CIP-2021 : B21D 9/18 : para calentar o enfriar los codos.
CIP-2021 › B › B21 › B21D › B21D 9/00 › B21D 9/18[2] › para calentar o enfriar los codos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 9/00 Curvado de tubos mediante la utilización de mandriles u órganos análogos (B21D 11/02 - B21D 11/18 tienen prioridad).
B21D 9/18 · · para calentar o enfriar los codos.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA EL CURVADO POR INDUCCION DE TUBOS.
(16/07/2005). Ver ilustración. Solicitante/s: MANNESMANNRIHREN-WERKE AG. Inventor/es: ARENZ, UWE, LEPPMANN, NORBERT, GROSS-WEEGE, JOHANNES, DR.
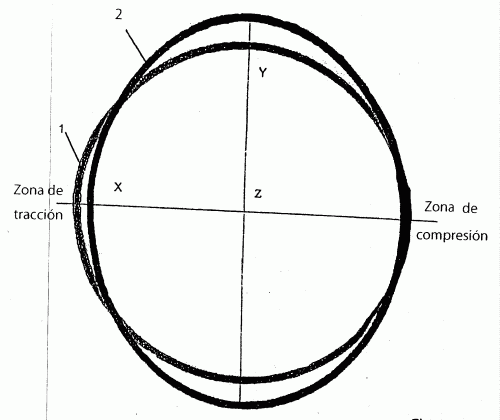
Procedimiento para el curvado por inducción de tubos, en particular tubos de gran diámetro, en una instalación de curvado por inducción, en el que durante el proceso de curvado se ejerce una presión que actúa sobre el tubo inmediatamente detrás de la zona de calentamiento, caracterizado porque cada vez el tramo de arco que abandona la zona de calentamiento se lleva con empleo de esfuerzos sobre al menos dos sitios del contorno, y en un plano que se elige porque en él se espera la máxima ovalidad, hasta alcanzar el diámetro exterior nominal del arco de tubo, en donde la prolongación hacia atrás del plano pasa por el punto central de rotación del brazo de curvado de la instalación de curvado por inducción.
METODO PARA CONTROLAR LA CURVATURA DE POR LO MENOS UNA ESTRUCTURA METALICA DE FORMA ALARGADA.
(16/01/1985). Solicitante/s: GENERAL ELECTRIC COMPANY.
METODO PARA CONTROLAR LA CURVATURA DE POR LO MENOS UNA ESTRUCTURA METALICA DE FORMA ALARGADA QUE INCLUYE EXTREMIDADES OPUESTAS, PRODUCIENDOSE DICHA CURVATURA POR LA DILATACION DEBIDA A FACTORES EXTERNOS QUE ACTUAN SOBRE DICHA ESTRUCTURA.CONSISTE EN TRATAR TERMICAMENTE LA ESTRUCTURA ANTES DE SU MONTAJE, INCLUYENDO DICHO TRATAMIENTO TERMICO EL CALENTAMIENTO DE UNA POSCION DE DICHA ESTRUCTURA A UNA TEMPERATURA DIFERENTE A LA DEL RESTO DE LA ESTRUCTURA, Y EN SUJETAR LA MENCIONADA ESTRUCTURA TRATADA TERMICAMENTE EN SUS EXTREMIDADES OPUESTAS, DE MANERA QUE LA CURVATURA PREVISTA DE ANTEMANO PUEDA EFECTUARSE SIN INTERFERENCIA CON OTRAS ESTRUCTURAS PROXIMAS.
{kind=link}