CIP-2021 : B24B 5/22 : para trabajar con muela superficies cilíndricas, p. ej. las superficies de pernos.
CIP-2021 › B › B24 › B24B › B24B 5/00 › B24B 5/22[2] › para trabajar con muela superficies cilíndricas, p. ej. las superficies de pernos.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] desde B24B 1/00 hasta B24B 27/00: - En los grupos B24B 1/00 - B24B 27/00, en lo que se refiere a cristal, los términos "trabajo de muela" y "pulido" se consideran equivalentes.
Notas[g] desde B24B 5/00 hasta B24B 15/00: Trabajo con muela de superficies de formas especiales
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B24 TRABAJO CON MUELA; PULIDO.
B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR.
B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00).
B24B 5/22 · · para trabajar con muela superficies cilíndricas, p. ej. las superficies de pernos.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para el rectificado sin centros de piezas de árbol, en particular de tubos para árboles de levas integrados.
(23/10/2019) Procedimiento para el rectificado sin centros de piezas de árbol , en particular de tubos para árboles de levas incorporados, en el que la pieza de árbol a rectificar, que presenta elementos de centrado axiales al nivel de los lados frontales, es rectificada al accionarla por rotación a una distancia entre el disco de rectificado y el disco de regulación , en donde el disco de rectificado y el disco de regulación presentan cada uno de ellos un ancho que corresponde al menos a la longitud de la pieza de árbol y porciones rectificadas, formadas concéntricamente con los elementos de centrado , se rectifican primero en las regiones extremas de la pieza de árbol , seguido de…
Procedimiento y dispositivo de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo.
(08/10/2019) Procedimiento de rectificado cilíndrico simultáneo sin puntos de varias piezas de trabajo dotadas al menos seccionalmente de simetría de revolución, en el que las piezas de trabajo a rectificar entre al menos una muela de rectificado y al menos una muela de regulación se disponen una tras otra sobre un equipo de apoyo en la dirección de los ejes de rotación de las piezas de trabajo y en el que se inclina en un ángulo de inclinación (α) el eje de rotación de la muela de regulación con respecto a un plano especialmente horizontal que discurre paralelamente a los ejes de rotación de las piezas de trabajo y al eje de rotación de la muela de rectificado, caracterizado por que las piezas de trabajo están dispuestas durante el rectificado con un decalaje en altura…
Método para el rectificado cilíndrico sin centros de una pieza de trabajo.
(16/11/2016) Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, junto a una primera área longitudinal con simetría rotacional con respecto a ese eje longitudinal, la cual se compone de varias primeras secciones (2a, 2b, 2c) que están separadas unas de otras en la dirección longitudinal de la pieza de trabajo , presenta una segunda área longitudinal, en donde la distribución de masa radial es irregular con respecto al eje longitudinal , y la cual se compone de varias segundas secciones que están separadas unas de otras en la dirección longitudinal de la pieza de trabajo , donde primeras secciones longitudinales (2a, 2b, 2c) y segundas secciones longitudinales se alternan unas con otras…
Rectificadora cilíndrica sin centros y procedimiento para el rectificado sin centros con disco regulable desplazable en altura.
(19/03/2014) Rectificadora cilíndrica sin centros con una rueda rectificadora y un disco regulable (10, 20; 10', 20'), que se pueden asentar lateralmente en una pieza (30, 30'), que se puede sujetar entre estos discos (10, 20; 10', 20') y con una platina (40; 40') de soporte rígida para soportar la pieza (30; 30') dispuesto y dimensionado de tal modo, que un eje (A-30; A-30') de rotación de la pieza (30; 30') y un eje (A-10; A-10') de la rueda (10; 10') rectificadora se hallen en un plano (P; P') común, caracterizada porque un ajuste (D; D') de la altura desacoplado cinemáticamente de la posibilidad de asiento lateral del disco (20, 20') regulable de su eje ( A-20; A-20') de rotación puede…
Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra y procedimiento para el rectificado cilíndrico sin puntos de piezas de trabajo en forma de barra.
(05/03/2014) Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo, en la que están previstas las siguientes características:
a) un conjunto múltiple de muelas de regulación y rectificado accionadas en rotación, que están dispuestos opuestos 5 entre sí a ambos lados de la pieza de trabajo y con ejes de rotación que discurren en paralelo respecto a su eje longitudinal ;
b) durante la operación de rectificado, las muelas de regulación y rectificado se aproximan de manera activa para accionamiento y rectificado contra la pieza de trabajo que recorre el conjunto múltiple en su dirección longitudinal ;
c) una regla de soporte que sostiene la pieza de trabajo está dispuesta dentro de la hendidura de rectificado …
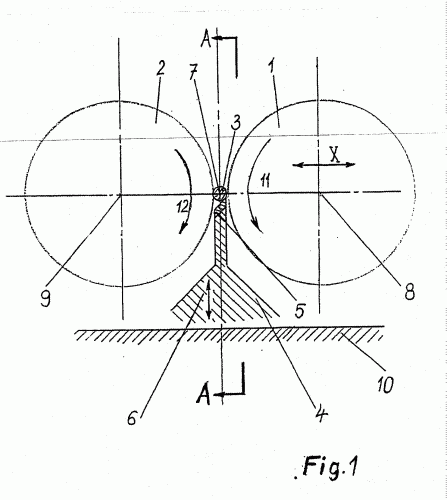
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO CILINDRICO SIN PUNTA.
(16/07/2005). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Inventor/es: JUNKER, ERWIN.
Procedimiento para el rectificado cilíndrico sin punta, en el que la pieza de trabajo simétrica rotatoria se encuentra, durante el proceso de rectificación, entre el disco de rectificar , el disco de regulación y la regla de apoyo y en el que la distancia entre el disco de rectificar y el disco de regulación así como el ajuste de la altura y/o la posición inclinada de la regla de apoyo durante el proceso de rectificación se pueden variar de una manera automática selectiva de conformidad con el proceso de rectificación en curso, caracterizado porque el ajuste de la altura y/o la posición inclinada de la regla de apoyo se controla por medio de un programa de funcionamiento establecido, que tiene en cuenta las modificaciones necesarias para el tipo de pieza de trabajo determinado, se desarrolla en función del tiempo de rectificación y se repite para cada pieza de trabajo individual.
PROCEDIMIENTO Y APARATO PARA EL TRABAJO DE AFINO O MICROACABADO.
(01/10/1994). Solicitante/s: SUPFINA MASCHINENFABRIK HENTZEN GMBH & CO. KG. Inventor/es: SCHMITZ, HEINZ, GUNTER.
EL INVENTO RELATA UN METODO Y UN APARATO PARA TRABAJO FINO O MICROACABADO DE SUPERFICIES DE PIEZAS DE TRABAJO, PARTICULARMENTE PIEZAS MOVIDAS ROTACIONALMENTE-SIMETRICAMENTE , CON HERRAMIENTAS GIRATORIAS U OSCILATORIAS, TALES COMO PIEDRA DE ESMERILAR O PIEDRAS DE PULIR FINAS, QUE SON CALIBRADAS CONTRA LA PIEZA DE TRABAJO . DEPENDIENTE DE UN PARAMETRO MEDIDO PROPORCIONAL A LA FUERZA DE LA MAQUINA, EL CALIBRADO DE LA HERRAMIENTA ES CONTROLADO TAL QUE ES REALIZADA UNA CONTINUA ELIMINACION DEL MATERIAL DE LA PIEZA DE TRABAJO CON VELOCIDAD DE ELIMINACION CONSTANTE. LA FUERZA DE REACCION ES MEDIDA EN CUALQUIER PUNTO EN EL FLUJO DE LA FUERZA PARA DETERMINAR LA FUERZA DE LA MAQUINA.
APARATO RECTIFICADOR DE EXTERIORES E INTERIORES SIN PUNTOS, EXTERNO, PARA PIEZAS EXTERIORMENTE CURVADAS.
(16/07/1984). Solicitante/s: ALBERT RANDS,STEVE.
APARATO RECTIFICADOR DE EXTERIORES O INTERIORES PARA PIEZAS EXTERIORMENTE CURVADAS, TALES COMO PASADORES, BARRAS Y TUBOS.CONSTA DE TRES ELEMENTOS DE RODILLO SUSTANCIALMENTE PARALELOS, SEPARADOS LATERALMENTE, CON SUS EJES EN CONFIGURACION TRIANGULAR Y DISPUESTOS DE MODO QUE DEFINAN UNA RANURA RECEPTORA DE LA PIEZA; Y DE MEDIOS MOTRICES PARA EL GIRO MECANICO DE LOS RODILLOS. POR LO MENOS UNO DE LOS RODILLOS ES UN CUERPO RECTIFICADOR DE EXTERIORES O INTERIORES E INCLUYE MEDIOS ABRASIVOS FLEXIBLES.
RECTIFICADORA SIN PUNTOS PARA RECTIFICAR PIEZAS A UNA DIMENSION UNIFORME.
(01/10/1979). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION.
Rectificadora sin puntos para rectificar piezas a una dimensión uniforme, que incluye una envoltura, una muela de rectificación montada en dicha envoltura para rectificar dichas piezas, una rueda reguladora montada en dicha envoltura en posición opuesta a dicha muela de rectificación de tal manera que un eje de rotación de dicha rueda reguladora no sea paralelo al eje de rotación de dicha muela de rectificación con el fin de desplazar dichos elementos entre ellas, una placa de soporte situada entre dicha muela de rectificación y dicha rueda reguladora para soportar dichas piezas durante su rectificación, y un mecanismo de alimentación para conducir dichas piezas hasta dicha placa de soporte, caracterizada porque un dispositivo de escape está situado entre dicho mecanismo de alimentación y dicha placa de soporte para conducir dichas piezas a dicha placa de soporte a una velocidad uniforme.
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA EL DESBASTADO O PULIDO DE TUBOS.
(16/04/1976). Solicitante/s: HERRERO PEINADO,MILAGROS.
Resumen no disponible.
PERFECCIONAMIENTOS EN LAS MAQUINAS LIJADORAS O PULIDORAS DE TUBOS DE CUALQUIER DIAMETRO.
(16/04/1976). Solicitante/s: HERRERO PEINADO,MILAGROS.
Resumen no disponible.
{kind=link}