CIP-2021 : B29C 65/02 : por calor, con o sin presión.
CIP-2021 › B › B29 › B29C › B29C 65/00 › B29C 65/02[1] › por calor, con o sin presión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto.
B29C 65/02 · por calor, con o sin presión.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR POR SOLDADURA UNA LAMINA.
(16/12/2002). Solicitante/s: FRESENIUS MEDICAL CARE DEUTSCHLAND GMBH. Inventor/es: MEISINGER, MATTHIAS, LEONHARD, JURGEN.
Procedimiento para la unión por soldadura de una lámina con un cuerpo básico , en especial con una pieza moldeada de plástico, en el que la lámina que se desea unir por soldadura se coloca entre una unidad de soldadura y el cuerpo básico y en el que a continuación la unidad de soldadura y/o el cuerpo básico se mueven con el fin de realizar la unión por soldadura, de manera que la lámina en uno de sus lados está unida a la superficie de unión prevista del cuerpo básico y en su otro lado está unida a la unidad de soldadura, siendo la lámina unida por soldadura a la superficie de unión prevista del cuerpo básico , caracterizado porque antes de la colocación de la lámina entre la unidad de soldadura y el cuerpo básico, con el fin de realizar la deformación previa del cuerpo básico , se funde la forma de la unidad de soldadura, incorporándose en la superficie de unión.
METODO PARA ENCOLAR, DISPOSITIVO PARA REALIZAR EL METODO Y COMPOSICION DE ENCOLADO QUE SE UTILIZA EN EL METODO.
(01/12/2002). Ver ilustración. Solicitante/s: HERBERTS POWDER COATINGS AB. Inventor/es: BOLM, HELENE, KAREM, JAAN.
LA INVENCION SE REFIERE A UN METODO DE ENCOLADO Y A UNA COLA UTILIZADA EN DICHO METODO. COMO AGLUTINANTE, LA COLA CONTIENE UNO O VARIOS PLASTICOS TERMOENDURECIBLES PROCEDENTES DEL GRUPO DE LOS POLIESTERES, ACRILICOS O EPOXI, UN SISTEMA CURANTE Y ADITIVOS, COMO ADITIVOS NIVELADORES DE LA REDUCCION DE VISCOSIDAD Y AGENTES PROMOTORES DE ADHESION. LA COLA SE PREPARA EN FORMA DE POLVO Y SE APLICA SOBRE UNA O AMBAS SUPERFICIES A ENCOLAR EN ESTADO SECO, Y SE CALIENTA HASTA UN ESTADO PEGAJOSO, DE FORMA QUE SE ADHIERE A LA SUPERFICIE REVESTIDA. FINALMENTE, LAS SUPERFICIES SE PRESIONAN ENTRE SI, CON LA COLA PARCIAL O COMPLETAMENTE FUNDIDA ENTRE ELLAS. LA CURACION SE REALIZA MANTENIENDO UNA TEMPERATURA ADECUADA PARA LAS PROPIEDADES DE CURACION DE LA COLA, DURANTE UN TIEMPO ADAPTADO, DE FORMA QUE LA CURACION DE LOS PLASTICOS SE PRODUCE ALTERNATIVAMENTE, EXPONIENDO LA COLA PEGAJOSA APLICADA A UNA RADIACION INICIADORA DE LA CURACION, INMEDIATAMENTE ANTES DE PRESIONAR LAS SUPERFICIES ENTRE SI.
METODO PARA EL REVESTIMIENTO INTERNO DE UNA TUBERIA.
(01/12/2002). Solicitante/s: BG PLC. Inventor/es: MAINE, LESLIE, STAFFORD, TREVOR GEORGE.
UN METODO DE ENVUELTA DE UNA TUBERIA PENSADA PARA LLEVAR GAS, ACEITE, AGUA, AGUAS FECALES O SUSTANCIAS QUIMICAS EN DONDE UN TUBO CON UNA ENVOLTURA POLIMERICA DEGRADADA , QUE HA SIDO REDUCIDO DESDE SU DIAMETRO ORIGINAL HASTA UN DIAMETRO INFERIOR O HASTA UNA FORMA DE DIMENSION MAXIMA REDUCIDA, ES EXTENDIDO A LA FUERZA POR LA TUBERIA . EL DIAMETRO INFERIOR ES MENOR QUE EL DIAMETRO INTERIOR MENOR DE LA TUBERIA . DESPUES DE QUE EL TUBO DE ENVOLTURA HA SIDO TOTALMENTE EXTENDIDO, LA ENVOLTURA DEL TUBO ES CALENTADA POR MEDIO DE UNA FUENTE DE RADIACION VISIBLE O INFRARROJA QUE FORMA PARTE DE UN MONTAJE DE FUNDICION PARA HACER QUE VUELVA A LA TUBERIA. EL MONTAJE O MONTAJES DE FUNDICION SON FIJOS EN LAS ZONAS DONDE SE DEBEN HACER LAS CONEXIONES DE SERVICIO. DESPUES, EL TUBO DE ENVOLTURA RESTANTE ES REVERTIDO POR MEDIO DE TIRAR DE LA FUENTE POR EL TUBO DE ENVOLTURA.
PIEZA VERTEDIRA SOLDABLE DE MATERIAL PLASTICO.
(16/11/2002). Solicitante/s: GEORG MENSHEN GMBH + CO. KG. Inventor/es: HINS, JOHANNES.
LA INVENCION SE REFIERE A UN COMPONENTE SE TRASIEGO SOLDADO DE PLASTICO, PARA SER SOLDADO A UN COMPONENTE DE RECIPIENTE DE PLASTICO, ESPECIALMENTE UN COMPONENTE DE RECIPIENTE ELABORADO DE MATERIAL SINTETICO SIMILAR A LAMINA, CON AL MENOS UN NERVIO DE SOLDADO CON UN BORDE DE SOLDADURA QUE SE EXTIENDE DE FORMA PERIFERICA ALREDEDOR DE LA REGION DE CUELLO DEFINIENDO UN CANAL DE VERTIDO. EL BORDE DE SOLDADO SE COLOCA SOBRE UNA COSTURA DE SOLDADURA FORMADA COMO UNA REGION DE BASE DEL NERVIO DE SOLDADURA DE UN TAMAÑO MENOR EN (AMBAS) DIRECCIONES PERPENDICULARES A LA DIRECCION PERIFERICA QUE EN LA REGION BASE DE NERVIO.
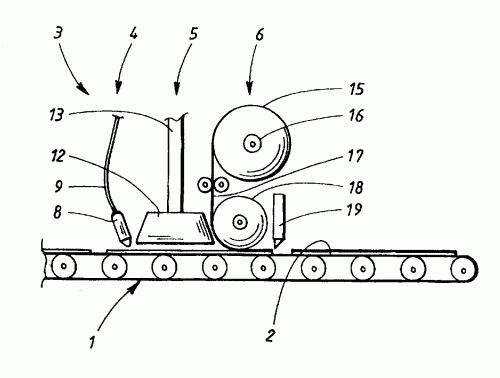
DISPOSITIVO Y PROCEDIMIENTO PARA LA SOLDADURA DE MATERIAL EN LAMINA.
(16/11/2002). Ver ilustración. Solicitante/s: INDAG GMBH & CO. BETRIEBS-KG.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA SOLDADURA DE MATERIAL DE LAMINA CON UN EQUIPO DE TRANSPORTE DE LAMINA Y UN EQUIPO DE SOLDADURA CON UN CABEZAL DE SOLDADURA, QUE TIENE AL MENOS UN LUGAR DE SOLDADURA PARA LA REALIZACION DE LA SOLDADURA DE LAMINA, UNA POSICION INTERMEDIA, EN DONDE EL CABEZAL DE SOLDADURA TIENE UNA DISTANCIA PREVIAMENTE DADA CON RESPECTO A LA POSICION DE SOLDADURA, Y UNA POSICION DE REPOSO, EN DONDE EL CABEZAL DE SOLDADURA TIENE UNA SEGUNDA DISTANCIA PREVIAMENTE DADA CON RESPECTO A LA POSICION DE SOLDADURA, QUE ES MAYOR QUE LA PRIMERA DISTANCIA. LA INVENCION SE REFIERE ADEMAS A UN PROCEDIMIENTO DE SOLDADURA CORRESPONDIENTE, QUE PUEDE SER REALIZADO CON EL DISPOSITIVO DE SOLDADURA, DONDE EL CABEZAL DE SOLDADURAS DURANTE EL PROCESO DE TRANSPORTE DEL MATERIAL DE LAMINA SE ALEJA SEGUN UNA PRIMERA DISTANCIA DEL MATERIAL DE LAMINA Y UNA SEGUNDA DISTANCIA MAYOR DEL MATERIAL DE LAMINA, CUANDO SE INTERRUMPE LA OPERACION DE SOLDADURA DE LAMINA.
(16/10/2002). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: SELBERG, HANS.
INDUCTOR PARA SU UTILIZACION EN EL SELLADO DE UN MATERIAL TERMOPLASTICO O UN MATERIAL DE EMBALAJE CONDUCTOR DE LA ELECTRICIDAD REVESTIDO TERMOPLASTICO. INCLUYE UN CONDUCTOR DE LA CORRIENTE QUE SE CONECTA A UNA FUENTE DE CORRIENTE DE ALTA FRECUENCIA. EL CONDUCTOR DE LA CORRIENTE SE INTEGRA EN EL CUERPO DE UN MATERIAL METALICO EN POLVO CUYOS GRANULOS ESTAN DOTADOS DE UNA CAPA SUPERFICIAL AISLANTE DE LA ELECTRICIDAD.
PROCEDIMIENTO DE FABRICACION DE UN ELEMENTO FORMADO POR UN SOPORTE Y POR UNA MEMBRANA QUE ESTA SOLDADO, EN PARTICULAR A UNA HEBILLA DE LAMINILLA, Y CONJUNTO SOPORTE DE ORGANO OBTENIDO POR ESTE PROCEDIMIENTO.
(01/07/2002) procedimiento de fabricación de un elemento constituido por un soporte que tiene la forma de un cilindro, y de membrana soldada sobre las bases del mencionado cilindro, que consiste en realizar una soldadura térmica de una membrana esencialmente plana sobre un soporte perpendicularmente al eje longitudinal del mencionado soporte y tras la refrigeración, a proceder a una disposición del mencionado soporte , de la mencionada membrana en una dirección perpendicular al plano de la mencionada membrana , de tal forma que una parte de la membrana , se corresponde esencialmente con la base del mencionado cilindro, queda fijado en el mencionado soporte . El mencionado de la invención puede ser aplicado en particular a la fabricación de…
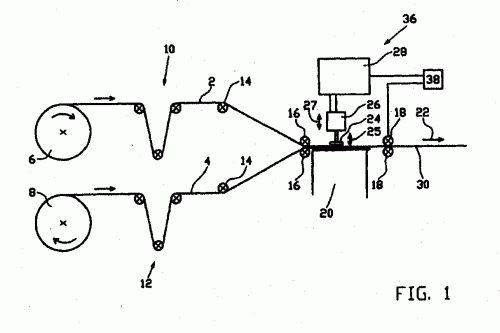
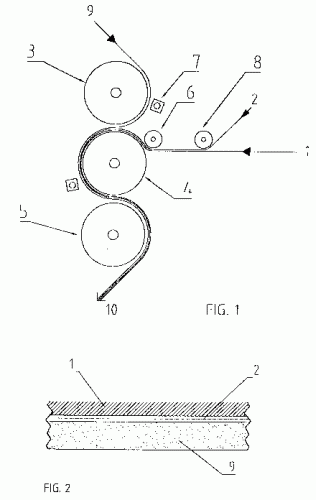
PROCEDIMIENTO DE OBTENCION DE UNA LAMINA EN ROLLO DE ACETATO DE ETILENVINILO (EVA) PARA SU APLICACION A LA INDUSTRIA DEL CALZADO.
(16/04/2002) Procedimiento de obtención de una lámina en rollo de acetato de Etilen-vinilo (EVA) para su aplicación a la industria del calzado. Partiendo de planchas a base de un copolímero de acetato de etilen-vinilo (EVA) modificado con cargas inorgánicas, reticulado con peróxido y espumado con azodicarbonamidas, se trata de unir entre sí dichas planchas para configurar un rollo que permita el tratamiento en continuo de las mismas, a cuyo efecto se realiza una primera fase de calentamiento de los bordes (2-2') tanto de la plancha (1') que ya forma parte del rollo como de la plancha a unir al mismo, en situación independiente y a una temperatura comprendida entre 300°C y 400°C, durante el tiempo necesario para que el material alcance…
METODO DE SOLDEO POR FUSION DE ARTICULOS DE RESINAS DIFICILES DE FUNDIR.
(16/01/2002). Solicitante/s: TOUA KOKYU TUGITEVARUBU SEIZO CO., LTD. EF TEKUNO LIMITED COMPANY. Inventor/es: KUMAGAI,MASARU, HUKUHARA,YOSHIAKI.
En un método de soldeo por fusión de artículos de resinas difíciles de fundir debido a un retardador de la fusión presente en los artículos en la forma de un elemento o estructura retardador de la fusión, teniendo los artículos partes de la superficie en contacto entre sí para ser enlazadas unas con otras, se aplica un acelerador de la fusión a las partes de la superficie, siendo el acelerador capaz de destruir el retardador de la fusión cuando se calienta. Después o simultáneamente con esta etapa, los artículos de resinas se calientan de forma que el acelerador de la fusión destruye el retardador de la fusión, para causar que las partes de la superficie se fundan, antes de permitir finalmente que los artículos de resinas se enfríen.
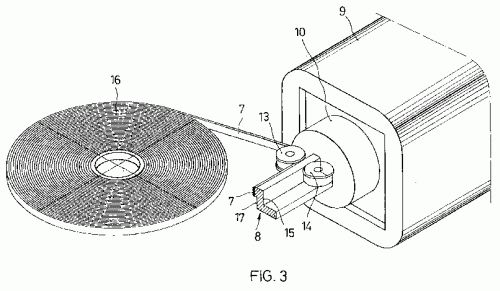
HORNO PARA LA FUSION DE FIBRAS OPTICAS DE POLIMEROS.
(01/11/2001). Ver ilustración. Solicitante/s: ADVANCED FIBER OPTICS, S.L.. Inventor/es: JIMENEZ CORTES,JUAN CARLOS.
Horno para la fusión de fibras ópticas de polímeros. El horno comprende un cuerpo de aleación de aluminio dotado de una abertura central receptora de probetas cilíndricas de borosilicato, portadoras del haz de fibras, cuyas probetas quedan guiadas por una placa portaprobetas adaptable a diferentes diámetros, y comportando el cuerpo del horno un sistema de calefaccionado controlado mediante un microcontrolador central relacionado con el microordenador de control del aparato, estando recubiertas las probetas por un revestimiento de capa fina para filtro de infrarrojos.
PROCEDIMIENTO PARA EL FLOCADO DE PERFILES Y PERFIL FLOCADO POR DICHO PROCEDIMIENTO.
(16/10/2001). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA ESPAÑA, S.A.. Inventor/es: FERNANDEZ MENENDEZ,RAMON.
Procedimiento para el flocado de perfiles y perfil flocado por dicho procedimiento. El procedimiento es aplicable a perfiles del tipo que presentan una cara flocada, caracterizándose porque en una primera fase se procede al flocado de una banda portadora adaptada a la base de la cabina de flocado, ocupando la totalidad de su anchura, procediéndose a continuación al corte longitudinal de la banda única obtenida, según las anchuras deseadas, consiguiendo rollos individuales de las anchuras deseadas y procediendo finalmente a la adaptación de la banda sobre la cara que se desea recubrir en el perfil mediante flocado a la salida del perfil de la hilera de extrusión, produciéndose la fusión de la base de soporte del flocado por el calor residual del perfil que acaba de salir de la tobera de extrusión, lo que produce la fusión de la base de la banda y permite la incorporación íntima al perfil.
PROCEDIMIENTO DE LAMINACION DE ESPUMAS DE POLIETILENO.
(16/10/2001). Ver ilustración. Solicitante/s: AUTOTEX, S.A..
Procedimiento de laminación de espumas de polietileno. El procedimiento se basa en realizar una laminación "a la llama" de espuma de polietileno en su fijación a un tejido para formar, por ejemplo, un tapizado de aplicación en paneles de puertas y techos de automóviles, así como en salpicaderos de éstos. Como elemento de adherencia entre la espuma de polietileno y el tejido , se utiliza un film de plástico especial que se incorpora a la laminadora intercalado entre la espuma y el tejido , y por calentamiento de un quemador funde para conseguir la pretendida fijación entre la espuma de polietileno y el tejido. El film de plástico puede ser también activado por presión, humedad o cualquier otro sistema adecuado.
PROCEDIMIENTO DE PREPARACION DE MATERIAL COMPUESTO CONSTITUIDO POR UN ELASTOMERO VULCANIZADO ASOCIADO A UN ELASTOMERO TERMOPLASTICO CON SECUENCIAS POLIAMIDAS Y MATERIAL COMPUESTO ASI CONSTITUIDO.
(16/09/2001) LA INVENCION SE REFIERE A UN PROCESO DE PREPARACION DE MATERIAL COMPUESTO FORMADO POR UN ELASTOMERO VULCANIZADO QUE CONTIENE FUNCIONES DE ACIDO CARBOXILICO O ANHIDRIDO DE DIACIDO CARBOXILICO, ASOCIADO A UN ELASTOMERO TERMOPLASTICO DE SECUENCIAS POLIAMIDAS, CARACTERIZADO EN QUE UNA COMPOSICION ELASTOMERICA QUE COMPRENDE EL ELASTOMERO VULCANIZABLE, UN SISTEMA DE RETICULACION Y EVENTUALMENTE VARIOS ADYUVANTES ES VULCANIZADA EN UN MOLDE DEL QUE UNA PARTE ESTA OCUPADA POR DICHO ELASTOMERO TERMOPLASTICO DE SECUENCIAS POLIAMIDAS, ESTANDO COMPRENDIDA LA TEMPERATURA DE VULCANIZACION ENTRE -15 (GRADOS) C Y + 5 (GRADOS) C RESPECTO DEL PUNTO VICAT DE DICHO ELASTOMERO TERMOPLASTICO DE SECUENCIAS POLIAMIDAS, LA COMPOSICION ELASTOMERICA Y LA CINETICA DE VULCANIZACION SIENDO TALES QUE EL MATERIAL…
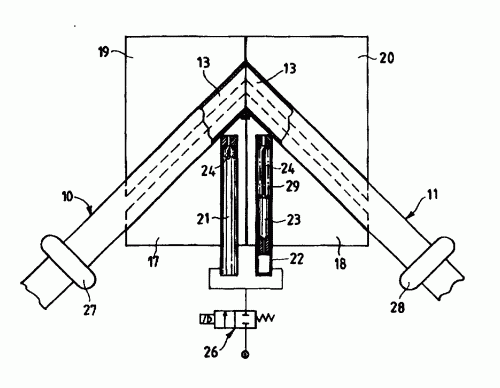
PROCEDIMIENTO Y APARATO PARA LA TERMOSOLDADURA DE TRAMOS DE PERFILES PARA JUNTAS DE ESTANQUEIDAD.
(01/09/2001). Ver ilustración. Solicitante/s: INDUSTRIE ILPEA S.P.A.. Inventor/es: CITTADINI,PAOLO, LOVISON, UMBERTO.
SE EXPONE UN PROCEDIMIENTO PARA SOLDAR TERMICAMENTE TROZOS DE ESQUINA DE PERFILES PARA SELLAR GUARNICIONES, POR EJEMPLO, PARA FRIGORIFICOS O SIMILARES, DEL TIPO QUE COMPRENDE AL MENOS UNA CAMARA DE AIRE EXTENSIBLE O COMPRIMIBLE, EN FORMA DE FUELLE, PROCEDIMIENTO QUE COMPRENDE LOS PASOS DE COLOCAR DOS TROZOS DE PERFIL, CON SUS EXTREMOS OPUESTOS ENTRE SI, CALENTAR DICHOS EXTREMOS AL MISMO TIEMPO QUE SE APRIETAN SIMULTANEAMENTE CADA UNO DE DICHOS TROZOS DE PERFIL CERCA DE LOS CITADOS EXTREMOS, CON EL FIN DE OCLUIR TOTALMENTE LA CITADA CAMARA DE AIRE A LO LARGO DE LA SECCION DE APRIETE, CERRAR EL MOLDE PARA CONSEGUIR QUE EL CITADO PAR DE TROZOS DE PERFIL SE PONGAN EN CONTACTO MUTUO COINCIDENTE EN SUS EXTREMOS CALIENTES, E INYECTAR AIRE EN EL INTERIOR DE LA CITADA CAMARA DE AIRE, EN LA ZONA COMPRENDIDA ENTRE LA SECCION DE APRIETE Y LOS EXTREMOS DE LOS CITADOS TROZOS DE PERFIL.
PROCEDIMIENTOS Y APARATO PARA LA FABRICACION DE PANELES DE UNA SOLA CAPA.
(16/06/2001) UN VACIO FORMADOR DE MOLDES TIENE UNA PLURALIDAD DE TROQUELES CON AL MENOS UN TROQUEL QUE SE MUEVE CON RESPECTO A LOS OTROS TROQUELES. EL TROQUEL PUEDE MOVERSE EN UNA DIRECCION LINEAL O PUEDE MOVERSE TANTO EN UNA DIRECCION LINEAL COMO ANGULAR. UNA PLURALIDAD DE LAMINAS DE PLASTICO SE CALIENTAN Y SE SITUAN SOBRE UN TROQUEL RESPECTIVO ESTANDO SUMINISTRANDO CON VACIO A TRAVES DE LOS TROQUELES POR MEDIO DE CAMARAS DE VACIO PARA ATRAER LA LAMINA DE PLASTICO. UNA VEZ FORMADA, SE MUEVEN JUNTOS LOS TROQUELES PARA CREAR UN ENLACE DE JUNTA LONGITUDINAL ENTRE PIEZAS ADYACENTES DE LAS LAMINAS DE PLASTICO. SI SE REQUIERE, PUEDE SUMINISTRARSE CALENTAMIENTO ADICIONAL A TRAVES…
PROCEDIMIENTO PARA EL REACONDICIONAMIENTO DE BARRILES CON ESPICHE NORMALIZADOS DE PLASTICO.
(01/03/2001) EL PROCESO PARA REACONDICIONAMIENTO DE BARRILES DE ESPICHE NORMALIZADOS DE PLASTICO, QUE SON ELABORADOS EN UNA SOLA PIEZA MEDIANTE MOLDEADO DE SOPLADO O A PARTIR DE UN CUERPO DE BARRIL CONFORMADO MEDIANTE SOPLADO, SE COMPONEN DE UN FONDO SUPERIOR SOLDADO, DISPONIENDO DE UNA APLICACION RENOVADA COMO BARRIL DE ESPICHE O PARA UNA UTILIZACION COMO BARRIL DE CUELLO AMPLIO CARACTERIZANDOSE POR LAS SIGUIENTES PARTICULARIDADES: A) SEPARACION MECANICA DEL FONDO DE BARRIL SUPERIOR DE FORMA TRANSVERSAL CON RESPECTO AL EJE LONGITUDINAL DEL CUERPO DE BARRIL; B) MECANIZACION DEL BORDE DE CORTE DE FORMA ANULAR DEL CUERPO DE BARRIL PARA LA ELABORACION DE UNA SUPERFICIE DE SOLDADURA LISA; C) LIMPIEZA DEL CUERPO DE BARRIL; D) CALIBRACION…
UN APARATO Y UN METODO PARA SELLADURA POR INDUCCION.
(01/08/2000) EL INVENTO SE REFIERE A UN METODO Y UN APARATO PARA SELLADO POR INDUCCION DE UN MATERIAL DE ENVASADO QUE INCLUYE UNA CAPA DE ALUMINIO LAMINADO. EL APARATO COMPRENDE UN INDUCTOR CON DOS CONDUCTORES PARALELOS LIGERAMENTE SEPARADOS, DISPUESTOS EN UNA PARTE PORTADORA ELECTROAISLADA . LOS CONDUCTORES ESTAN CONECTADOS ENTRE SI Y A UNA FUENTE DE CORRIENTE DE ALTA FRECUENCIA POR MEDIO DE DOS CONDUCTORES TRANSVERSALES . LOS CONDUCTORES TRANSVERSALES ESTAN COLOCADOS EN LA SUPERFICIE SUPERIOR DEL INDUCTOR Y COINCIDEN CON LAS LINEAS DEFINITORIAS EXTERIORES DEL TUBO DE MATERIAL COLOCADO DE PLANO . DE ESTE MODO, LA CORRIENTE SE CONDUCE DE FORMA CONTROLADA DESDE UN CONDUCTOR AL OTRO Y SE OBTIENE LA SALIDA DE POTENCIA NECESARIA PARA SELLAR…
PROCEDIMIENTO PARA ALISAR LA COSTURA SOLDADA DE HOJAS DE PLASTICO Y LA JUNTA OBTENIDA.
(01/06/2000). Solicitante/s: SIGNODE CORPORATION. Inventor/es: ADAMS, KARL G., POWERS, JOHN G., LINDSTEDT, DONALD W.
LA INVENCION PRESENTA UN METODO DE ALLANAMIENTO PARA HOJAS UNIDAD HECHAS DE MATERIAL TERMOPLASTICO. LOS EXTREMOS SOLDADOS DE LAS HOJAS DE PLASTICO SE COLOCAN ENTRE DOS PLATINAS. LAS PLATINAS SE CALIENTAN PARA ELEVAR LA TEMPERATURA DEL MATERIAL DE PLASTICO EN UNA CANTIDAD SUFICIENTE PARA REBLANDECER EL MATERIAL DE PLASTICO SIN PERJUDICAR SU ESTRUCTURA MOLECULAR. LAS PLATINAS SE PRESIONAN ENTRE SI CON UNA PRESION SUFICIENTE MIENTRAS QUE SE APLICA CALOR HASTA QUE LAS HOJAS SEAN PRESIONADAS ENTRE SI SUMINISTRANDO UNA UNION RELATIVAMENTE LISA Y CONTINUA QUE TIENE UN GROSOR SIMILAR AL DE UNA HOJA SIMPLE. FINALMENTE, LAS PLATINAS SE ENFRIAN ENFRIANDO DE ESTA FORMA LAS HOJAS UNIDAS.
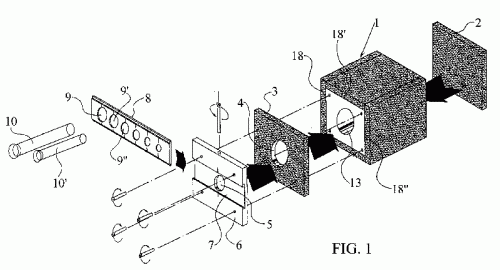
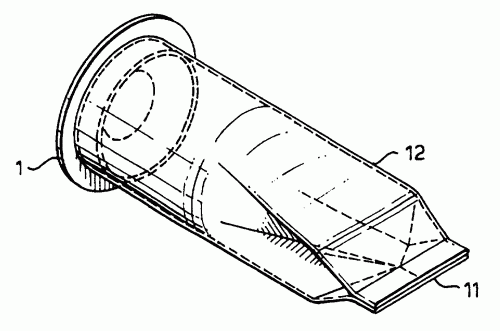
(16/05/2000). Ver ilustración. Solicitante/s: CARNAUDMETALBOX PLC CARNAUDMETALBOX SA. Inventor/es: PRINCE, CYRIL MILES.
UN RECEPTACULO CON COMPARTIMIENTOS, TAL COMO UN RECEPTACULO DE AEROSOL, QUE COMPRENDE UNA BOLSA DE PLASTICO ACOPLADA A UN COMPONENTE SUPERIOR TAL COMO UN CONO DE AEROSOL . EL CONO SE COMPONE NORMALMENTE DE ACERO LAMINADO CON POLIPROPILENO Y LA BOLSA SE ACOPLA AL CONO A TRAVES DE UNA UNION POR CALOR ENTRE PLASTICOS UTILIZANDO LA CAPA SUPERFICIAL DE POLIPROPILENO DEL CONO. LA BOLSA SE ACOPLA AL CONO POR UNA ZONA ALEJADA DE LA UTILIZADA PARA ACOPLAR EL CONO A UN RECEPTACULO DE AEROSOL CON UNA DOBLE COSTURA. EL CONO TIENE NORMALMENTE UN ABOCARDO ANULAR Y EL BOLSA SE ACOPLA BIEN A LA PARED EXTERIOR DEL ABOCARDO O BIEN A LA PARED INTERIOR DEL ABOCARDO.
PROCEDIMIENTO PARA LA UNION POR PEGADO DE UNA FUNDA SOBRE UN RELLENO CONFORMADO, ESPECIALMENTE DE ESPUMA DE POLIURETANO.
(16/03/2000) LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE SOLIDARIZACION POR ENCOLADO DE UNA FUNDA SOBRE UN RELLENO EN FORMA, PARTICULARMENTE DE ESPUMA DE POLIURETANO, EN PARTICULAR PARA LA REALIZACION DE COJINES DE ASIENTO, CARACTERIZADO PORQUE CONSISTE ESENCIALMENTE EN DISPONER UNA FUNDA EN UN CONFORMADOR EN FRIO Y EN FIJARLA SOBRE ESTE ULTIMO MEDIANTE UN MARCO DE SUJECION , Y A CONTINUACION EN DEPOSITAR UNA COLA SOBRE LAS PAREDES INTERNAS DE LA FUNDA , EN CALENTAR DESPUES A ALTA TEMPERATURA LA SUPERFICIE DEL RELLENO DESTINADA A COOPERAR CON LAS PAREDES INTERNAS DE LA FUNDA , EN INTERRUMPIR EL CALENTAMIENTO DESPUES DE ALCANZAR UNA TEMPERATURA PREDETERMINADA Y EN APLICAR INMEDIATAMENTE EL RELLENO DE ESPUMA ASI CALENTADO SOBRE LAS PAREDES INTERNAS DE LA FUNDA ENLUCIDAS CON COLA DE MANERA QUE REALICE UNA…
PROCEDIMIENTO PARA SOLDADO DE MANGUITOS PARA TUBOS.
(16/10/1999). Solicitante/s: REHAU AG + CO. Inventor/es: BROCKER, MANFRED, BAUMGARTEL, CHRISTOF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA SOLDADURA DE MANGUITOS TUBULARES PREVIAMENTE CONFORMADOS A BASE DE MATERIAL SINTETICO TERMOPLASTICO. PARA ELLO SE UTILIZAN LOS EXTREMOS DE LOS TUBOS DE PLASTICO EN EL VOLUMEN DE MANGUITO. LAS ZONAS TUBULARES/MANGUITOS A SER SOLDADAS SE FUNDEN MEDIANTE APORTE DE CALOR Y SE MONTAN CON SOBREPRESION EN AL MENOS LA ZONA DE SOLDADURA. LA INVENCION HA PREVISTO PARA ELLO, QUE LA SOBREPRESION SE CONSTITUYA COMO PRESION DE ENSAMBLADO OPTIMA A TRAVES DEL PRESIONADO DEFINIDO DEL PERIMETRO EXTERIOR DEL EXTREMO DE LOS TUBOS EN EL PERIMETRO INTERIOR DEL MANGUITO, ANTES DEL PRINCIPIO DEL PROCESO DE SOLDADURA. ESTA SOBREPRESION SE MANTIENE HASTA EL ENFRIAMIENTO UNA VEZ ACABADO EL PROCESO DE SOLDADURA.
ENVOLTURA SEPARADORA DE PLACAS DE BATERIAS Y METODO PARA FORMAR CONJUNTOS DE PLACAS DE BATERIAS QUE LA INCLUYEN.
(01/08/1999) UNA ENVOLTURA DE PLACA DE BATERIA INCLUYE UNA LAMINA DE MATERIAL DE PELICULA POROSA, TENIENDO UN BORDE ANCHO RESPECTO AL FONDO PLEGADO (12A) Y CON BORDES LATERALES SOLAPADOS (12B1, 12C1, 12B2, 12C2) PARA DE ESE MODO FORMAR UN BOLSILLO PARA RECIBIR LA PLACA DE BATERIA DENTRO DE EL. LOS BORDES LATERALES SOLAPADOS SON UNIDOS UNOS A OTROS POR UNA SERIE QUE SE EXTIENDE A LO LARGO DE REGIONES DE UNION DISCONTINUAS (12D, 12E) CON UNAS REGIONES ADYACENTES DE LAS REGIONES DE UNION DISCONTINUAS, ESTANDO SEPARADAS POR LAS RESPECTIVAS REGIONES SIN SELLADO (12F, 12G). ESTAS REGIONES NO SELLADAS ESTABLECEN DE ESE MODO CANALES LATERALES RESPECTIVOS, A TRAVES DE LOS CUALES EL FLUIDO (E.J. ELECTROLITO EMPLEADO EN UNA BATERIA DE ALMACENAMIENTO HUMEDO) PUEDE PASAR…
PROCEDIMIENTO DE EXTRUSION DE DOS O MAS MATERIALES.
(16/07/1999). Solicitante/s: REDDIPLEX GROUP PLC. Inventor/es: BOOT, PETER L.
METODO PARA FABRICAR MIEMBROS ALARGADOS DECORADOS, POR EJEMPLO PARA MARCOS DE CUADROS, QUE COMPRENDE LOS PASOS DE EXTRUSION DE UN PRIMER MATERIAL Y ENFRIARLO, DE MODO QUE SEA FUNDAMENTALMENTE SOLIDO, LA EXTRUSION DE UN SEGUNDO MATERIAL A LO LARGO DE UNA SUPERFICIE DEL PRIMER MATERIAL , DISPUESTO PARA PASAR POR UN CAMBIO, PERMITIENDO QUE SE FORME UNA ADHESION FIRME ENTRE LOS MATERIALES, DANDO FORMA AL SEGUNDO MATERIAL PARA PRODUCIR DECORACION SUPERFICIAL Y EL ENFRIAMIENTO DEL PRIMER Y SEGUNDO MATERIAL. ESTO PROPORCIONA UNA MANERA BARATA Y RAPIDA DE PRODUCIR MIEMBROS DECORADOS.
MECANISMO PARA CIERRE POR TERMOSOLDADURA DE UNA BANDA PLASTICA SOBRE UN OBJETO.
(16/07/1999) 1. MECANISMO PARA CIERRE POR TERMOSOLDADURA DE UNA BANDA PLASTICA SOBRE UN OBJETO, COMO POR EJEMPLO UNA CAJA O EMBALAJE, CARACTERIZADO POR ESTAR CONSTITUIDO A PARTIR DE DOS CABEZALES, MONTADOS COAXIALMENTE EN CONTRAPOSICION Y CON LA COLABORACION DE SOPORTES SOBRE RESPECTIVAS GUIAS, CABEZALES QUE SON DESPLAZABLES SOBRE LAS CITADAS GUIAS CON LA COLABORACION DE RESPECTIVOS CILINDRICOS HIDRAULICO O NEUMATICOS QUE PERMITEN SU DISTANCIAMIENTO EN UNA MAGNITUD SUFICIENTE COMO PARA PERMITIR EL PASO A TRAVES DE ELLOS DEL OBJETO A CINCHAR, ASI COMO SU APROXIMACION HASTA UNA SITUACION LIMITE EN LA QUE TALES CABEZALES PRESIONAN CONTRA UNA SUFRIDERA…
METODO PARA MONTAR UNA MEMBRANA TERMOPLASTICA EN LA ABERTURA DE UNA PIPETA.
(16/03/1999). Solicitante/s: GOODMAN, JACK. Inventor/es: GOODMAN, JACK.
UN DISPOSITIVO DE TRANSFERENCIA DE LIQUIDO QUE INCLUYE UN FIJADOR PARA UN CONJUNTO DE PIPETAS. UNA MEMBRANA PREFORMADA FLEXIBLE QUE TIENE CAVIDADES SE ENCUENTRA POR ENCIMA DE LAS ABERTURAS PROXIMALES DE LAS PIPETAS E INTERCALADA ENTRE LAS MISMAS CON UNA CARCASA , EXTENDIENDOSE LAS CAVIDADES EN LAS ABERTURAS PROXIMALES DE LAS PIPETAS. UN VACIO CONSEGUIDO EN EL CONTENEDOR DESPLAZA LA MEMBRANA DESDE LAS ABERTURAS PROXIMALES CREANDO ASI UNA PRESION REDUCIDA EN LAS PIPETAS QUE, CUANDO SUS EXTREMOS DISTALES SE ENCUENTRAN SUMERGIDOS EN UN LIQUIDO, SACARA PARTE DEL LIQUIDO A LAS PIPETAS EN CANTIDADES SUSTANCIALMENTE IGUALES. EN UNA INCORPORACION, UN BORDE DESPLAZABLE SE PROPORCIONA PARA CONTROLAR EL DESPLAZAMIENTO ASCENDENTE DE LA MEMBRANA DESPLAZADORA Y DE LA MISMA MANERA LA CANTIDAD DE LIQUIDO VERTIDO EN LAS PIPETAS. TAMBIEN SE MUESTRA UN METODO PARA FABRICAR LA MEMBRANA PREFORMADA.
MEJORAS INTRODUCIDAS EN SOLDADURAS.
(16/02/1999). Solicitante/s: RECKITT & COLMAN PRODUCTS LIMITED. Inventor/es: WALLWORK, STEPHEN, FRED.
EL INVENTO SE REFIERE A UN METODO Y A UN APARATO PARA SOLDAR UN ELEMENTO QUE COMPRENDE PAPEL, A UN MATERIAL TERMOPLASTICO, SIN UN TRATAMIENTO PREVIO DEL MATERIAL PLASTICO. EN UNA VERSION DESCRITA, UN LAMINADO QUE COMPRENDE PAPEL, CON UN REVESTIMIENTO PERMEABLE AL VAPOR E IMPERMEABLE AL LIQUIDO EN LA SUPERFICIE MAYOR, SE SUELDA CON EXITO A UN MATERIAL DE POLIPROPILENO DE UN GROSOR DE 1.5 MM, FORMANDO LA SUPERFICIE NO REVESTIDA DEL LAMINADO UNA INTERCONEXION CON EL POLIPROPILENO, SOMETIENDO LA INTERCONEXION A CONDICIONES ENTRE DOS MARGENES DE PARAMETROS, UNA TEMPERATURA DE 185 POR UN PERIODO DE TIEMPO DE 10 SEGUNDOS Y A UNA TEMPERATURA DE 220 TODAS LAS SOLDADURAS EFECTUADAS ENTRE DICHOS MARGENES DE PARAMETROS PRODUCEN UNA SOLDADURA ACEPTABLE DEL PAPEL A LOS TERMOPLASTICOS.
PROCEDIMIENTO PARA LA UNION DE PERFILES DE MATERIALES ELASTOMEROS.
(01/11/1998). Solicitante/s: PHOENIX AKTIENGESELLSCHAFT. Inventor/es: GUTSCHMIDT, HOLGER, GRABE, WERNER, GLANG, SIEGFRIED.
LA INVENCION SE REFIERE A UN PROCESO PARA LA UNION DE SECCIONES ELABORADAS DE MATERIAL ELASTOMERO, EN PARTICULAR CINTAS DE SELLADO PERFILADAS, QUE SON UTILIZADAS ESPECIALMENTE PARA LA ELABORACION DE ESQUINAS DE ESTRUCTURAS DE SELLADO. AMBOS EXTREMOS DE SECCION A SER UNIDOS CONJUNTAMENTE ESTAN MONTADOS CADA UNO DE ELLOS EN UN DISPOSITIVO SOPORTE, DISPONIENDO CADA UNO DE ELLOS DE DOS SUJECIONES PERFILADAS DIVIDIDAS. CUANDO AMBOS DISPOSITIVOS DE SOPORTE ESTAN CERRADOS, LAS CARAS FRONTALES DE LOS EXTREMOS DE SECCION DE CORTE PRECISO LOCALIZADOS EN LA MISMA ALTURA ESTAN UNIDOS CONJUNTAMENTE MEDIANTE VULCANIZACION DE UN SISTEMA ADHESIVO VULCANIZABLE. AL MISMO TIEMPO SE APLICA PRESION MEDIANTE DISPOSICION CONJUNTA DE AMBOS DISPOSITIVOS DE SOPORTE DE CIERRE. SE DESCRIBE TAMBIEN OTRA VARIANTE DE ESTE PROCESO.
BOLSA PARA CONTENER FLUIDO.
(01/06/1998). Solicitante/s: E.R. SQUIBB & SONS, INC.. Inventor/es: STEER, GRAHAM EMERY, GENT, JOHN A., STEER, PETER LESLIE ×KINGSCOTE×.
SE PRESENTA UNA COMBINACION DE BOLSA PARA CONTENER FLUIDO Y UN TUBO . LA BOLSA PUEDE SER UNA DE DRENAJE DE ORINA Y ESTA COMPUESTA DE DOS CAPAS SUPERPUESTAS , UNIDAS POR UNA SOLDADURA, CUYA CONFIGURACION SE ELIGE PARA DEFINIR, EN UNA SOLA OPERACION DE SOLDADURA, EL PERFIL DE LA BOLSA Y EL TUBO INTEGRADO. UNA SOLA JUNTURA DE SOLDADURA DEFINE EL VOLUMEN DE LA BOLSA. EL TUBO Y LA JUNTURA DE LA SOLDADURA VAN ADYACENTES UNA DE OTRA Y ESTAN SEPARADAS POR UNA FILA DE PERFORACIONES O POR UNA LINEA DE DEBILITAMIENTO. DE ESTA FORMA, SE PROCURAN LOS MEDIOS PARA IMPEDIR EL CONTACTO CARA A CARA DE LAS PARTES SELECCIONADAS DE LAS SUPERFICIES INTERIORES DE LAS CAPAS MENCIONADAS. ESTO SE PUEDE HACER APLICANDO CONTRACCION POR CALOR SOBRE PARTES SELECCIONADAS DE UNA O AMBAS CAPAS. UNA DE LAS CAPAS O PREFERIBLEMENTE LAS DOS ESTAN ORIENTADAS BIAXIALMENTE.
METODO PARA UNIR LAS PARTES DE CIERRE PARA EMPAQUETAR ENVASES EN UNA TIRA CONTINUA O UNA LAMINA.
(16/02/1998). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: HAKANSSON, JAN, LUNDH, KARL-ERIK.
LA INVENCION SE REFIERE A UN METODO PARA DISTRIBUIR LAS PARTES PARA LOS DISPOSITIVOS DE ABERTURA Y PREPARACION PARA LA APLICACION EN ESTOS DE LAS PARTES , QUE ESTAN DISEÑADAS PARA SER APLICADAS INDIVIDUALMENTE SOBRE UN CONTENEDOR DE EMPAQUETAMIENTO, SE POSICIONAN, SE CIERRAN Y SE ORDENAN ENTRE SI PARA FORMAR UNA BANDA CONTINUA O UNA LAMINA. LAS PARTES PREFABRICADAS ESTAN DISPUESTAS EN FILAS (X). EN CADA FILA (X), SE SUMINISTRAN DOS O MAS DE ESTAS PARTES CON PROYECCIONES QUE SE COLOCAN CONTRA LA PARTE CORRESPONDIENTE EN UNA FILA PROXIMA Y SE SUELDAN JUNTAS USANDO MEDIOS ULTRASONICOS.
CONJUNTO DE ELEMENTOS DE PLASTICO ALARGADOS Y PROCEDIMIENTO Y DISPOSITIVO PARA SU REALIZACION.
(01/01/1998) SE PRESENTA UN METODO PARA MANUFACTURAR UN MIEMBRO DE PLASTICO ALARGADO QUE INCLUYE EL SUMINISTRO DE AL MENOS UN MIEMBRO DE PLASTICO ALARGADO QUE TENGA UNA PARED DE PLASTICO . UN PARTE DEL MIEMBRO ALARGADO SE ALINEA DE FORMA ADYACENTE A OTRA PARTE DE UN MIEMBRO DE PLASTICO ALARGADO Y LAS PAREDES DE LOS MIEMBROS DE PLASTICO ALARGADO, ADYACENTES SE PLASTIFICAN. LAS PARTES PLASTIFICADAS DE LAS PAREDES SE HACEN FLUIR AL INTERIOR DE UN MOLDE ENTRE LAS PARTES ALARGADAS ADYACENTES PARA QUE FUNDAN LAS PARTES ADYACENTES ENTRE SI. UN MIEMBRO DE PLASTICO ALARGADO SEPARABLE SE HACE DE ACUERDO CON EL PROCESO DESCRITO ANTERIORMENTE. EL MIEMBRO DE PLASTICO ALARGADO PUEDE HACERSE A PARTIR DE UN MIEMBRO DE PLASTICO ALARGADO SIMPLE EN UNA CONFIGURACION ARROLLADA O A PARTIR DE UNA PLURALIDAD DE MIEMBROS DE PLASTICOS ALARGADOS UNIDOS EN PARALELO…
(16/10/1997). Solicitante/s: LEFEBVRE, JEAN-MARIE. Inventor/es: LEFEBVRE, JEAN-MARIE.
LA INVENCION CONCIERNE A UN FILTRO PARA LA INTERRUPCION PARCIAL Y AL MENOS TEMPORAL DE UNA VENA, ESTE FILTRO INCLUYE UNA CANALIZACION EN POLITETRAFLUORETILENO , PRESENTANDO HACIA SU EXTREMIDAD DISTAL DE LOS CORTES LONGITUDINALES REPARTIDOS SIMETRICAMENTE SOBRE SU PERIFERIA, Y DELIMITANDO LAS BANDAS FLEXIBLES Y UN CONDUCTO EN POLITETRAFLUORETILENO INTERIOR A LA CANALIZACION ; EL CONDUCTO Y LA CANALIZACION SON SOLIDARIOS POR EJEMPLO POR TERMOSOLDADURA, POR SUS EXTREMIDADES DISTALES (2A, 3A). DE PREFERENCIA UN ANILLO EN UN MATERIAL RADIO-OPACO ES INCLUIDO ENTRE LAS EXTREMIDADES DISTALES (2A, 3A) DESDE QUE EFECTUO LA TERMOSOLDADURA. LAS BANDAS FLEXIBLES SE DESPLEGAN TRANSVERSALMENTE POR DESLIZAMIENTO DEL CONDUCTO EN LA CANALIZACION ELLAS HAN SUFRIDO UN TRATAMIENTO DE TERMO-FIJACION, MEMORIZANDO EN LA ESTRUCTURA POLIMERICA DE TETRAFLUORETILENO LA FORMA DESPLEGADA Y/O UNA FORMA EN HELICE.
METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, Y VISOR HECHO MEDIANTE EL METODO.
(16/10/1997) SE PRESENTA UN METODO PARA LA MANUFACTURA DE UN VISOR SOLAR PARA UN VEHICULO, EN EL CUAL SE DISPONEN UNA PRIMERA LAMINA Y UNA SEGUNDA LAMINA DE UN MATERIAL SINTETICO EXPANDIDO Y UNA PRIMERA PELICULA DE CUBIERTA Y UN SEGUNDA PELICULA CUBIERTA SOBRE LAS CARAS OPUESTAS DE UN CERCO RECTANGULAR PARA FORMAR UNA ESTRUCTURA ESTRATIFICADA. LAS LAMINAS Y LAS PELICULAS DE CUBIERTA SON MAS LARGAS Y MAS ANCHAS QUE LA LONGITUD Y LA ANCHURA DEL CERCO Y QUE LAS DIMENSIONES DE LAS CAVIDADES DEL MOLDE DE UN PRIMER TROQUEL Y DE UN SEGUNDO TROQUEL DE UNA PRENSA ENTRE LOS CUALES SE DISPONE LA ESTRUCTURA ESTRATIFICADA . ESTOS TROQUELES SE CIERRAN PROGRESIVAMENTE PARA PRESIONAR…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}