CIP-2021 : B29C 51/42 : Calentamiento o enfriamiento.
CIP-2021 › B › B29 › B29C › B29C 51/00 › B29C 51/42[2] › Calentamiento o enfriamiento.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 51/00 Conformación por termoformación, p. ej. conformación de hojas en los moldes en dos partes o por embutido profundo; Aparatos a este efecto.
B29C 51/42 · · Calentamiento o enfriamiento.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA LA FABRICACION DE PERFILES LAMINARES DE MATERIAL PLASTICO, MAQUINA PARA SU REALIZACION Y PANEL LAMINAR CONFORMADO FABRICADO CON AYUDA DE LOS MISMOS.
(16/12/2003) Procedimiento para la fabricación de perfiles laminares de material plástico, máquina para su realización y panel laminar conformado fabricado con ayuda de los mismos. El procedimiento, comprende una primera fase de calentamiento uniforme del material hasta temperatura de reblandecimiento, seguida de una fase de termoconformación con orientación biaxial y enfriamiento simultáneo progresivo, al hacer entrar el material laminar a temperatura de reblandecimiento por un paso que adopta la forma deseada para el perfil terminado, en cuyas paredes tiene lugar la acción simultánea de refrigeración. La máquina comprende una unidad de calentamiento destinada a llevar el material hasta el punto de reblandecimiento del mismo, cuya unidad presenta una cámara para el paso…
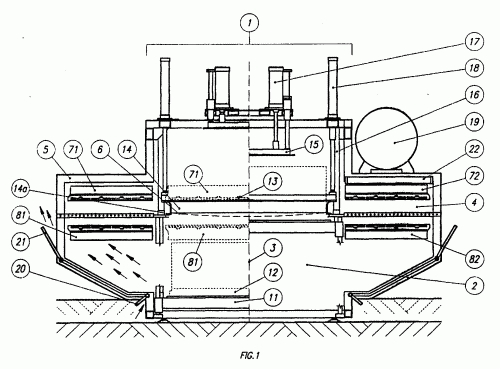
APARATO Y PROCEDIMIENTO DE TERMOFORMADO DE ESTACION UNICA.
(16/02/2002). Ver ilustración. Solicitante/s: GAM IMPIANTI S.A. Inventor/es: DE NICHILO, GIORGIO.
UN APARATO DE TERMOFORMACION DE UNA SOLA ESTACION QUE CONSTA DE AL MENOS UN HORNO QUE INCLUYE UN PANEL DE CALENTAMIENTO, COMPUESTO DE DOS PORCIONES DE PANEL QUE PUEDEN SER TRANSPORTADAS SOBRE UN PLANO PARALELO AL PLANO SOPORTE DE UNA HOJA DE UN MATERIAL DE PLASTICO A TERMOFORMAR Y QUE SE PUEDEN ACOPLAR ENTRE SI EN UNA LINEA DE ACOPLAMIENTO COMUN. EL METODO LLEVADO A CABO POR ESTE APARATO CONSISTE EN EMPEZAR EL PROCESO DE CALENTAMIENTO SIMULTANEAMENTE EN LOS LADOS OPUESTOS DEL MATERIAL DE LA HOJA. CON EL APARATO Y EL METODO DE LA INVENCION SE CONSIGUE UNA DISTRIBUCION UNIFORME DEL CALOR A TRAVES DE TODA LA SUPERFICIE DE LA HOJA DE MATERIAL DE PLASTICO QUE SE ESTA TRATANDO, EVITANDO ASI CUALQUIER DIFERENCIA TERMICA ENTRE LAS DIFERENTES REGIONES DE LA HOJA DE MATERIAL QUE SE ESTA TRATANDO.
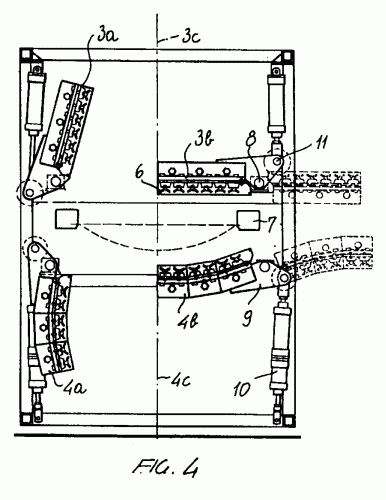
HORNO, EN PARTICULAR PARA LAS ESTACIONES DE CALENTAMIENTO EN LOS APARATOS DE TERMOCONFORMADO Y ESTACION DE CALENTAMIENTO COMPRENDIENDO DICHO HORNO.
(16/02/2002). Ver ilustración. Solicitante/s: GAM IMPIANTI S.A. Inventor/es: DE NICHILO, GIORGIO.
SE PRESENTA UN HORNO QUE PUEDE SER ESPECIFICAMENTE UTILIZADO EN ESTACIONES DE CALENTAMIENTO DE APARATOS DE TERMOFORMACION, QUE CONSTA DE UN PANEL DE CALENTAMIENTO CONSTITUIDO POR PARTES DE PANEL QUE PUEDEN ABRIRSE O SEPARARSE MUTUAMENTE EN UNA OPERACION DE CAIDA CONTROLADA O POR LA GRAVEDAD. DE ESTA FORMA SE ASEGURA, QUE, EN CASO DE EMERGENCIA, EL PANEL PUEDA SER EXTRAIDO INMEDIATAMENTE DEL MATERIAL DE PLASTICO QUE ESTA SIENDO DEFORMADO, INCLUSO EN EL CASO DE UN MAL FUNCIONAMIENTO DE LOS MEDIOS QUE CONTROLAN EL FUNCIONAMIENTO DEL HORNO.
PLACA AMORFA TEÑIDA DE UN TERMOPLASTICO CRISTALIZABLE.
(01/01/2002). Ver ilustración. Solicitante/s: HOSTAGLAS LTD. Inventor/es: GAWRISCH, WOLFGANG, MURSCHALL, URSULA, DR., BRUNOW, RAINER.
LA INVENCION TRATA DE UNA PLACA AMORFA Y TEÑIDA CUYO GROSOR OSCILA ENTRE 1 Y 20 MM Y QUE ESTA CARACTERIZADA PORQUE CONTIENE COMO COMPONENTE PRINCIPAL UN TERMOPLASTICO CRISTALIZABLE Y AL MENOS UN COLORANTE ORGANICO Y/O INORGANICO. LA INVENCION TRATA ASIMISMO DE UN PROCEDIMIENTO PARA SU FABRICACION, ASI COMO SU USO. LA PLACA SEGUN LA INVENCION PUEDE CONTENER ADEMAS UN ESTABILIZANTE DE UV.
MAQUINA DE TERMOCONFORMADO.
(01/05/2001). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: REICHERT,MANFRED DIPL.I., STADEL,HANS-PETER, M.
Máquina de termoconformado para conformar, llenar y cerrar vasos , que presenta una estación de calefacción con pares de placas de calefacción (18, 18a, 19, 19a) desplazables unas hacia otras para una hoja continua termoconformable. Para hacer que tanto el fondo del vaso como también su pared lateral presenten aproximadamente el mismo espesor de pared, las dos últimas placas de calefacción , visto en el sentido de transporte de la hoja continua , tienen zonas que están distanciadas diferentemente en relación a la hoja continua . Debido a esto se hace que al desplazarse una hacia otra las dos placas de calefacción se desplace material de la hoja continua a la zona de la pared lateral a conformar, mientras que se adelgaza la zona del fondo a conformar.
PROCEDIMIENTO Y EQUIPO PARA LA FABRICACION DE PIEZAS DE GRAN ESPESOR TERMOCONFORMADAS A PARTIR DE MATERIAL FIBROSO TEXTIL.
(01/03/1999). Ver ilustración. Solicitante/s: GARCIA AGUILAR, ANGEL VAZQUEZ ANDION, SERGIO GIMENEZ ALMANSA, CARLOS. Inventor/es: GARCIA AGUILAR, ANGEL, VAZQUEZ ANDION, SERGIO, GIMENEZ ALMANSA, CARLOS.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE GRAN ESPESOR TERMOCONFORMADAS A PARTIR DE MATERIAL FIBROSO TEXTIL. CONSISTE EN INTRODUCIR EN EL MATERIAL FIBROSO UN AGLUTINANTE, EN COMPACTAR LA MEZCLA PARA CONSEGUIR UNA ESTERA DE FIBRAS Y EN SOMETER LA ESTERA A UN PRENSADO EN MOLDE CALIENTE, INYECTANDO DE MODO TEMPORIZADO AIRE CALIENTE A UNOS 300C Y A UNA PRESION ENTRE 1 Y 8 BAR EN LA PIEZA A TRAVES DEL MOLDE , PUDIENDOSE INYECTAR TAMBIEN AGUA PULVERIZADA. EL MOLDE ESTA PROVISTO DE AGUJEROS EN LAS ZONAS MAS GRUESAS DE LA PIEZA Y EL CIRCUITO E AIRE CALIENTE COMPRENDE MEDIOS DE PRECALENTAMIENTO (3A), UN CALENTADOR ELECTRICO , MEDIOS PARA LA PULVERIZACION DE AGUA Y MEDIOS DE CONTROL PARA LA SINCRONIZACION DEL PROCESO. PERMITE EL QUE LA PIEZA RESULTE MAS RIGIDA Y RESISTENTE A LA HUMEDAD.
METODO E INSTALACION PARA LA FABRICACION DE TABLEROS DECORATIVOS.
(01/12/1998). Solicitante/s: MAES, CARLO. Inventor/es: MAES, CARLO.
LA INVENCION SE REFIERE A UN METODO Y UNA INSTALACION PARA FABRICAR PANELES DECORATIVOS CON UNA DECORACION EN RELIEVE SOBRE AL MENOS UNO DE SUS LADOS ANCHOS, CARACTERIZADA POR QUE UNO EMPIEZA CON UN A HOJA DURA DE ESPUMA DE RESINA ARTIFICIAL PARCIALMENTE TERMOPLASTICA CON UNA ESTRUCTURA CELULAR ESENCIALMENTE CERRADA, POR QUE ESTA HOJA ESTA SUSTANCIALMENTE CALENTADA DE MODO REGULAR SOBRE AL MENOS UNO DE SUS LADOS ANCHOS, DE MANERA QUE SE ABLANDA, Y POR QUE MEDIANTE UN MOLDE SE APLICAN DICHAS DECORACIONES EN RELIEVES HUNDIDOS Y/O ELEVADOS A DICHO LADO POR PRESION.
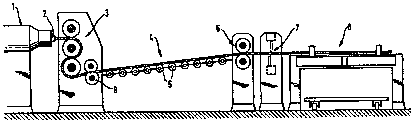
UN SISTEMA, PROVISTO DE ESTACIONES DE PRECALENTAMIENTO, PARA FORMACION EN CALIENTE DE MATERIAL LAMELAR.
(16/09/1998). Solicitante/s: COMI S.R.L. Inventor/es: BALLABIO, ENZO, SERTORI, REMO.
LA PRESENTE INVENCION SE REFIERE A UN SISTEMA PARA FORMACION EN CALIENTE DE MATERIALES LAMELARES, INCLUYENDO ESTACIONES DE PRECALENTAMIENTO, CARACTERIZADO PORQUE EL SISTEMA COMPRENDE, EN SENTIDO DESCENDENTE DE UN CARGADOR AUTOMATICO DE PLACAS DE MATERIAL TERMOPLASTICO, UNA PRIMERA CAMARA DE PRECALENTAMIENTO, PARA CALENTAR UNA PLACA HASTA UN 30% DE LA TEMPERATURA FINAL DE PLASTIFICACION DE LA MISMA, UNA SEGUNDA CAMARA DE PRECALENTAMIENTO PARA CALENTAR HASTA UN 60% DE LA TEMPERATURA DE PLASTIFICACION DE LA MISMA, UNA CAMARA DE PLASTIFICACION PARA REALIZAR EL CALENTAMIENTO FINAL DE LA PLACA HASTA LA TEMPERATURA DE PLASTIFICACION DE LA MISMA, Y UNA CAMARA DE OBTENCION DE VACIO, ASI COMO UNA ESTACION DE DESCARGA. TAMBIEN SE DISPONE DE TRANSPORTADORES PARA TRANSFERIR, FASE A FASE, LAS PLACAS A TRAVES DEL SISTEMA HASTA LA ESTACION DE DESCARGA.
CONTENEDORES DE PLASTICOS DE VARIAS CAPAS Y METODOS PARA PRODUCIR LOS MISMOS.
(16/07/1997). Solicitante/s: IDEMITSU PETROCHEMICAL CO., LTD.. Inventor/es: TAKAHASHI, HIROYUKI, MAEDA, HIROSHI, YAMADA, TOYOKAZU, ODAKA, HIRSOSHI.
UN CONTENEDOR DE VARIAS CAPAS CON UN REBORDE PARA SELLARLO CON UNA TAPADORA , EN DONDE EL GROSOR DE LA CAPA DE LA SUPERFICIE INTERIOR EN EL BORDE INTERIOR DEL REBORDE ES MAS FINO QUE EL DEL AREA DE SELLADO, ES PRODUCIDO POR UN METODO, EN DONDE UNA PORCION CIRCULAR DE UNA LAMINA DE VARIAS CAPAS, PARA SER EL REBORDE, ES SUJETO A UNA CIERTA PRESION MIENTRAS LA LAMINA DE VARIAS CAPAS, ESTA SIENDO MODELADA TERMICAMENTE BAJO UNAS CONDICIONES ESPECIFICAS, CON LA OTRA PORCION QUE LA PORCION CIRCULAR SIENDO ESTIRADA. HASTA UN ANILLO DE SELLADO TENIENDO UNA SUPERFICIE UNIFORME SIRVE COMO UN MEDIO PARA SELLADO DE EL CONTENEDOR DE VARIAS CAPAS RESULTANTE CON UNA TAPA, MIENTRAS SE ASEGURA SU FACIL APERTURA.
PRENSA PARA LA FORMACION DE UNA PIEZA DE MATERIAL COMPUESTO QUE COMPORTA UNOS REFUERZOS FIBROSOS EN UNA MATRIZ DE POLIMERO.
(16/05/1997). Solicitante/s: GEC ALSTHOM ACB AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: BLOT, PHILIPPE, AUGEREAU, JOEL, BRETAGNE, JOEL, DITTBERNER, JEAN-JACQUES.
LA PRENSA COMPORTA UN PLATO INFERIOR FIJO , Y UN PLATO SUPERIOR MOVIL ASOCIADO A UN GATO DE DESPLAZAMIENTO VERTICAL. UNA FORMA CORRESPONDIENTE A LA PIEZA A OBTENER ES COLOCADA SOBRE EL PLATO INFERIOR POR INTERMEDIO DE UN ORGANO DE AISLAMIENTO TERMICO , LA FORMA COMPORTA UNOS CANALES PARA LA CIRCULACION DE UN FLUIDO DE INTERCAMBIO TERMICO. EL MATERIAL A FORMAR ES COLOCADO SOBRE LA FORMA. EL PLATO SUPERIOR LLEVA UN CONJUNTO QUE COMPRENDE UNA MEMBRANA ELASTICA CUYO CONTORNO ESTA COGIDO EN SANDWICH ENTRE UN MARCO INFERIOR Y UNA TAPA UNIDA A UNA FUENTE DE FLUIDO BAJO PRESION, LA ESTANQUEIDAD ENTRE DICHA MEMBRANA Y LA TAPA ESTA ASEGURADA POR LA PRESION DE APRIETE ENTRE LAS DOS PIEZAS QUE RESULTAN POR UNA PARTE DEL ESFUERZO EJERCIDO SOBRE EL PLATO MOVIL Y POR OTRA PARTE DE LA PRESION DE DICHO FLUIDO.
DISPOSITIVO PARA CALENTAR PIEZAS EN FORMA DE PLACAS.
(16/10/1996). Solicitante/s: TETRA LAVAL HOLDINGS & FINANCE SA. Inventor/es: REIL, WILHELM, DEUTSCHBEIN, ULRICH, KNOBLOCH, GERD, LIEBRAM, UDO.
SE DESCRIBE UN DISPOSITIVO PARA CALENTAR PLACAS DE PLASTICO MEDIANTE CALORES DE CONTACTO Y GASES CALIENTES, LOS CUALES SE PONEN EN CONTACTO MEDIANTE LAS PLACAS PORTADORAS (2, 2') QUE SE VAN A CALENTAR EN LAS PLACAS DE PLASTICO . PARA ELLO, LAS DOS PLACAS PORTADORAS (2, 2') SE MUEVEN ENTRE SI Y DE FORMA VERTICAL HACIA LA SUPERFICIE DE CONTACTO COMUN . ADEMAS, LOS CONDUCTORES DE GUIA DE GAS DESEMBOCAN EN LA SUPERFICIE DE CONTACTO . PARA QUE LAS PLACAS DE PLASTICO A CALENTAR SE PUEDAN SOLTAR DE LAS PLACAS CALEFACTORAS (2, 2'), DE TAL FORMA QUE NO HAYA NINGUNA AVERIA EN EL DISPOSITIVO DE CALENTAMIENTO, LA SUPERFICIE DE CONTACTO DE AMBAS PLACAS PORTADORAS (2, 2') ESTA RODEADA DE CADA UNO DE LOS BORDES EXTERIORES Y CERRADOS EN FORMA DE SOPORTE SIN LAS ABERTURAS DE LA DESEMBOCADURA DE LOS CONDUCTORES DE GUIA DE GAS.
PROCESO PARA TERMOFORMAR UNA LAMINA DE RESINA TERMOPLASTICA Y SU APARATO.
(01/10/1996) EN UN PROCESO PARA PRODUCIR UN ARTICULO MOLDEADO, MEDIANTE EL CALENTAMIENTO DE UNA LAMINA DE RESINA TERMOPLASTICA Y DESPUES TERMOFORMAR UNA PARTE A SER MOLDEADA, SE DESCUBRE EL MEJORAMIENTO QUE COMPRENDE EL CALENTAR DICHA PARTE A SER MOLDEADA, PONIENDOLA EN CONTACTO CON UNA PLANCHA CALENTADORA, MIENTRAS QUE UNA PARTE POR LO MENOS, DE LA PARTE NO MOLDEADA DE LA LAMINA DE RESINA TERMOPLASTICA, NO SE CALIENTA PONIENDOLA EN CONTACTO CON UNA PLANCHA CALENTADORA, Y ENTONCES CALENTANDO LA PARTE A SER MOLDEADA Y UNA PARTE POR LO MENOS DE LA NO-MOLDEADA AL PONERLA EN UN ESTADO DE "NO-CONTACTO" CON UN APARATO CALENTADOR. TAMBIEN SE DESCUBRE…
(01/07/1996) LA INVENCION SE REFIERE A UN ARMARIO TERMICO PARA LA ELABORACION DE MANGOS DE PLASTICO CON EMBUTICION PROFUNDA, EN PARTICULAR PARA LA FABRICACION DE PROTESIS. PARA LA ELABORACION DE MANGOS DE PLASTICO CON EMBUTICION PROFUNDA CON ESPESOR DE PAREDES CONSTANTE DE FORMA AMPLIA SE PROPONEN LAS SIGUIENTES CARACTERISTICAS: A) UN ACCESORIOS DE EMBUTICION PROFUNDA CONFIGURADO DE FORMA APROXIMADA COMO EMBUDO, SUJETABLE VERTICALMENTE EN EL ESPACIO INTERIOR DEL ARMARIO; B) EL ACCESORIO DE EMBUTICION PROFUNDA ESTA CONSTITUIDO COMO EQUIPO CONDUCTOR DE AIRE. SU ABERTURA INFERIOR MUESTRA EL DIAMETRO MAS PEQUEÑO POSIBLE DE SECCION TRANSVERSAL DE ENTRADA DE AIRE Y SU ABERTURA SUPERIOR MUESTRA EL DIAMETRO MAYOR POSIBLE DE SECCION TRANSVERSAL DE SALIDA DE AIRE; C) EL ACCESORIO DE EMBUTICION PROFUNDA DISPONE DE FORMA INMEDIATA POR ENCIMA DE SU ABERTURA DE SALIDA DE AIRE…
DISPOSITIVO PARA LA EMBUTICION DE UNA ENVOLTURA ABIERTA.
(16/04/1996) SE DESCRIBE UN DISPOSITIVO PARA LA EMBUTICION DE UNA ENVOLTURA (8B) DE UN CORTE DE PLASTICO CAPAZ DE SER EMBUTIDO CON HERRAMIENTAS DE EMBUTICION MOVIBLES UNA RESPECTO A LA OTRA (FLECHA 20) Y ABRAZADERAS. PARA AUMENTAR LA POTENCIA DE LA MAQUINA Y EVITAR LOS POSIBLES RESIDUOS Y ADEMAS PARA ALIGERAR EL PESADO MANEJO DEL CARRIL DE PLASTICO TERMOPLASTICO, SE PROPONE SEGUN EL DESCUBRIMIENTO, QUE ESTE PREVISTO QUE DE LAS ABRAZADERAS UNA DE ELLAS ESTE EN UNA PLACA DE ASPIRACION PRINCIPAL (7B) SUJETA EN EL SOPORTE PRINCIPAL CALENTABLE, QUE JUNTAMENTE CON EL SOPORTE PRINCIPAL COMO ABRAZADERA CALIENTE QUE AVANZA EN UNA DIRECCION VERTICAL A LA DIRECCION DE MOVIMIENTO DE LA HERRAMIENTA DE EMBUTICION , SEA MOVIBLE POR MEDIO DE UN DISPOSITIVO DE ELEVACION…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICACION DE PIEZAS MOLDEADAS U OBJETOS.
(01/11/1995) EL PRESENTE INVENTO CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA FABRICACION DE PIEZAS MOLDEADAS U OBJETOS DE LAMINAS, BANDAS O PLACAS DE PLASTICO TERMODEFORMABLES SEGUN EL PROCEDIMIENTO DE EMBUTICION PROFUNDA NEGATIVO, CON LO QUE ANTES O POCO ANTES DE LA TERMODEFORMACION EN EL REVERSO DE LA LAMINA, BANDA O PLACA DE PLASTICO SE MANTIENE O AJUSTA UNA CAPA SUPERFICIAL O UNA ZONA DE CAPA SUPERFICIAL A UNA TEMPERATURA POR CALENTAMIENTO O ENFRIAMIENTO DIRIGIDO, QUE EN MAS DE 5 C, PRINCIPALMENTE EN MAS DE 10 C, ES MAS BAJA QUE LA TEMPERATURA SOBRE LA SUPERFICIE DIRIGIDA AL MOLDE DE EMBUTICION PROFUNDA NEGATIVA, MIENTRAS EN LA SUPERFICIE DIRIGIDA A LA FORMA DE EMBUTACION PROFUNDA NEGATIVA DE LA ZONA DE CAPA SUPERFICIAL ASI COMO DADO EL CASO UNA ZINA DE CAPAS SITUADA PROFUNDAMENTE BAJO ESTA CAPA SUPERFICIAL SE AJUSTA O CALIENTA A…
PROCEDIMIENTO E INSTALACION DE FUNDICION EXTRUSIONADORA PARA FABRICAR PIEZAS DE FORMA U OBJETOS.
(16/09/1995). Solicitante/s: ALKOR GMBH KUNSTSTOFFE. Inventor/es: LANDLER, JOSEF, CHEM.-ING.
SE TRATA DE UN PROCEDIMIENTO Y UNA INSTALACION PARA FABRICAR PIEZAS DE FORMA FUNDIDAS POR EXTRUSION, EN EL CUAL SE INTRODUCE UNA MASA LLANA DE PLASTICO EN UN MOLDE NEGATIVO SIMPLE O DE EMBUTICION PROFUNDA QUE, DURANTE EL PROCESO DE VERTER, ESTA CONSTANTEMENTE BAJO VACIO Y CUYA TEMPERATURA, ANTES DE VERTER EL MATERIAL, SE MANTIENE POR DEBAJO DE LOS 373 K. EL MOLDE NEGATIVO SIMPLE O DE EMBUTICION PROFUNDA Y/O LA EXTRUSORA DE RANURA ANCHA SE DESPLAZAN EN AL MENOS UNA DIRECCION. EL GROSOR MEDIO DE LA MASA DE FUNDICION EN EL MOLDE NEGATIVO SE AJUSTA A UN VALOR DE MENOS DE 7000 . LA MASA DE FUNDICION ADOPTA LA FORMA DEL MOLDE NEGATIVO CON DECORACION DE LA SUPERFICIE Y/O CON UNA ESTRUCTURA MICROPOROSA O GOFRADA. ANTES DE Y/O EN EL MOMENTO DEL CONTACTO, LA SUPERFICIE DEL MOLDE ASPIRA LA MASA QUE DE ESTA MANERA SE REFRIGERA O SE REFRIGERA POR CHOQUE, BAJANDO SU TEMPERATURA POR MAS DE 80 K.
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE FORMA U OBJETOS DE HOJAS, LAMINAS O PLACAS DE TERMOPLASTICO, POR EMBUTICION PROFUNDA CON MOLDE NEGATIVO.
(16/09/1995). Solicitante/s: LANDLER, JOSEF, CHEM.-ING. Inventor/es: LANDLER, JOSEF.
EL INVENTO PERFECCIONA EL PROCEDIMIENTO DE FABRICACION DE PIEZAS DE FORMA U OBJETOS DE HOJAS, LAMINAS O PLACAS DE TERMOPLASTICO, POR EMBUTICION PROFUNDA, SEGUN LA PATENTE P 37 14 366.2. LAS HOJAS, LAMINAS O PLACAS SE EMBUTEN Y DEFORMAN Y/O SE GOFRAN O DECORAN EN TODA SU EXTENSION. LA DEFORMACION Y/O PREFORMACION SE EFECTUA MEDIANTE UNA DIFERENCIA DE PRESION, EVITANDO LA BAJA PRESION QUE SE PRODUCE AL EMBUTIR. EN VEZ DE UN PUNZON DE FORMA POSITIVA SE UTILIZA UN SOPORTE FORMADO Y/O CON EL PUNZON UN SOPORTE FORMADO QUE EN SU SUPERFICIE PROXIMA AL MOLDE LLEVA LA MISMA FORMA, LAS MISMAS PARTES FORMADAS Y LAS MISMAS PARTES DE SUPERFICIE FORMADA EN POSITIVO QUE TIENE EL MOLDE HACIA EL QUE AVANZA EN NEGATIVO. MEDIANTE EL SOPORTE Y/O LA DIFERENCIA DE PRESION LA HOJA, LAMINA O PLACA SE TIRA HACIA EL MOLDE O SE PREFORMA Y MIENTRAS O DESPUES DE LA DEFORMACION TERMICA, EL SOPORTE SE COMBINA CON LA HOJA, LA LAMINA O LA PLACA QUE ESTA DENTRO DEL MOLDE.
MOLDE DE INERCIA DE BAJA TEMPERATURA Y SU USO PARA LA MEJORA DE LA SUPERFICIE DE LOS ARTICULOS MANUFACTURADOS POR SOPLADO O TERMOFORMA.
(01/07/1995). Solicitante/s: CENTRO SVILUPPO SETTORI IMPIEGO S.R.L.. Inventor/es: ADDEO, ANTONIO, DR., COCCA, VINCENZO, TOMMASI, IVANO.
EL MOLDE DE INERCIA DE BAJA TEMPERATURA CONSISTE EN DOS MOLDURAS DIVIDIDAS, CADA UNA REPRODUCIENDO LA MITAD DE LA IMPRESION DEL OBJETO A PRODUCIR, CARACTERIZADO EN QUE POR LO MENOS UNA DE LAS MOLDURAS COMPRENDE EN SU INTERIOR UN SISTEMA REFRIGERANTE Y UN SISTEMA CALENTADOR, LOCALIZADOS EN LAS CERCANIAS DE LA SUPERFICIE DE LA IMPRESION DE LA MOLDURA.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PIEZAS DE PLASTICO CONFIGURADAS POR MEDIO DE UN PROCESO DE EMBUTICION PROFUNDA.
(01/05/1995). Solicitante/s: BAYER AG. Inventor/es: WANK, JOACHIM, DIPL.-ING., NIEBLING, CURT.
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR PIEZAS DE PLASTICO CONFIGURADAS POR MEDIO DE UN PROCESO DE EMBUTICION PROFUNDA, SE CONFIUGURA MATERIAL FOLIADO QUE SE PUEDA MOLDEAR EN FRIO, A UNA TEMPERATURA DE TRABAJO INFERIOR A LA NECESARIA PARA EL REBLANDECIMIENTOD EL REFERIDO MATERIAL, CON AYUDA DE UN ELEMENTO DE PRESION FLUIDO, BAJO UNA PRESION ISOSTATICA DE DICHO MEDIO MAYOR DE 20 BARIOS. EL MODELADO SE PUEDE REALIZAR A GOLPES. LA HOJA QUE SE HA DE MODELAR PUEDE ESTAR DOTADA CON UNA CUBIERTA IMPRESA A COLORES. SI LA PIEZA LOGRADA RESULTA DELGADA, PUEDE QUEDAR REFORZADA MEDIANTE UNA ULTERIOR INYECCION DE PLASTICO.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE PIEZAS DE FORMA U OBJETOS PARA VEHICULOS.
(01/10/1994) EL INVENTO PERFECCIONA UN PROCEDIMIENTO DE FABRICACION DE PIEZAS DE FORMA U OBJETOS PARA VEHICULOS, EN EL CUAL SE UTILIZA UNA LAMINA DE PLASTICO FUNDIDO QUE SALE DE UNA EXTRUSORA DE RANURA ANCHA O DE SEMEJANTE DISPOSITIVO PLASTIFICADOR, PARA LA FUNDICION EN UN MOLDE NEGATIVO. EL LADO DE LA LAMINA DE PLASTICO QUE ESTA ALEJADO DEL MOLDE NEGATIVO DE EMBUTICION PROFUNDA SE REFRIGERA ANTERIORMENTE, DE MODO QUE, INMEDIATAMENTE DESPUES DE SALIR DE LA EXTRUSORA, ESA SUPERFICIE QUEDA CUBIERTA DE UNA PELICULA DE FUNDICION AUTOPORTANTE. ENTRE LA TEMPERATURA DE LA LAMINA DE PLASTICO Y LA TEMPERATURA DEL MAS FRIO MOLDE NEGATIVO DE EMBUTICION PROFUNDA SE AJUSTA UNA DIFERENCIA DE MAS DE…
PROCEDIMIENTO E INSTALACION PARA FABRICAR PIEZAS DE FORMA U OBJETOS DE TERMOPLASTICO MEDIANTE LA EMBUTICION PROFUNDA EN MOLDES NEGATIVOS.
(01/10/1994). Solicitante/s: ALKOR GMBH KUNSTSTOFFE. Inventor/es: LANDLER, JOSEF, CHEM.-ING.
SE TRATA DE UN PROCEDIMIENTO Y UNA INSTALACION PARA FABRICAR PIEZAS DE FORMA U OBJETOS A BASE DE LAMINAS DE TERMOPLASTICO, APLICANDO LA EMBUTICION PROFUNDA EN MOLDES NEGATIVOS. ESTE PROCEDIMIENTO SE DIVIDE EN VARIOS PASOS Y EMPIEZA POR LA INTRODUCCION Y LA EMBUTICION DE LAS LAMINAS EN LOS MOLDES NEGATIVOS MONTADOS EN UN CARRUSEL. LA INTRODUCCION SE EFECTUA O CON EL CARRUSEL EN MARCHA O MIENTRAS UN INTERVALO DE DETENCION DEL MISMO. LA PIEZA DE FUNDICION QUEDA FIJADA A LA SUPERFICIE SUPERIOR DE LA HOJA EXTRUIDA Y SE CORTA A MEDIDA, CONFORME AVANZA EL CARRUSEL. LA MEZCLA REACTIVA DE ESPUMA DE PLASTICO SE APLICA AL MOLDE NEGATIVO ABIERTO QUE DISPONE DE AL MENOS UNA PIEZA DE CIERRE PARA EL MOLDE DE ESPUMACION O DE UNA TAPA ANTIESPUMANTE, Y SE VIERTE A LA PARTE TRASERA DE LA LAMINA DE PLASTICO EMBUTIDA. EN UN MOLDE CERRADO LA REACCION ESPUMANTE SE PRODUCE DURANTE EL AVANCE Y EL DESMOLDEO DESPUES DEL MISMO.
PROCEDIMIENTO, INSTALACION Y ROLLO DE PLASTICO PARA LA FABRICACION DE PIEZAS DE FORMA U OBJETOS.
(01/10/1994) EL INVENTO PERFECCIONA UN PROCEDIMIENTO, UNA INSTALACION Y UN ROLLO DE HOJA COMBINADO DE HOJAS DE TERMOPLASTICO TENSADAS O PRETENSADAS Y DE LAMINAS O PLACAS DE TERMOPLASTICO. EL PROCEDIMIENTO ES UNA EMBUTICION PROFUNDA CON MOLDE NEGATIVO QUE FUNCIONA CON UNA DIFERENCIA DE PRESION Y UN RECALENTAMIENTO DEL MATERIAL DE FUNDICION QUE AL EMBUTIRSE OBTIENE UN GOFRADO Y/O UNA DECORACION DE SUPERFICIE. LA DIFERENCIA DE TEMPERATURA ENTRE EL MATERIAL Y EL MOLDE ASCIENDE A MAS DE 30 K. UNA HOJA, LAMINA O PLACA DE AL MENOS DOS CAPAS Y UN GRUESO DE 150 M - 5000 M SE CALIENTA Y EMBUTE, SEGUN EL INVENTO, CUBIERTA DE UNA CAPA U HOJA SUPERIOR PROXIMA AL MOLDE, CUYA TEMPERATURA O CAMPO DE …
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS MOLDEADAS U OBJETOS PARA AUTOMOVILES O REVESTIMIENTOS INTERIORES DE AUTOMOVILES.
(01/07/1994). Solicitante/s: ALKOR GMBH KUNSTSTOFFE. Inventor/es: LANDLER, JOSEF, CHEM.-ING., TESCHE, BERND, DR.
SE TRATA DEL PROCEDIMIENTO DE LA FABRICACION DE PIEZAS DE FORMA O REVESTIMIENTOS INTERIORES DE VEHICULOS A BASE DE HOJAS, LAMINAS O PLACAS DE TERMOPLASTICO, POR EMBUTICION PROFUNDA CON MOLDE NEGATIVO, SEGUN LA PATENTE P3714 366.2. DENTRO DEL MOLDE, EN UN SITIO DETERMINADO DE SU SUPERFICIE SE METE UN NUCLEO DE MOLDE, UN OBJETO O UN CORTE DE UNA LAMINA CON UN LADO DE DECORACION, DE MANERA QUE SE APOYE DIRECTAMENTE EN UNA CAVIDAD O ELEVACION DE LA SUPERFICIE INTERIOR DEL MOLDE. LA DISTANCIA MEDIA ENTRE LOS LADOS DEL OBJETO Y EL MOLDE NEGATIVO ES NULA O INFERIOR A 500 M. POSTERIORMENTE EL LADO TRASERO DEL OBJETO SE RECUBRE TOTAL O PARCIALMENTE, DEJANDO LIBRE LA PARTE QUE TIENE QUE SER VISIBLE, CON LA HOJA, LAMINA, PLACA O CINTA DEFORMADA QUE SALE DE LA EXTRUSORA.
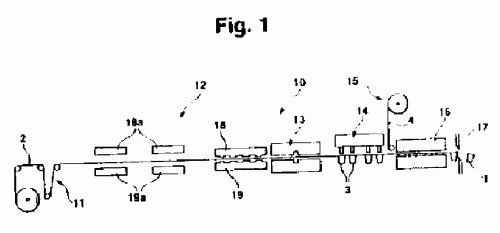
FORMACION DE LAMINAS DE MATERIALES TERMOPLASTICOS.
(01/02/1994) PUEDEN FORMARSE OBJETOS HUECOS EXTRUYENDO UNA LAMINA DE MATERIAL TERMOPLASTICO DIRECTAMENTE EN UNOS RODILLOS DE TEMPLADO DE TEMPERATURA CONTROLADA (2,3 Y 6), ENFRIANDO LAS CAPAS SUPERFICIALES SUPERIOR E INFERIOR DE LA LAMINA PASANDOLA POR LOS RODILLOS DE TEMPLADO MANTENIENDO EL INTERIOR DE LA LAMINA EN ESTADO FUNDIDO ENTRE DICHAS CAPAS SUPERFICIALES, DIRIGIENDO LA LAMINA PARCIALMENTE ENFRIADA A UN TRANSPORTADOR SITUADO DESPUES DE UN RODILLO GIRATORIO Y CONDUCIENDO LA LAMINA A LA ENTRADA DE UN TERMOFORMADOR . ALLI PERMANECE HASTA QUE LA CAPA SUPERFICIAL DE DICHA LAMINA, EN CONTACTO CON EL TRANSPORTADOR, HA SIDO RECALENTADA POR EL INTERIOR FUNDIDO DE LA MISMA HASTA ALCANZAR UNA TEMPERATURA TERMOFORMABLE INFERIOR A AQUELLA EN LA…
ESTRUCTURAS DE ESPUMA DE PLASTICO FLEXIBLE TERMOFORMADAS.
(16/05/1993). Solicitante/s: MCNEIL-PPC, INC.. Inventor/es: MENARD , MICHAEL J., MARBACH, PHILIP JOSEPH.
METODO Y APARATO PERFECCIONADOS PARA FORMAR RAPIDAMENTE ESTRUCTURAS DE ESPUMA PLASTICA A PARTIR DE UNA LAMINA DE ESPUMA FLEXIBLE. DICHA LAMINA PASA INTERMITENTEMENTE A TRAVES DE UNA UNIDAD DE CALOR RADIANTE EN LA QUE SE CALIENTA RAPIDAMENTE POR AMBOS LADOS HASTA 130-250 GRADOS F PARA ABLANDAR LA ESPUMA. LA LAMINA DE ESPUMA ASI CALENTADA PARA INMEDIATAMENTE A TRAVES DE UN TROQUEL FORMADOR EN EL QUE SE DEFORMA PARCIALMENTE EN LA CAVIDAD DEL TROQUEL AL RETIRARSE EL AIRE DE DICHA CAVIDAD, TRAS LO QUE EL MACHO DEL TROQUEL DESCIENDE Y FORMA UNA ESTRUCTURA AL TIEMPO QUE ESTA SE ENFRIA RAPIDAMENTE POR DEBAJO DE SU TEMPERATURA DE DEFORMACION PLASTICA. CON ESTE APARATO Y ESTE METODO SE FORMAN RAPIDAMENTE, A 10-30 CICLOS POR MINUTO, ESTRUCTURAS DE ESPUMA CON ETILENO CUYO GROSOR ES 10-25 VECES EL GROSOR INICIAL DE LA LAMINA DE ESPUMA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PARTES MOLDEADAS UOBJETOS DE HOJAS DE MATERIAL PLASTICO TERMODEFORMABLES, TIRAS TERMODEFORMABLES CONTENIENDO MATERIAL PLASTICO O PLACAS DE MATERIAL PLASTICO.
(16/05/1993) EL PRESENTE INVENTO SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA PREPARAR PIEZAS PERFILADAS U OBJETOS DE ROLLOS SINTETICOS TERMOCONFORMABLES POR EL PROCESO DE EMBOLICION SUPERFICIAL. EL ROLLO SINTETICO FIJADO O TENSIONADO PREVIAMENTE SE INTRODUCE EN LA PREFORMA DE EMBOLICION SUPERFICIAL MEDIANTE CALENTAMIENTO Y DIFERENCIACION DE PRESIONES, SE COLOCA EN LA PREFORMA DE EMBOLICION SUPERFICIAL MEDIANTE EMISION DEGRANOS, CALENTAMIENTO Y / O DECORACION SUPERFICIAL Y SE CONFORMA MEDIANTE EMISION DE GRANOS Y / O DECORACION SUPERFICIAL Y DIFERENCIACION DE TEMPERATURAS. A TRAVES DE LA PREFORMA DE EMBOLICION SUPERFICIAL MOSTRANDO UNA SUPERFICIE MICROPOROSA Y PERMEABLE Y QUE PRESENTA UN GROSOR DE PARTICXULA METALICA DE 80 (MU)M SE ESTRUCTURA EL ROLLO.…
PRESION TERMICA EN FASE DE FUSION QUE HACE DE TROZOS LISOS DE PLASTICO CONTENEDORES.
(01/07/1992). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: PARKINSON, KEITH.
EL APARATO PARA QUE LA PRESION TERMICA HAGA DE TROZOS LISOS DE PLASTICO CONTENEDORES INCLUYE VARIOS ELEMENTOS. UN CALENTADOR LLEVA LOS TROZOS LISOS DE PLASTICO A LA FASE DE FUSION CALENTANDOLOS A LA TEMPERATURA DE FUSION SUFICIENTE PARA LIBERAR LAS TENSIONES INTERNAS. UN DISPOSITIVO DE TRANSPORTE INCLUYE UN DISPOSITIVO PARA PREVENIR QUE LOS TROZOS DE PLASTICO ALCANCEN EL PUNTO DE FUSION A LO LARGO DE SUS BORDES PERIFERICOS EXTERIORES Y ASI EN TROZOS DE PLASTICO SUSTITUYEN SU ESTABILIDAD DIMENSIONAL. DESPUES DE ESO, UNA PRENSA HACE CONTENEDORES DE LOS TROZOS DE PLASTICO.
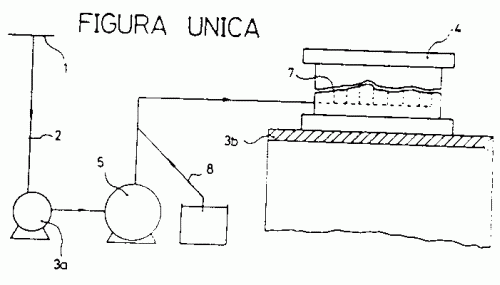
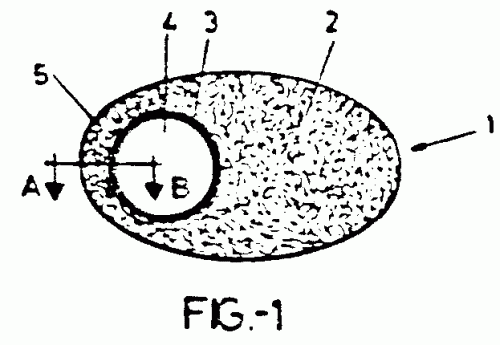
PROCEDIMIENTO DE OBTENCION DE UN CUERPO DE RELLENO PARA SILENCIADORES DE VEHICULOS.
(01/12/1989). Ver ilustración. Solicitante/s: D B W MONTERO, S.A. Inventor/es: ERASO ALBERDI, JULIAN.
PROCEDIMIENTO DE OBTENCION DE UN CUERPO DE RELLENO PARA SILENCIADORES DE VEHICULOS. CONSISTE ESTE PROCEDIMIENTO EN UTILIZAR LANA DE BASALTO RESINADA PARA LA OBTENCION DE LAS FORMAS INTERIORES DEL CUERPO, ES DECIR, DE LA ZONA CIRCUNDANTE AL ORIFICIO DEL CUERPO, PARA PASO DE LOS GASES, Y LANA DE BASALTO SIN RESINA PARA EL RESTO DE DICHO CUERPO, ENDURECIENDOSE LA CAPA MEDIANTE INTRODUCCION EN EL ORIFICIO DE UN MACHO DE MOLDEO CALEFACTADO PARA POLIMERIZACION DE LA RESINA, MIENTRAS QUE EL CUERPO SE ESTABILIZA EXTERIORMENTE MEDIANTE SU ENVOLVIMIENTO CON UN FILM RETRACTIL.
PROCEDIMIENTO PARA LA FORMACION DE ELEMENTOS EN RELIEVE SOBRE UNA LAMINA.
(16/12/1975). Solicitante/s: AQUITAINE TOTAL ORGANICO.
Procedimiento para la formación de elementos en relieve sobre una lámina, por deformación en caliente, caracterizado porque consiste en calentar una parte de la lámina correspondiente al relieve manteniendo a la vez a una temperatura baja las superficies situadas en el interior y en el exterior de esta parte y después en estirar para deformarla la parte caliente , impidiendo la rigidez de la parte fría su deformación.
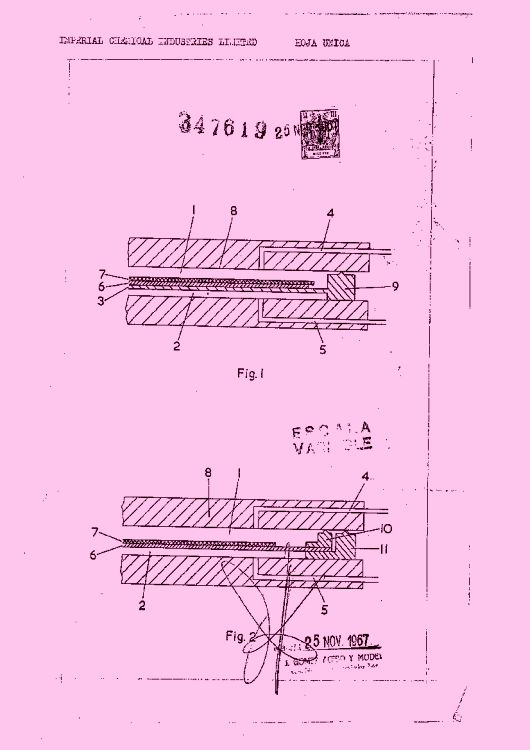
PROCEDIMIENTO Y APARATO PARA DOTAR A UNA LAMINA TERMOPLASTICA DE UN MOTIVO ESTAMPADO EN RELIEVE.
(16/02/1969). Ver ilustración. Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}