CIP-2021 : B29C 33/36 : con desplazamiento continuo.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/36[2] › con desplazamiento continuo.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/36 · · con desplazamiento continuo.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo de sobremoldeo por inyección.
(15/07/2020). Solicitante/s: AISAPACK HOLDING SA. Inventor/es: HERMANT,ETIENNE.
Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo cada molde una pluralidad de cavidades , y estaciones fijas dispuestas alrededor de dicha mesa, entre cuyas estaciones al menos una primera estación , una segunda estación y una tercera estación se utilizan, respectivamente, para efectuar las operaciones de posicionamiento de los insertos en las cavidades del molde, de inyección del material plástico en las cavidades del molde y de desmoldeo de los objetos al menos parcialmente enfriados, comprendiendo dicho dispositivo, para cada cavidad , medios de inyección independientes.
PDF original: ES-2814006_T3.pdf
Máquinas de moldear rotativas.
(17/05/2017) Máquina de moldear por soplado rotativa , que comprende:
una base ;
un elemento móvil montado para rotar en la base alrededor de un eje de rotación, teniendo el elemento móvil un primer componente y un segundo componente que es paralelo al primer componente, extendiéndose los componentes primero y segundo transversalmente al eje de rotación;
una pluralidad de conjuntos de cierre de molde modulares colocados en el elemento móvil , pudiendo cada uno de los conjuntos de cierre de molde modulares moverse entre una posición abierta y una posición cerrada, teniendo cada uno de los conjuntos de cierre de molde modulares zonas de montaje…
Estación de abrazadera modular y aparato de moldeo giratorio.
(24/02/2016) Conjunto de abrazadera de molde modular para su uso en una máquina de moldeo , comprendiendo el conjunto un bastidor que tiene un elemento de base , un primer elemento extremo y un segundo elemento extremo orientado de manera opuesta , comprendiendo los elementos extremos primero y segundo orientados de manera opuesta zonas de montaje previstas sobre los mismos; unas platinas primera y segunda montadas de manera móvil sobre el elemento de base , pudiéndose mover las platinas entre una posición abierta y una cerrada, estando el conjunto caracterizado por;
una conexión de accionamiento montada sobre el elemento de base , cooperando…
Proceso y planta para la fabricación continua de artículos de descanso de espuma de látex.
(23/12/2015) Proceso de fabricación continua de un bloque de espuma de látex de longitud ilimitada adecuado para ser dividido en una pluralidad de artículos de descanso, seleccionados del grupo que consiste en colchones, partes de colchones y cojines, por cortes transversales a dicha longitud ilimitada, que comprende las etapas de preparar un látex formado por diversas partículas y por un tensioactivo para originar una barrera que contrasta con la aproximación entre dichas partículas de látex, de formar una primera mezcla de base de látex y componentes, de introducir en dicha primera mezcla de base un agente de espumación, de espumar la primera mezcla de base, de introducir el agente de gelificación destinado a romper dicha barrera, de hacer avanzar a lo largo de una dirección predeterminada…
Aparato de moldeo con bloques de molde que tienen un ajuste de caras perfiladas.
(18/06/2014) Sistema de moldeo para producir una tubería de plástico de doble pared , incluyendo dicho sistema de moldeo una pluralidad de bloques de molde , los cuales se mueven a lo largo de una trayectoria de moldeo para formar dicha tubería de plástico de doble pared que presenta una pared exterior con ondulaciones, las cuales establecen el diámetro exterior de las ondulaciones de las tuberías y una pared interior alrededor de un orificio a través de la tubería , presentando dichos bloques de molde unas caras perfiladas, las cuales determinan la forma de la tubería , siendo dichas caras perfiladas reconfigurables en su perfil entre un primer y un segundo…
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE UNA CAPA DE ESPUMA.
(01/12/2006) Proceso para fabricar una capa continua de espuma , que debe ser subdividida en piezas individuales, comprendiendo el susodicho proceso las siguientes etapas de: - mover continuamente una superficie de colocación de espuma entre dos estaciones respectivamente primera y segunda; - colocar en la primera estación , la espuma sobre la superficie de colocación movible, hasta una altura predeterminada y formar una capa continua delimitada por una primera superficie que toca la susodicha superficie de colocación, una segunda superficie opuesta a la primera, y por dos lados; - vulcanizar la espuma de látex entre las susodichas dos estaciones ; - mover hacia la capa continua antes de la etapa de vulcanización una pluralidad de platinas…
METODO DE MOLDEO DE PIEZAS TERMOPLASTICAS USANDO UNA TORRETA CON ENSAMBLAJES DE MOLDES.
(16/11/2006) Un método de moldeo de paneles por soplado o por vacío en un sistema de moldeo termoplástico compuesto por una estación de suministro de material termoplástico y dos o más moldes montados sobre un bastidor giratorio , cada uno de los cuales está compuesto a su vez por dos mitades (18 y 20) que tienen una cara interna cada una (30 y 32) y que en posición cerrada forman una cavidad del molde. El método comprende los siguientes pasos: (a) rotación del bastidor giratorio para mover las mitades del molde (18 y 20) en posición abierta a lo largo de una estación de suministro de material termoplástico . En esta posición abierta, las caras internas (30 y 32) de las mitades (18 y 20) están aproximadamente en el mismo plano; (b) aplicación de una capa adicional, como…
METODO PARA PRODUCIR PERFILES.
(16/07/2005) Procedimiento para fabricar de forma continua perfiles de cámara sólidos con como mínimo dos ramales de moldeo que se componen en cada caso de piezas de moldeo individuales, que están asociadas entre sí en forma de grupos y se sujetan unas contra otras por un tramo de moldeo que puede determinarse previamente, así como dotadas de un material de moldeo, de tal manera que, tras separar los grupos en piezas de moldeo, se obtiene el perfil , de modo que se prevén dos ramales de moldeo asociados entre sí y las piezas de moldeo individuales se forman por mordazas de moldeo, de tal manera que cada mordaza de moldo…
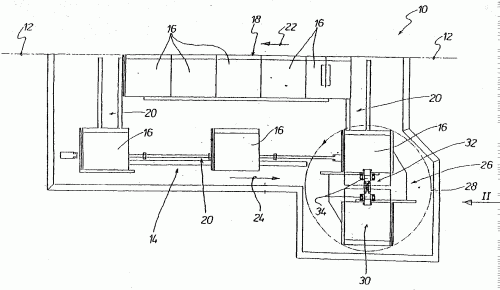
INSTALACION PARA LA FABRICACION DE OBJETOS EN LATEX, POR EJEMPLO ALMOHADAS.
(01/07/2004) Instalación para la fabricación de artículos de látex moldeados, que incluye unos moldes donde se introduce en cada uno de ellos una espuma de látex, un horno de tipo autoclave, en cuya cámara de vulcanización (la) se introducirán los moldes para proceder a la vulcanización de la espuma de látex contenida en éstos y para la formación de los artículos, dicha instalación incluye además un puesto de relleno de los moldes con espuma de látex, un puesto de extracción de sus moldes para los artículos, una unidad de lavado y una unidad de secado de los artículos extraídos del molde, caracterizada por el hecho de que: - la cámara de vulcanización del horno está delimitada por una carcasa (1 b) mantenida a cierta distancia de las paredes laterales y superior…
ESTRUCTURA, APARATO Y PROCEDIMIENTO DE MOLDEADO ROTATIVO MULTIAXIAL.
(01/05/2004). Ver ilustración. Solicitante/s: PAYNE, LEROY. Inventor/es: PAYNE, LEROY.
EL APARATO DE MOLDEO ROTATIVO MULTIAXIAL INCLUYE VARIOS BRAZOS SEPARADOS GENERALMENTE DE ORIENTACION HORIZONTAL , CADA UNO DE LOS CUALES TIENE UN EXTREMO QUE SE EXTIENDE DESDE UNA SECCION VERTICAL DEL BASTIDOR CON UN CONJUNTO DE MOLDEO MONTADO GIRATORIAMENTE JUNTO A UN EXTREMO LIBRE DEL MISMO. CADA CONJUNTO DE MOLDEO INCLUYE VARIAS SECCIONES DE MOLDEO SEPARABLES QUE INCLUYEN SECCIONES DE PLACAS . VARIAS CAMARAS DE MEZCLA MOVILES ALARGADAS , INCLUYENDO CADA UNA DE ELLAS VARIAS SECCIONES DE MEZCLA CONDUCIDAS, GIRATORIAS Y ALINEADAS AXIALMENTE . UNA PARTE DE CONTROL INCLUYE UN MECANISMO DE GIRO QUE ORIENTA SECUENCIALMENTE UN DISTRIBUIDOR DE CADA CAMARA DE MEZCLA CON CADA CONJUNTO DE MOLDEO PARA CONTROLAR LA FORMACION DE ESTRUCTURAS MOLDEADAS CONTINUAMENTE EN UN PERFIL DE MOLDEO MULTIAXIAL PRESELECCIONADO. ADEMAS, SE REVELA UN METODO DE FORMACION DE ESTRUCTURAS MOLDEADAS CON EL APARATO DE MOLDEO.
DISPOSITIVO PARA LA FABRICACION DE TUBOS CON PAREDES DE PERFIL TRANSVERSAL.
(16/03/2004). Ver ilustración. Solicitante/s: UNICOR GMBH RAHN PLASTMASCHINEN. Inventor/es: NEUBAUER, GERHARD, NEUBERTH, EDWIN.
Dispositivo para la fabricación de tubos con paredes de perfil transversal con mitades de molde que se desplazan a lo largo de dos vías cerradas y que forman una sección de moldeado común y dos secciones de retroceso , caracterizado porque se prevé, en cada una de las secciones de retroceso un dispositivo de giro en el que se encuentran dos mitades de molde , mediante un dispositivo de fijación y de liberación.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE PIEZAS MOLDEADAS DE ELASTOMEROS.
(01/11/2003). Ver ilustración. Solicitante/s: BASF AKTIENGESELLSCHAFT. Inventor/es: SCHOLZ, WOLFGANG, DR., RIMHILD, DIETMAR, THIEDIG, JURGEN, JAHN, MARTIN.
Procedimiento para la producción de piezas moldeadas de elastómeros, donde los moldes son conducidos a lo largo de una trayectoria de transporte por delante de varias estaciones de mecanización, con las siguientes etapas del procedimiento: la disposición de al menos dos unidades de cabezas de mezcla , que pueden ser accionadas individualmente, paralelamente entre sí, el accionamiento de las unidades de cabezas de mezcla , de tal forma que durante un proceso de llenado de un útil se llenan moldes que se encuentran adyacentes entre sí.
APARATO PARA EL MOLDEO GIRATORIO DE MATERIALES PLASTICOS.
(01/07/2003). Solicitante/s: PLASTOP S.A.S BOLOGNESI, RICCARDO. Inventor/es: BOLOGNESI, RICCARDO.
Un aparato para el moldeo giratorio de materiales plásticos, constituido una estructura de carrusel para sostener moldes, en la cual los moldes ocupan el correspondiente volumen giratorio, cuya estructura permite a los moldes girar alrededor de uno o más ejes y moverse a lo largo de un trayecto de operación, que comprende, por lo menos, una cámara de calentamiento u horno, delimitado por paredes que proporcionan una cámara de calentamiento para los moldes, aparato que se caracteriza por el hecho de que, por lo menos, dos de dichas paredes circunscriben el volumen ocupado por los moldes dentro de la cámara de calentamiento.
INSTALACION PARA EL MOLDEO DE POLVOS.
(01/02/2003) 1. Instalación de moldeo que consta de: - un carrusel llamado carrusel principal de eje de rotación vertical que comprende, a su vez, un número predeterminado de brazos radiales móviles en rotación alrededor de su eje longitudinal (4A) y que llevan, en su extremo libre, una coquilla de moldeo, - un carrusel llamado carrusel secundario de eje de rotación vertical que consta de al menos dos recipientes de polvo dispuestos radialmente, desplazándose las coquillas en rotación en un plano (P1) situado en un nivel superior al plano (P2) en el cual se desplazan los recipientes de polvo, - en un puesto llamado de toma de polvo, un medio para, por un lado, transferir el recipiente de polvo…
METODO Y APARATO PARA MOLDEAR LENTES DE CONTACTO Y HACER SU ENVASE.
(01/10/2001). Ver ilustración. Solicitante/s: BAUSCH & LOMB INCORPORATED. Inventor/es: SHANNON, JOHN, H.
UN METODO MEJORADO, AUTOMATIZADO Y APARATO PARA EL MOLDEO DE LENTES DE CONTACTO QUE GENERALMENTE CONSISTE EN LOS PASOS SIGUIENTES: SE FORMAN EN UN PRIMER Y UN SEGUNDO RETICULOS UNAS CAVIDADES DE MOLDEO ANTERIOR Y POSTERIOR RESPECTIVAMENTE SEGUN UNA RELACION SEPARADA LONGITUDINALMENTE; SE VIERTE UN MATERIAL DE LENTE LIQUIDO, CURABLE (EJ., MONOMERO) EN CADA CAVIDAD ANTERIOR DEL PRIMER RETICULO; SE ALINEAN Y PONEN EN CONTACTO ENTRE SI DE FORMA CENTRADA, COINCIDENTE Y SECUENCIAL LAS CAVIDADES ANTERIOR Y POSTERIOR; SE CURA AL MATERIAL DE LENTES CAPTURADO ENTRE LOS MOLDES ANTERIOR Y POSTERIOR RESPECTIVOS; Y SE SEPARAN LOS RETICULOS PARA LIBERAR LAS LENTES MOLDEADAS ENTRE ELLOS. EN UNA RELIZACION PREFERENTE DE LA INVENCION, LAS CAVIDADES DE MOLDEO SE FORMAN POR VACIO EN LOS RETICULOS RESPECTIVOS, Y SE FORMAN UNOS RECEPTACULOS PARA GUARDARLAS EN UNO O EN LOS DOS RETICULOS UTILIZADOS PARA MOLDEAR LAS LENTES.
DISPOSITIVO PARA FABRICAR TUBOS DE PLASTICO TERMOPLASTICO CON PERFILADO TRANSVERSAL.
(16/06/2001). Solicitante/s: HEGLER, RALPH PETER, DR. Inventor/es: HEGLER, RALPH PETER.
UN DISPOSITIVO PARA LA ELABORACION DE TUBOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO CON PERFILACION TRANSVERSAL MUESTRA SOBRE UN TRAMO DE MOLDEO DE FORMA EMPAREJADA MITADES DE TRAMOS DE MOLDEO GUIADOS EN EL DESARROLLO DEL CICLO. SE HA PREVISTO UN DISPOSITIVO DE TRANSPORTE PARA RETORNO DE LAS MITADES DE TRAMOS DE MOLDEO, QUE SE CONFIGURAN SEGUN EL TIPO DE UNA GRUA DE PUENTE. SOBRE UNO DE LOS PUENTES DE TRANSPORTE QUE SE DISPONEN SOBRE LOS TRAMOS DE MOLDEO SE HAN PREVISTO DOS CARROS DE TRANSPORTE MOVILES UNO CON RESPECTO A OTRO Y EN CONTRASENTIDO CON RESPECTO A LA DIRECCION DE PRODUCCION, EN LOS QUE SE APLICA UN BRAZO DE TRANSPORTE DIRIGIDO HACIA LA PARTE INFERIOR CON UN DISPOSITIVO SOPORTE PARA CADA UNA DE LAS MITADES DE LOS TRAMOS DE MOLDEO.
PROCESO Y APARATO DE VULCANIZACION DE NEUMATICOS.
(16/12/1998). Solicitante/s: SEDEPRO. Inventor/es: LAURENT, DANIEL, DAILLIEZ, OLIVIER, MYATT, DAVID.
EL APARATO DE VULCANIZACION DE NEUMATICOS COMPRENDE UNA AJUSTADORA 3 QUE PERMITE INTRODUCIR UN NEUMATICO EN UN MOLDE Y TRANSFERIR AL MOLDE LA ENERGIA CALORIFICA NECESARIA PARA LA VULCANIZACION MEDIANTE INDUCTORES 42. COMPRENDE UNA CAMARA 5 ANEXA QUE RECOGE VARIOS MOLDES 1 SIMULTANEAMENTE Y QUE PERMITEN MANTENER CADA MOLDE 1 AISLADO DEL ENTORNO PARA LIMITAR DESPERDICIOS CALORIFICOS DURANTE EL TIEMPO NECESARIO A LA VULCANIZACION.
MOLDE MOVIL CON SEPARACION DE LOS BLOQUES DE MOLDEO.
(16/07/1998). Solicitante/s: LUPKE, MANFRED ARNO ALFRED. Inventor/es: LUPKE, MANFRED ARNO ALFRED.
MOLDE MOVIL QUE TIENE SECCIONES DE BLOQUE DE MOLDEADO QUE SON CONDUCIDAS ALREDEDOR DE UNA PISTA CONTINUA . EL MOLDE TIENE UN SISTEMA DE CONDUCCION QUE INCLUYE UN PRIMER ELEMENTO DE CONDUCCION QUE LLEVA LAS SECCIONES DEL BLOQUE DE MOLDEADO SITUADAS EN POSICIONES LINDANTES A UN SEGUNDO ELEMENTO EN EL SISTEMA DE CONDUCCION QUE ACELERA Y SEPARA LAS SECCIONES DEL BLOQUE DE MOLDEADO Y QUE POSTERIORMENTE DESACELERA Y REAGRUPA LAS SECCIONES DEL BLOQUE DE MOLDEADO EN SUS POSICIONES LIMITROFES ANTES DE QUE LAS SECCIONES DEL BLOQUE DE MOLDEADO SEAN DEVUELTAS AL PRIMER ELEMENTO DE CONDUCCION . ESTA SEPARACION Y REAGRUPAMIENTO DE LAS SECCIONES DEL BLOQUE DE MOLDEADO ELIMINA LA NECESIDAD DE TENER UNA CADENA COMPLETA DE SECCIONES DE BLOQUE DE MOLDEADO LINDANTES ALREDEDOR DEL MOLDE.
APARATO PARA APLICACION DE CAPAS RESISTENTES A LOS ARAÑAZOS PARA LENTES OFTALMICAS DE PLASTICO.
(01/05/1996). Solicitante/s: BMC INDUSTRIES, INC. Inventor/es: PERALTA, JOSEPH L., RODRIGUEZ, JORGE M.
LAS LENTES OFTALMICAS DE PLASTICO SE CUBREN CON UNA CAPA RESISTENTE A LOS ARAÑAZOS UTILIZANDO UN PROCESO DE RECUBRIMIENTO ELEMENTAL. LAS LENTES SE SEPARAN DE LOS MOLDES, Y SE DIRIGEN A TRAVES DE UN SISTEMA DE RECUBRIMIENTO DONDE SE APLICA LA CAPA A LA LENTE. UN TRANSPORTADOR DESPLAZA EL MOLDE DE LENTE HACIA UN PUESTO DE INSPECCION MIENTRAS LAS LENTES CORRESPONDIENTES SE MUEVEN POR EL SISTEMA DE RECUBRIMIENTO . EL FUNCIONAMIENTO DEL SISTEMA DE REVESTIMIENTO Y DEL TRANSPORTADOR ESTA COORDINADO DE TAL FORMA QUE LA LENTE RECUBIERTA Y EL MOLDE DE LA LENTE DESDE EL QUE SE FABRICO LA LENTE SON LLEVADOS EN GRUPO AL PUESTO DE INSPECCION.
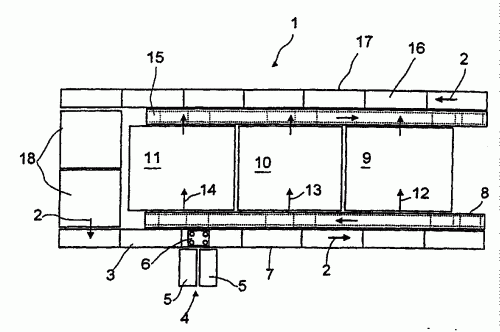
PROCEDIMIENTO CONTINUO Y PLANTA PARA LA FABRICACION DE PRODUCTOS DE ESPUMA QUE COMPRENDEN CAVIDADES, TALES COMO COLCHONES, ALMOHADAS Y SIMILARES.
(16/08/1995). Solicitante/s: SAPSA BEDDING S.P.A.. Inventor/es: CAROTTI, LUCIANO.
PROCESO Y PLANTA PARA PRODUCIR DE MANERA CONTINUADA PRODUCTOS DE ESPUMA DE LATEX QUE COMPRENDE ENCASTRES COMO COJINETES Y SIMILARE. UNA PLURALIDAD DE ENCASTRES O CELDILLAS SON MOLDEADAS SOBRE LA CAPA REPOSADA DE LATEX Y MOVIDOS HACIA ADELANTE, DICHO ENCASTRE COMPRENDE UNA BASE ABIERTA SOBRE LA SUPERFICIE REPOSADA QUE ES SUBSIGUIENTEMENTE UNIDA TRANSVERSALMENTE POR LA INTRODUCCION DE VAPOR BAJO PRESION DENTRO DE LA CAVIDAD FORMADA DURANTE LA FASE DE MOLDEO A TRAVES DE LA BASE DE LA CELDILLA. LA PLANTA COMPRENDE UN ELEMENTO CONDUCTOR EN EL CUAL UNA PLURALIDAD DE PLATOS SITUADOS CARA A CARA SON PROVISTOS DE PROTUBERANCIAS QUE CORRESPONDEN A LAS CFELDILLAS PARA SER FORMADAS EN LA CAPA DE LATEX. LAS PROTUBERANCIAS SON ABIERTAS A LA BASE PARA INTRODUCIR EL VAPOR EN EL ESPACIO INTERIOR.
(16/01/1994) LA INVENCION SE REFIERE A UN ACANALADOR PARA ACANALAR TUBERIAS DE PLASTICO. EL ACANALADOR TIENE DOS CADENAS DE CIRCULACION SINCRONICAS DE MITADES DE MOLDE, MEDIOS DE GUIA PARA LAS MITADES DE MOLDE, UNA ZONA DE ENTRADA EN QUE LAS MITADES DE MOLDE CORRESPONDIENTES ENTRAN EN CONTACTO ENTRE SI, UNA ZONA DE MOLDEO EN QUE HAY UN CANAL CENTRAL QUE GUIA LAS MITADES DE MOLDE UNIDAS Y UNA ZONA DE SALIDA EN QUE LAS MITADES DE MOLDE SE VUELVEN A SEPARAR. EL ACANALADOR TIENE TAMBIEN UNAS GUIAS DE RETORNO PARA LAS MITADES DE MOLDE EN LA TRAYECTORIA ENTRE LAS ZONAS DE ENTRADA Y DE SALIDA Y DISPOSITIVOS DE REFRIGERACION PARA ENFRIAR AL MENOS EL CANAL CENTRAL CON UN REFRIGERANTE. EL ACANALADOR TIENE VARIOS MODULOS DE SECCION HUECA QUE FORMAN LA ZONA DE MOLDEO. CADA MODULO TIENE UNA CAVIDAD CENTRAL PARA ENFRIAR Y DOS…
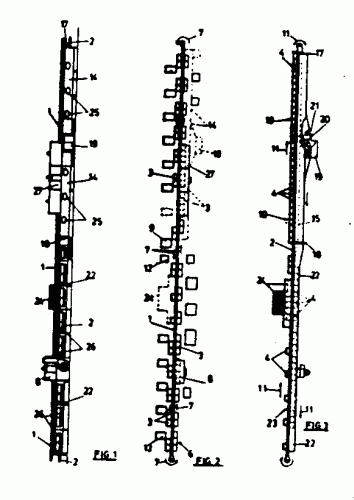
DISPOSITIVO PARA LA FABRICACION CONTINUA DE TUBOS CON PAREDES PERFILADAS TRANSVERSALES.
(16/06/1991). Solicitante/s: UNICOR GMBH RAHN PLASTMASCHINEN. Inventor/es: RAHN, HORST, GRULL, HELMUT.
EL INVENTO SE TRATA DE UN DISPOSITIVO PARA LA FABRICACION CONTINUA DE TUBOS CON PAREDES PERFILADAS TRANSVERSALES DE UN TRAMO DE TUBERIA DE PLASTICO TERMOPLASTICO, QUE TODAVIA EN ESTADO PLASTICO SALE DE UNA TOBERA DE LA EXTRUSION.
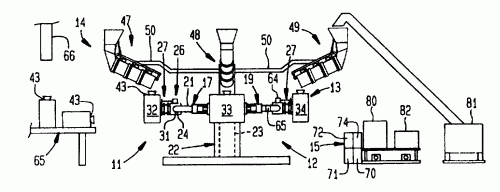
INSTALACION CONTINUA DE ELABORACION PARA LA FABRICACION DE ARTICULOS EQUIPADA CON UN AUTOCLAVE PARA VULCANIZAR COMPONENTES DE CAUCHO.
(01/01/1989). Ver ilustración. Solicitante/s: ANZANI,LANFRANCO ANZANI,ONORIO.
UNA INSTALACION CONTINUA DEL TIPO INDICADO, PARTICULARMENTE DE CALZADO DEPORTIVO Y DE INVIERNO CON COMPONENTES DE CAUCHO QUE COMPRENDE DOS RIELES CONTINUOS SUPERPUESTOS , UTILIZADOS PARA MOVER LOS CARROS , QUE SOPORTAN LOS ARTICULOS QUE SE VAN A FABRICAR . SOBRE EL RIEL SUPERIOR , LOS ARTICULOS, , SOPORTADOS POR LOS CARROS , PASAN SECUENCIALMENTE DESDE LAS ESTACIONES DE MONTAJE , Y LAS DE ACABADO , EN FORMA CONVENCIONAL. EN EL RIEL INFERIOR , LOS ARTICULOS SOPORTADOS POR LOS CARROS , SON TRANSPORTADOS AL TRATAMIENTO DE VULCANIZACION EN UN AUTOCLAVE TUBULAR INCLUIDO EN LA INSTALACION CONTINUA DE ELABORACION Y ALINEADO CON EL CITADO RIEL INFERIOR .LA INSTALACION, COMPRENDE TAMBIEN ESTACIONES DE MONTAJE, VULCANIZACION Y ACABADO ALINEADOS, SECUENCIALMENTE, SOBRE UNA SOLA INSTALACION CONTINUA DE ELABORACION.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE MATERIAL PLASTICO.
(16/03/1970). Solicitante/s: FRADERO PELLICER, C.
FRADERA PELLICER, M.
Resumen no disponible.
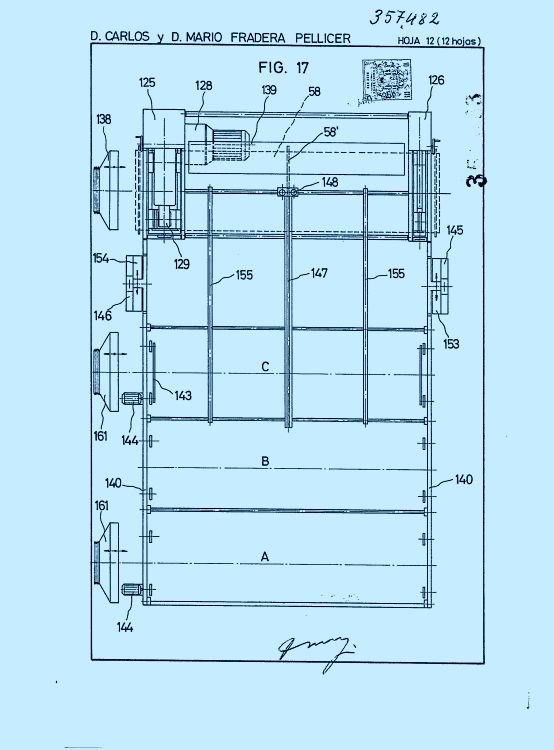
INSTALACION PARA LA FABRICACION DE TUBOS DE MATERIAL DE PLASTICO.
(16/03/1970). Ver ilustración. Solicitante/s: FRADERA PELLICER, C.
FRADERA PELLICER, M.
Resumen no disponible.
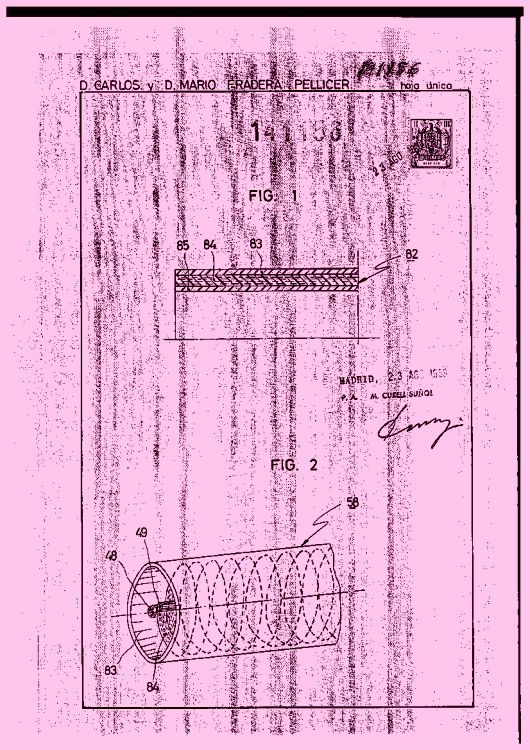
TUBO DE MATERIAL PLASTICO.
(01/09/1969). Ver ilustración. Solicitante/s: FRADERA PELLICER,C. Y MARIO.
Tubo de material plástico, caracterizado por el hecho de constar de una pluralidad de capas concéntricas, en que la interior y la exterior se componen de una resina sintética, mientras que las intermedias se componen da una mezcla de resina y fibras de vidrio, o similares, troceadas, las cuales capas son homogéneas y compactas, con superficies lisas.
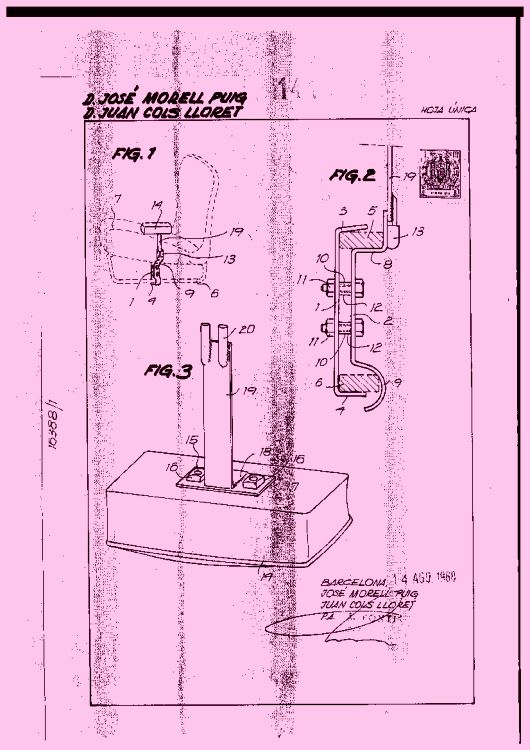
REPOSABRAZOS PARA VEHICULOS.
(01/08/1969). Ver ilustración. Solicitante/s: MORELL PUIG Y COLS LLORET,JOSE Y J.
Reposabrazos para vehículos, caracterizado esencialmente por el hecho de comprender una brida que consta de dos pletinas con sus extremidades dobladas para prender enfrentadas respectivamente en los largueros superior e inferior de un lateral del bastidor de un asiento del vehículo, cuya brida comporta tornillos con tuerca que, vinculados a dichas pletinas, las mantienen en posición en el mencionado bastidor, de cuyas pletinas, la situada al exterior del bastidor presenta en su extremidad superior dos casquillos, comprendiendo el reposabrazos un cuerpo debidamente configurado para actuar propiamente como reposabrazos y del que se deriva una placa con dos espigas dispuestas de manera que son susceptibles de penetrar en los casquillos de la extremidad de la pletina externa de la brida y de modo que dicha placa del cuerpo que forma el reposabrazos se apoya en aquella extremidad, , para mantener el cuerpo reposabrazo, en posición de empleo.
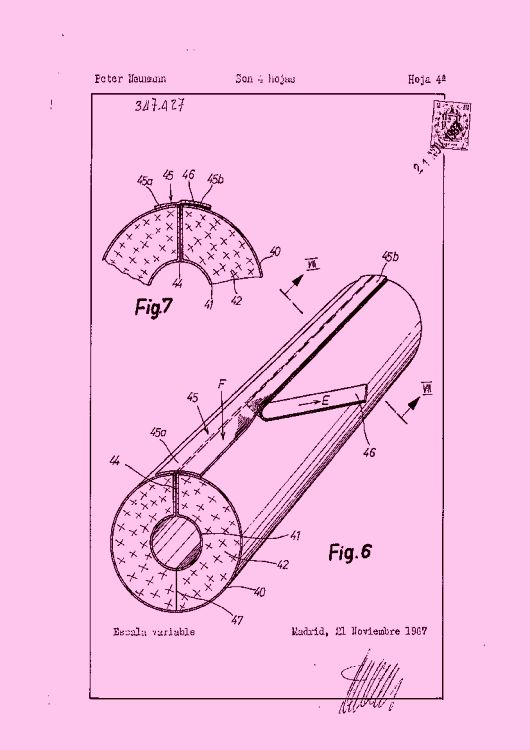
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE TUBOS DE ESPUMA AISLANTES RANURADOS LONGITUDINALMENTE.
(01/02/1969). Ver ilustración. Solicitante/s: NEUMANN,PETER.
Resumen no disponible.
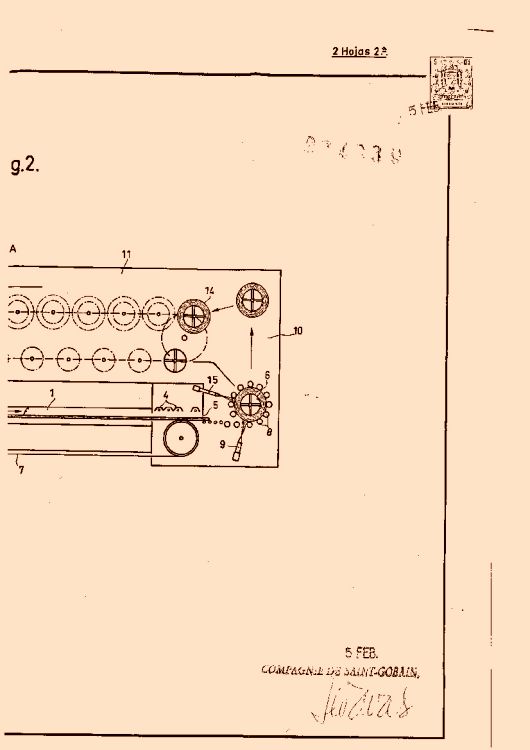
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACIÓN DE OBJETOS DE FIBRA MINERAL, EN PARTICULAR FIBRA DE VIDRIO.
(01/04/1962). Ver ilustración. Solicitante/s: COMPAGNIE DE SAINT-GOBAIN.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}