CIP-2021 : B29C 44/10 : Aplicando contra-presión durante la expansión.
CIP-2021 › B › B29 › B29C › B29C 44/00 › B29C 44/10[2] › Aplicando contra-presión durante la expansión.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 44/00 Conformación por presión interna generada en el material, p. ej. por hinchamiento o por espumación.
B29C 44/10 · · Aplicando contra-presión durante la expansión.
CIP2021: Invenciones publicadas en esta sección.
Espuma rígida de poliuretano con tamaño de celda pequeño.
(25/12/2019) Un método para preparar espuma rígida de poliuretano que comprende:
utilizar dióxido de carbono para proporcionar una presión a un primer valor predeterminado en una mezcla de poliol, que incluye un poliol, un catalizador y un tensioactivo;
mantener la presión en el primer valor predeterminado durante un primer tiempo predeterminado;
mezclar un isocianato con la mezcla de poliol para formar una mezcla de reacción de poliuretano; mantener opcionalmente la presión en la mezcla de reacción de poliuretano en el primer valor predeterminado durante un segundo tiempo predeterminado;
aumentar la presión de la mezcla de reacción de poliuretano desde el primer valor predeterminado hasta un segundo valor predeterminado…
Método y dispositivo para fabricar una estructura en sándwich termoplástica que comprende una capa de espuma termoplástica y capas de cobertura termoplásticas reforzadas con fibras.
(03/04/2019) Método para fabricar una estructura en sándwich , comprendiendo tal estructura en sándwich al menos una capa de espuma (12; 12a, 12b) de un primer termoplástico y dos capas de cobertura reforzadas con fibras de un segundo termoplástico, comprendiendo el método las etapas de:
a) proporcionar una estructura de salida que comprende al menos una capa de un primer termoplástico que tiene una temperatura de fusión o intervalo de fusión, y dos capas de cobertura reforzadas con fibras de un segundo termoplástico; en el que la al menos una capa del primer termoplástico comprende un agente de soplado químico que tiene una temperatura de descomposición por encima de la temperatura de fusión o intervalo…
Método y dispositivo para fabricar una estructura en sándwich que comprende una capa de espuma termoplástica.
(06/03/2019) Método para fabricar una estructura en sándwich , comprendiendo tal estructura en sándwich al menos una capa de espuma (12; 12a, 12b) de un primer termoplástico y dos capas de cobertura , comprendiendo el método las etapas de:
a) proporcionar una estructura de salida que avanza que comprende al menos una capa de un primer termoplástico que tiene una temperatura de fusión o intervalo de fusión, y dos capas de cobertura ; en el que la al menos una capa del primer termoplástico comprende un agente de soplado químico que tiene una temperatura de descomposición por encima de la temperatura de fusión o intervalo de fusión del primer termoplástico y se produce por extrusión o calandrado;
b)…
Procedimiento para la preparación de una espuma de poliuretano mediante un agente de expansión supercrítico o cuasi-crítico.
(17/09/2014) Un procedimiento para la preparación de una espuma de poliuretano, que comprende las etapas de:
- preparar una mezcla, que comprende:
A) un componente reactivo frente a isocianatos;
B) un componente tensioactivo;
C) un componente agente de expansión seleccionado del grupo que comprende alcanos C1 a C6 lineales, ramificados o cíclicos, fluoroalcanos C1 a C6 lineales, ramificados o cíclicos, N2, O2, argón y/o CO2, estando presente el componente agente de expansión C) en estado supercrítico o cuasi-crítico;
D) un componente poliisocianato;
- introducción de la mezcla que comprende los componentes…
MOLDEO POR INYECCION ASISTIDO POR GAS.
(01/06/2006). Ver ilustración. Solicitante/s: HUNTSMAN INTERNATIONAL LLC. Inventor/es: MCCLELLAND, ALAN, NIGEL, ROBERT, PADSALGIKAR, AJAY, DEVIDAS.
Procedimiento para realizar productos de poliuretano termoplástico moldeados, caracterizado por el uso de moldeo por inyección asistido por gas, junto con contrapresión de gas mientras que el polímero para realizar los productos de poliuretano moldeados contiene microesferas expansibles.
JUNTA FORMADA POR UNA MEZCLA POLIMERA.
(01/07/2003). Solicitante/s: SENTINEL PRODUCTS CORP. Inventor/es: BAMBARA, JOHN, D., KOZMA, MATTHEW, L., CAGWIN, TODD, HURLEY, ROBERT, F.
LA INVENCION SE REFIERE A MEZCLAS DE POLIMEROS QUE SE PUEDEN UTILIZAR TANTO EN UN ESTADO ESPUMOSO COMO EN UNO NO ESPUMOSO PARA SUSTITUIR A LOS MEPD CONVENCIONALES Y A OTROS ELASTOMEROS. LA COMPOSICION DE LA MEZCLA INCLUYE UNA RESINA POLIOLEFINICA CATALIZADA POR UN SOLO LADO CON UNA DENSIDAD INFERIOR A 0,878 G/CM -3 Y HASTA UN 40 POR CIENTO EN PESO DE UNA POLIO LEFINA QUE CONTIENE ETILENO Y PROPILENO. LA MEZCLA DE POLIMEROS SE ENTRECRUZA. LAS MEZCLAS DE POLIMEROS SON CONFORMABLES Y ESPUMABLES. NO ES NECESARIO EL USO DE AZUFRE PARA VULCANIZAR LA MEZCLA DE POLIMEROS. LAS MEZCLAS DE POLIMEROS SE PUEDEN UTILIZAR PARA HACER ESPUMA PARA FLOTACIONES O PARA LA FABRICACION DE JUNTAS DE ESTANQUEIDAD.
METODO PARA FABRICAR UN OBJETO DE PLASTICO MONOLITICO, Y UN OBJETO OBTENIDO CON ESTE METODO.
(16/02/2003). Solicitante/s: CORELL RESIN TECHNOLOGY B.V. Inventor/es: ROTH, CORNELIS, WILLEM, BOSHUIS, JOHAN, RICHTERS, FRANCISCUS, EGBERTUS, EIDHOF, ANDREAS, BERNARDUS, JAGERS, CHRISTIAAN, ANTONIUS, DE JONG, RENE.
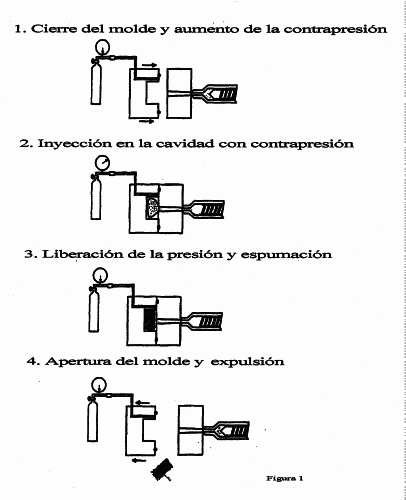
PROCEDIMIENTO PARA FABRICAR UN OBJETO PLASTICO QUE CONSISTE EN LOS PASOS DE: (A) PROPORCIONAR UN DISPOSITIVO DE MOLDEO POR INYECCION CON UN MOLDE QUE CONSTA DE DOS PIEZAS DE MOLDE QUE, EN POSICION DE CERRADO, DEFINEN UNA CAVIDAD DE MOLDEO; (B) ECHAR ESPUMA EN LA CAVIDAD DEL MOLDE DE PLASTICO INYECTADO EN ESTA; (C) PROPORCIONAR UN SISTEMA DE BLOQUEO PARA HACERLA TEMPORALMENTE INACTIVA; (D) EXCITAR EL SISTEMA DE BLOQUEO; (E) ELEGIR COMO PLASTICO UNA MEZCLA DE DOS PLASTICO CUYO PRIMER PLASTICO ES UN PLASTICO ALEATORIO O UNA MEZCLA DE PLASTICOS EXCEPTO EL TIPO A, Y UN SEGUNDO PLASTICO QUE ES DEL TIPO A Y QUE CONSTITUYE UN MAXIMO DE APROXIMADAMENTE EL 30% DE LA MASA DE LA MEZCLA, SIENDO EL TIPO A UN PLASTICO CON UNA ELEVADA RESISTENCIA A LA FUSION COMPATIBLE CON EL PRIMER PLASTICO, POR EJEMPLO HMS PP, QUE ES POLIPROPILENO DE ELEVADA RESISTENCIA A LA FUSION; (F) ENFRIAR UN OBJETO FORMADO HASTA UNA TEMPERATURA ELEGIDA ABRIENDO LA CAVIDAD DEL MOLDE Y RETIRANDO EL OBJETO ENFRIADO.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS DE BIOPOLIMEROS.
(01/10/2002). Ver ilustración. Solicitante/s: PRIEHS, FRIEDRICH. Inventor/es: PRIEHS, FRIEDRICH.
LA INVENCION TRATA DE UN PROCEDIMIENTO ASI COMO UN MOLDE PARA FABRICAR PIEZAS DE MOLDEO DE BIOPOLIMEROS. PARA PODER FABRICAR CUERPOS DE MOLDEO DE ELEVADA CALIDAD, SE PROPONEN DE ACUERDO CON LA INVENCION LAS SIGUIENTES ETAPAS DE PROCEDIMIENTO: A) LOS MATERIALES DE PARTIDA SE ESPESAN Y PLASTIFICAN MEDIANTE APORTACION DE ENERGIA TERMICA Y MECANICA EN UN AGREGADO DE INYECCION; B) EL MOLDE ANTES DE LLENARLO CON LA PIEZA SE LLENA CON UN GAS A UNA PRESION, QUE CORRESPONDE APROXIMADAMENTE A LA PRESION EN LA MASA PLASTIFICADA EN EL AGREGADO DE INYECCION; C) LA MASA PLASTIFICADA SE INYECTARA LO MAS RAPIDAMENTE POSIBLE EN EL MOLDE CON UNA VELOCIDAD DE INYECCION, QUE GARANTICE UN LLENADO LO MAS POSIBLEMENTE REGULAR CON LA MASA QUE NO SE HA EXPANDIDO TODAVIA; D) DURANTE O JUSTO DESPUES DEL PROCESO DE INYECCION SE VACIA DE AIRE EL ESPACIO INTERNO DEL MOLDE EN IMPACTOS, PARA POSIBILITAR LA EXPANSION FINAL DEL POLIMERO INYECTADO Y PARA ACABAR ENTONCES EL PROCESO DE ESPUMACION.
{kind=link}
{kind=link}