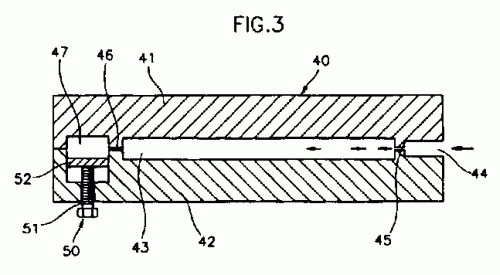
(01/05/2001). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: LEE,JAI-KWON.
Máquina de moldeo con inyección de gas. Una máquina de moldeo con inyección de gas provista de una cavidad auxiliar formada en un costado de una cavidad para permitir que la resina fundida sea nebulizada y expulsada de la cavidad al inyectar gas a través de una puerta, teniendo la cavidad auxiliar un medio de control para cambiar libremente un área de la misma con el fin de alojar la resina a nebulizar durante la inyección del gas, evitándose así la formación de defectos en la superficie externa del producto moldeado y evitándose el inconveniente que suponen los acabados adicionales del producto moldeado después de la inyección del gas. Figura 3.
PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS DE FORMA COMPLEJA DE MATERIAL ELASTOMERICO.
(01/06/1998). Solicitante/s: RFT S.P.A.. Inventor/es: CARRARA, MAURO, CIOLFI, GIANGAETANO.
SE PRESENTA UN PROCESO DE INYECCION-COMPRESION PARA FORMAR ARTICULOS POLIMERIZABLES DE UN MATERIAL ELASTOMERICO, EL PROCESO INCLUYE: UNA ETAPA DE INYECCION EN LA QUE LA MITAD DEL FONDO DE UN MOLDE SE INYECTA MEDIANTE UNA BOQUILLA CON UNA CANTIDAD DE MATERIAL ELASTOMERICO FLUIDO DE UN VOLUMEN, A UNA PRESION DE INYECCION, MAYOR QUE LA DE LA ESTAMPACION, EL MATERIAL QUE SOBRA DEL VOLUMEN DE LA ESTAMPACION SE RECOGE FUERA DE LA ESTAMPACION, EN UN HUECO EN LA BOQUILLA DE INYECCION QUE COMUNICA CON LA ESTAMPACION; UNA ETAPA DE MOLDEADO EN LA QUE LA BOQUILLA SE REEMPLAZA DE FORMA ESTANCA POR UN ELEMENTO DE LA MISMA FORMA, PERO SIN EL HUECO PARA COMPRIMIR EL MATERIAL EN EXCESO AL INTERIOR DE LA ESTAMPACION HASTA QUE SE ENDUREZCA.
DISPOSITIVO DE REGULACION Y/O CONTROL DE PRESION PARA UN MEDIO FLUIDO, EN ESPECIAL AIRE O GAS.
(01/07/1997) LA INVENCION SE REFIERE A UN DISPOSITIVO DE REGULACION Y/O CONTROL DE PRESION PARA UN MEDIO FLUIDO, EN PARTICULAR AIRE O GAS, PERO CON PREFERENCIA NITROGENO, QUE DEBE SER SUMINISTRADO A LA MASA FUNDIDA PLASTICA EN UNA HERRAMIENTA DE MOLDEO DE INYECCION. PUEDE SER DISEÑADO COMO UNA UNIDAD ESTACIONARIA, PERO CON PREFERENCIA UNIDAD MOVIL, DISPUESTA ENTRE UN ACUMULADORGENERADOR DE PRESION Y UN SISTEMA DE INYECCION ASOCIADO A LA HERRAMIENTA DE MOLDEADO DE INYECCION, POR EJEMPLO EN UN CABEZAL DE TOBERA O EN UN MODULO SUPLEMENTARIO. EL DISPOSITIVO TIENE UNA CONDUCCION PRINCIPAL QUE GUIA A PARTIR DEL GENERADOR/ACUMULADOR DE PRESION AL SISTEMA DE INYECCION Y QUE PUEDE SER CONECTADA, POR MEDIO DE UN CONTROL DE VALVULA, SOLAMENTE…
PROCEDIMIENTO PARA FUNDICION INYECTADA DE PIEZAS DE FORMA TERMOPLASTICAS, ASI COMO EL PROCEDIMIENTO PARA REALIZAR ESTE PROCEDIMIENTO.
(16/04/1995). Solicitante/s: BATTENFELD GMBH. Inventor/es: ECKARDT, HELMUT, DIPL.-ING., EHRITT, JURGEN.
SE PROPONE UN PROCEDIMIENTO PARA LA FUNDICION INYECTADA DE PIEZAS DE FORMA DE CUERPO HUECO DE MATERIALES TERMOPLASTICOS. PRIMERO SE PRENSA LA CANTIDAD SUFICIENTE DEL MATERIAL FUNDIBLE EN LA FORMA DE INYECCION. A CONTINUACION SE PRENSA UN MEDIO FLUIDO, SOBRE TODO GAS, EN LA FORMA DE INYECCION, QUE DISTINGUE LA MASA DE PLASTICO DE FORMA UNIFORME SOBRE LA SUPERFICIE DE LA ZONA DE FORMA HUECA, FORMANDOSE ASI EL CUERPO HUECO. COMO SIGUIENTE PASO, EL CUERPO HUECO SUJETADO BAJO LA PRESION SE REFRIGERA EN LA FORMA DE INYECCION. ENTONCES SE DEJA SALIR LA PRESION DEL CUERPO HUECO Y LA PIEZA DE FORMA DE INYECCION. ES IMPORTANTE QUE LA PRESION DEL MEDIO PUEDA VARIARSE TEMPORALMENTE DENTRO DE LA FORMA DE INYECCION, SEGUN UN PERFIL DE PRESION DETERMINADO PARA CADA PIEZA DE FORMA.
{kind=link}