CIP-2021 : B29C 33/30 : Montaje, cambio o centraje.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/30[1] › Montaje, cambio o centraje.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/30 · Montaje, cambio o centraje.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y APARATO PARA FABRICAR CORREAS SINCRONICAS CON DOS O MAS VIAS DE DIENTES HELICOIDALES.
(16/04/2003). Ver ilustración. Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY. Inventor/es: GREGG, MICHAEL, JOHN, WILLIAM.
UN PROCEDIMIENTO PARA FABRICAR CORREAS SINCRONICAS CON DOS O MAS VIAS DE DIENTES, QUE SE EXTIENDEN OBLICUAMENTE RESPECTO A LA CORREA. EL PROCEDIMIENTO INCLUYE CONFORMAR UN MOLDE INTERNO DE TAMBOR A PARTIR DE UNA SERIE DE ANILLOS CONCENTRICOS (2B), CONSTRUIR UNA CAMISA DE CORREA ALREDEDOR DEL MOLDE DE TAMBOR, VULCANIZAR EL MONTAJE DE CORREA, CORTAR LA CAMISA DE CORREA EN ANCHURAS, Y EXTRAER LOS ANILLOS DE TAMBOR DE LAS SECCIONES DE CORREA.
MOLDE DE VULCANIZACION PARA CUBIERTAS.
(16/01/2003). Ver ilustración. Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: KUSANO, AKIO.
LA INVENCION SE REFIERE A UN MOLDE PARA EL VULCANIZADO DE NEUMATICOS QUE TENGAN UN DIBUJO FORMADO POR TACOS O POR TACOS Y NERVIOS, EN EL QUE UNA PARTE DEL MOLDE QUE CONTRIBUYE EN LA FORMACION DEL DIBUJO ESTA COMPUESTA DE UNA MULTITUD DE SEGMENTOS DE N TIPOS (N = 2-4), Y CUYOS SEGMENTOS SE COMBINAN PARA PRODUCIR, COMO MINIMO, (N = 1) UNOS TIPOS DE PASOS, CADA UNO DE LOS CUALES ESTA DEFINIDO POR UN INTERVALO ENTRE LOS RESALTOS ADYACENTES MUTUOS SITUADOS EN LA MISMA CIRCUNFERENCIA, Y CON UNA DIFERENCIA ENTRE LOS PASOS MUTUOS NO SUPERIOR A UN INDICE DE 0,5, SIENDO 10 EL VALOR MAXIMO DEL PASO.
MOLDE PARA CUBIERTA DE NEUMATICO.
(16/08/2002). Ver ilustración. Solicitante/s: SEDEPRO. Inventor/es: LADOUCE, JEAN-PIERRE.
EL MOLDE PARA NEUMATICOS CONSTA DE UNA CORONA PERIFERICA DIVIDIDA EN DOS PARTES (G Y D). LA CORONA PERIFERICA ES MULTILAMINAR. ESTA CONSTITUIDA POR UN APILAMIENTO EN DIRECCION CIRCUNFERENCIAL DE MULTIPLES ELEMENTOS ADYACENTES Y DE POCO ESPESOR, CONSTITUIDOS POR EJEMPLO POR PLACAS. DICHOS ELEMENTOS SON DE DOS TIPOS DIFERENTES: ELEMENTOS ESTANDAR Y ELEMENTOS INTERMEDIOS, QUE SE SUCEDEN CIRCUNFERENCIALMENTE. EL MOLDE POSEE MEDIOS DE ALINEADO QUE COOPERAN CON LOS MENCIONADOS ELEMENTOS INTERMEDIOS PARA AJUSTAR LA ORIENTACION DE DICHOS ELEMENTOS INTERMEDIOS CON RELACION A LA DIRECCION RADIAL. ESTOS SON POR EJEMPLO LAS RANURAS 5L O 4L EN LAS QUE SE INTRODUCEN LOS ELEMENTOS INTERMEDIOS.
APARATO PARA MOLDEAR UN ELEMENTO CONTINUO DE PLASTICO ESPUMADO.
(16/08/2001). Solicitante/s: PLASTEDIL S.A.. Inventor/es: CRETTI, PIERO.
SE PRESENTA UN APARATO PARA MOLDEAR UN ELEMENTO DE PLASTICO ESPUMADO CONTINUO , POR EJEMPLO UN ELEMENTO PARA SUELO DEL TIPO DE LOS QUE COMPRENDEN UN CUERPO CENTRAL SUBSTANCIALMENTE EN FORMA DE PARALELEPIPEDO Y AL MENOS UNA OREJETA LATERAL , EL APARATO INCLUYE UN MOLDE EN EL CUAL LAS CAVIDADES DE MOLDEADO RESPECTIVAS DEL CUERPO CENTRAL Y DE LA OREJETA LATERAL ESTAN DEFINIDAS ENTRE UNA PARED DE SUELO , UN PAR DE PAREDES LATERALES OPUESTAS Y UNA CUBIERTA . VENTAJOSAMENTE, EL APARATO COMPRENDE ADEMAS MEDIOS PARA POSICIONAR DE FORMA AJUSTABLE LA CUBIERTA Y/O UNA O AMBAS PAREDES LATERALES DEL MOLDE SEPARANDOLAS Y ACERCANDOLAS A LA PARED DEL FONDO PARA REGULAR DE FORMA AJUSTABLE Y SUBSTANCIALMENTE CONTINUA LA ALTURA DE LAS CAVIDADES DE MOLDEADO DEL CUERPO CENTRAL Y/O DE LAS OREJETAS LATERALES DEL ELEMENTO CONTINUO.
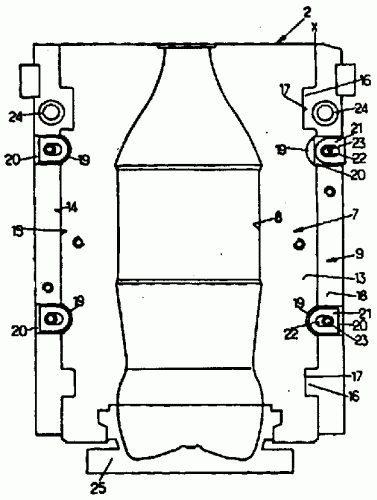
DISPOSITIVO PARA FABRICAR RECIPIENTES DE UN MATERIAL TERMOPLASTICO POR SOPLADO O ESTIRADO-SOPLADO.
(01/11/2000). Ver ilustración. Solicitante/s: SIDEL. Inventor/es: BRIERE, DOMINIQUE, COISY, LEON, LA BARRE, PAUL, SANTAIS, PASCAL.
DISPOSITIVO PARA FABRICAR RECIPIENTES, PARTICULARMENTE BOTELLAS, DE UN MATERIAL TERMOPLASTICO POR SOPLADO O ESTIRADOSOPLADO DE UNA PREFORMA PREVIAMENTE CALENTADA, LLEVANDO DICHO DISPOSITIVO AL MENOS UN MOLDE FORMADO POR DOS SEMIMOLDES SOPORTADOS RESPECTIVAMENTE POR DOS PORTAMOLDES MOVILES UNO RESPECTO A OTRO; CADA SEMIMOLDE COMPRENDE UN PORTACOQUILLA SOPORTADO POR EL PORTAMOLDE RESPECTIVO Y UNA COQUILLA DOTADA DE UNA SEMIIMPRONTA DEL RECIPIENTE A OBTENER Y SOLIDARIZABLE DE MANERA AMOVIBLE A SU PORTACOQUILLA POR MEDIOS DE FIJACION RAPIDA , ESTANDO LA COQUILLA Y EL PORTACOQUILLA CONFORMADOS DE MANERA COMPLEMENTARIA PARA ESTAR EN CONTACTO MUTUO AL MENOS PARCIAL DE CONDUCCION TERMICA, MIENTRAS QUE LOS CONDUCTOS Y CONEXIONES DE CIRCULACION DE FLUIDOS DE ENFRIAMIENTO O DE CALENTAMIENTO ESTAN PREVISTOS UNICAMENTE EN EL PORTACOQUILLA.
PROCEDIMIENTO DE MOLDEO, COMPOSICIONES DE ELASTOMERO DE SILICONA RESISTENTE A LA DESCARGA SUPERFICIAL Y MEJORES PIEZAS MOLDEADAS CON MEJOR RESISTENCIA AL ARCO ELECTRICO, DESCARGA ELECTRICA Y CONTAMINACION.
(16/05/2000). Solicitante/s: RAYCHEM CORPORATION. Inventor/es: HANSEN, ERLING, MAZEIKA, LINAS, CHANG, RONG, JONG, SPALDING, MATT.
EN LA INVENCION SE PRESENTA UN METODO PARA EL MOLDEO DE UN MATERIAL ELASTOMERICO CON EL QUE SE EVITAN LAS LINEAS LONGITUDINALES DE MOLDEO Y UNA COMPOSICION DE MOLDEO MEJORADA ASI COMO PIEZAS MOLDEADAS PARA AISLADORES HIBRIDOS Y SIMILARES.
ESTACION DE MOLDEO DE UN DISPOSITIVO PARA EL EMBUTIDO DE UNA PLACA DE PLASTICO TERMOPLASTICO.
(01/01/2000). Ver ilustración. Solicitante/s: ADOLF ILLIG MASCHINENBAU GMBH & CO. Inventor/es: SCHWARZMANN, PETER.
LA INVENCION SE REFIERE A ESTACION DE MOLDEO DE UN DISPOSITIVO PARA EL EMBUTIDO DE UNA PLACA DE PLASTICO TERMOPLASTICO. DEBE PODER ELIMINARSE EL BASTIDOR DISTANCIADOR PARA SUPERAR LA ALTURA DEL BASTIDOR DE SUJECION SOBRE CADA MOLDE DE EMBUTIDO. SE SUSTITUYE POR CUATRO LISTONES UNIVERSALES AJUSTABLES SOBRE LA MESA, DE FORMA QUE LOS PROPIOS MOLDES DE EMBUTIDO SON MAS ECONOMICOS Y LIGEROS.
MOLDE PARA NEUMATICOS Y PROCEDIMIENTO DE MOLDEO DE NEUMATICOS.
(16/11/1999). Solicitante/s: SEDEPRO. Inventor/es: SOULALIOUX, ALAIN.
EL MOLDE CON SECTORES ESTA CONCEBIDO PARA QUE, DURANTE LA FASE DE MOLDEADO, LOS ELEMENTOS MOLDEADORES (10, 10A, 10B, 10C) SEAN TODOS EQUIDISTANTES GRACIAS A ORGANOS QUE ASEGURAN UNA REPULSION ELASTICA ENTRE SI. ALGUNOS DE LOS ELEMENTOS SE DESLIZAN CIRCUNFERENCIALMENTE RESPECTO DE SU SECTOR EN FASE FINAL DE CIERRE. ASI, SE EVITA PELLIZCAR LA GOMA ENTRE SECTORES Y SE EVITA LA APARICION DE REBABAS DE MOLDEADO.
METODO DE MOLDEAR POR VACIADO LENTES DE CONTACTO TORICAS.
(01/01/1999). Solicitante/s: BAUSCH & LOMB INCORPORATED. Inventor/es: ERICKSON, PAUL, M., APOLLONIO, ATTILIO.
UN METODO DE MOLDEO FUNDIDO DE LENTES DE CONTACTO TORICAS CON UNA SUPERFICIE POSTERIOR TORICA PERMITE LA ALINEACION DE LAS SECCIONES DE MOLDE EN MULTIPLES POSICIONES GIRATORIAS.
METODO Y APARATO PARA FORMAR ELASTOMEROS.
(01/07/1998) SE DESCRIBE UN APARATO Y UN METODO PARA FORMAR CIERRES, TALES COMO CIERRES COMPUESTOS EN CAUCHO, METAL U OTROS MATERIALES; UNA MEZCLA ELASTOMERICA EN BRUTO EN FORMA DE UNA EXTRUSION MOLDEADA APROPIADA Y UN METAL U OTRO MATERIAL POSIBLEMENTE INSERTADO SE SUMINISTRAN A RESPECTIVAS ESTACIONES DE CARGA DE UNA MAQUINA DE TRANSFERENCIA ; LA MAQUINA CUENTA CON VARIOS TRANSPORTADORES CADA UNO COMPUESTO POR LO MENOS DE DOS HOJAS PIVOTADAS UNIDAS EN FORMA DE LIBRO Y QUE LLEVA CADA UNA SU MITAD DE MOLDE RESPECTIVAMENTE , PRENSAS DE RESORTE RESPECTIVAS MOVILES SOBRE LA MAQUINA JUNTO CON DICHOS TRANSPORTADORES, Y ELEMENTOS DE LEVA PARA SOSTENER LOS TRANSPORTADORES ABIERTOS EN LAS ESTACIONES DE CARGA; DESPUES DE LIMPIAR LAS MITADES DEL MOLDE Y PULVERIZAR LA MITAD DE MOLDE SUPERIOR CON UN AGENTE LIBERADOR SE DEPOSITA UNO DE LOS MATERIALES INSERTADOS …
MEDIOS DE ESPACIAMIENTO PARA UN BLOQUE DE PASADORES DE REFLEX.
(01/10/1997). Solicitante/s: DBM REFLEX ENTERPRISES INC. Inventor/es: CAROLI, ITALO.
SE DESCRIBEN ESPACIADORES O CUÑAS PARA USO EN COMBINACION CON ELEMENTOS DE MOLDE TALES COMO LENTES Y/O ESPIGAS REFLECTORAS INDIRECTAS EN UN BLOQUE DE ESPIGAS O MONTAJE DE MATRIZ . TALES MONTAJES SE USAN EN LA FABRICACION DE MOLDES PARA OBTENER, POR EJEMPLO, FAROS FRONTALES Y/O POSTERIORES DE VEHICULOS A MOTOR. LAS CUÑAS O ESPACIADORES ESTAN SELECTIVAMENTE SITUADOS ENTRE FILAS O BANCOS DE ESPIGAS REFLECTORAS U OPTICAS, PARA PROPORCIONAR ORIENTACION REQUERIDA PARA SELECCIONAR GRUPOS DE LAS ESPIGAS, CON LO QUE SE PROPORCIONA LA REFLECTIVIDAD NECESARIA DEL PRODUCTO ACABADO EN LA PORCION CURVA DEL MISMO.
DISPOSITIVO DE INTERCAMBIO DE MOLDES PARA UN APARATO DE MOLDEO POR SOPLADO.
(01/08/1997). Solicitante/s: KURATA CORPORATION. Inventor/es: SETO, YASUHIRO, NAKASHIMA, HITOSHI, SHIRAISHI, TOSHIYUKI.
LOS MOLDES SON INTERCAMBIADOS A BASE DE MOVER UN TRANSPORTADOR CARGADO CON UN SOPORTE COLOCADO ENTRE EL LUGAR DEBAJO DE UNA POSICION DE AJUSTE DEL MOLDE DE UN APARATO DE MOLDEO POR SOPLADO Y LA POSICION DE ENTRADA Y SALIDA DE TRANSPORTE DEL MOLDE. EL SOPORTE PARA SOPORTAR EL MOLDE TIENE UN ELEMENTO DE SOPLADO DE AIRE QUE PERMITE QUE EL AIRE ENTRE EN UNA MASA DE VIDRIO PASTOSA DURANTE EL MOLDEO.
DISPOSITIVO DE MOLDEO PARA MAQUINA DE MOLDEAR.
(01/01/1997) Dispositivo de moldeo para máquina de moldear, que comprende: - una placa de sujeción fija que sostiene un molde fijo ; - una placa de sujeción móvil que sostiene un molde móvil que se acopla con el molde fijo para definir una cavidad de molde, estando dispuesto un cilindro de cierre para mover la placa de sujeción móvil con respecto a la placa de sujeción fija con objeto de cerrar y abrir la cavidad del molde; - un bloque giratorio montado en la placa de sujeción móvil y que sostiene el molde móvil ; y - medios operativos que actuan sobre el bloque giratorio y que están acoplados en una parte fija de la máquina de moldear para efectuar el giro del bolque giratorio durante el movimiento de la placa de sujeción móvil ; caracterizado porque los medios operativos…
MAQUINA DE MOLDEO POR SOPLADO.
(16/12/1996). Solicitante/s: MAUSER-WERKE GMBH. Inventor/es: PRZYTULLA, DIETMAR.
LA INVENCION SE REFIERE A UNA MAQUINA DE MOLDEO POR SOPLADO PRODUCCION DE TUNELES DE GRAN VOLUMEN MOLDEADO POR SOPLADO CON ANILLOS DE BRIDAS RECALCADOS EN MATERIAL SINTETICO TERMOPLASTICO. A TRAVES DEL CAMBIO DEL EMPLEO DE ANILLOS INTERCAMBIABLES ES POSIBLE PRODUCIR EN UN MOLDE POR SOPLADO AUTOMATICO DOS TIPOS DE TUNELES DIFERENTES COMPLETAMENTE SEGUN LA CLASE, UN TAPON Y TAPADERA DE TUNEL.
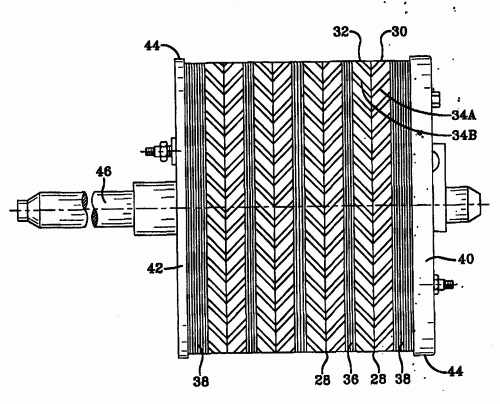
MOLDE DE CURADO PARA NEUMATICOS.
(16/10/1996). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: KATO, TAKEHIRO.
UN MOLDE DE CURADO PARA NEUMATICOS INCLUYE UNA PLURALIDAD DE SEGMENTOS QUE ESTAN UNIDOS SEPARABLEMENTE ENTRE SI EN UNA DIRECCION CORRESPONDIENTE A LA DIRECCION CIRCUNFERENCIAL DE UN NEUMATICO DEL PRODUCTO. CADA SEGMENTO TIENE UNA PLURALIDAD DE PIEZAS DE SUJECION CON PARTES DE FIJACION EN AMBOS EXTREMOS, AL MENOS, UNA DE LAS CUALES ES COMPLEMENTARIA RESPECTO A PARTE DE LA PARTE DE TIERRA DEL NEUMATICO. LAS PIEZAS DE SUJECION SE FIJAN A Y SE APOYAN EN UN BLOQUE DE APOYO QUE TIENE UNA SUPERFICIE INTERIOR QUE ES COMPLEMENTARIA A LAS PARTES DE TIERRA Y RANURADA DEL NEUMATICO, Y QUE SE FORMA CON RANURAS DE SUJECION (34A, 34B) PARA ENGANCHAR LAS PARTES DE FIJACION DE LAS PIEZAS DE SUJECION EN EL MISMO.
METODO Y MAQUINA PARA LA FABRICACION DE PRODUCTOS DE ESPUMA DE POLIESTIRENO.
(16/04/1996). Solicitante/s: BAZZICA ENGINEERING DI CARLO BAZZICA & C. S.A.S. Inventor/es: BAZZICA, CARLOS.
SE DESCRIBE UN METODO Y MAQUINA PARA LA FABRICACION DE PRODUCTOS DE ESPUMA DE POLIESTIRENO, DONDE UN MOLDE QUE CONSTA DE DOS MEDIOS MOLDES DEFINEN UNA CAMARA MOLDE . SE RELLENAN CUANDO LAS DOS MITADES EN POSICION DE CERRADO, DONDE LA MAQUINA Y EL MOLDE ESTAN CONECTADOS A UNA LINEA DE SUMINISTRO DE POLIESTIRENO Y DE UN FLUIDO DE APOYO (37, 38, 38A, 39). EN LA POSICION DE OPERACION, LOS DOS MEDIOS MOLDES SON MOVILES; UNO DE LOS MEDIOS MOLDES , QUE ESTA CONECTADO A LAS LINEAS DE SUMINISTRO (37, 38, 38A, 39), PERMANECE UNIDO A UN ARMAZON FIJO DE LA MAQUINA , Y EL OTRO MEDIO MOLDE PERMANECE UNIDO A LA PARTE MOVIL DEL ARMAZON DE LA MAQUINA.
MOLDE PARA NEUMATICO Y PROCESO DE MOLDEO DEL NEUMATICO.
(01/04/1996). Solicitante/s: SEDEPRO. Inventor/es: LAURENT, DANIEL, LADOUCE, JEAN-PIERRE.
LA CORONA PERIFERICA DE UN MOLDE CONECTOR PARA NEUMATICOS ESTA CONSTITUIDA POR UN CONJUNTO DE CHAPAS 1 QUE TOMAN APOYO LAS UNAS SOBRE LAS OTRAS, APILADAS DE FORMA QUE SE REPUJEN MUTUAMENTE. LA CORONA TIENE POR CONSIGUIENTE UNA PERMANENTE TENDENCIA A CRECER EN DIAMETRO. ESTA TENDENCIA ES COMBATIDA POR EJEMPLO POR UNA ZUNCHA QUE RECHAZA RADIALMENTE Y SIMULTANEAMENE TODAS LAS CHAPAS 1.
MAQUINAS DE TRANSFORMACION PLASTICOS Y PROCEDIMIENTO PARA EL CAMBIO RAPIDO DE EQUIPO.
(01/12/1994). Solicitante/s: MAUSER-WERKE GMBH. Inventor/es: WURZER, ERNST.
PARA UNA MAQUINA DE TRANSFORMACION DE PLASTICOS, ESPECIALMENTE UNA MAQUINA DE MOLDEO POR SOPLADO SE PROPONE, PARA REDUCIR LOS TIEMPOS DE PARADA DE LA MAQUINA Y DE INTERRUPCION DE LA PRODUCCION, UN PROCEDIMIENTO Y LAS CORRESPONDIENTES MEDIDAS CONSTRUCTIVAS PARA EL CAMBIO RAPIDO DE UN PRIMER MOLDE DE PRODUCTO, P.EJ. UN BARRIL DE 220 L, A UN SEGUNDO MOLDE DE PRODUCTO P.EJ. UN BIDON DE 60 L. ESTO SE CONSIGUE DEJANDO LAS MITADES DEL MOLDE DEL PRIMER MOLDE DE PRODUCTO EN LAS PLACAS DE SUJECION DEL MOLDE Y SUJETANDO LAS MITADES DEL SEGUNDO MOLDE DE PRODUCTO SOBRE LAS MITADES DE MOLDE RESTANTES DEL PRIMER MOLDE DE PRODUCTO.
MOLDE Y SU PROCEDIMIENTO DE FABRICACION PARA LA OBTENCION DE PIEZAS MOLDEADAS.
(16/03/1994). Solicitante/s: ECIA - EQUIPEMENTS ET COMPOSANTS POUR L'INDUSTRIE AUTOMOBILE. Inventor/es: BES, JEAN-CLAUDE.
ESTE MOLDE CONSTA, ENTRE OTROS, DE UNA CARCASA FORMADA POR DOS CASCOS HUECOS QUE PRESENTAN, CADA UNO DE ELLOS, UN ALOJAMIENTO , UN CUERPO DE MOLDEO HECHO DE PLACAS INTERCAMBIABLES, UNOS ELEMENTOS DE PUESTA EN REGISTRO COMPLEMENTARIOS QUE VAN EN LOS ALOJAMIENTOS Y LAS PLACAS, Y UN DISPOSITIVO DE BLOQUEO QUE COOPERA CON DICHOS ALOJAMIENTOS Y DICHAS PLACAS. ESTE MOLDE PERMITE, DEBIDO A SU FLEXIBILIDAD DE UTILIZACION, LAS MODIFICACIONES NECESARIAS PARA LA PUESTA A PUNTO DE LA PIEZA FINAL A OBTENER Y RESULTANTE DE LAS PRUEBAS.
METODO Y APARATO PARA LA FABRICACION DE CARCASAS PARA FRIGORIFICOS.
(16/01/1994). Solicitante/s: INDUSTRIE ZANUSSI S.P.A.. Inventor/es: DE NARDI, IRENEO, SALAMON, ALDO, PAGURA, FRANCESCO.
METODO Y APARATO CONTROLADO AUTOMATICAMENTE PARA LA PRODUCCION DE CARCASAS PARA FRIGORIFICOS, CON LA UTILIZACION DE UN SOLO TIPO DE NUCLEO SOPORTE DE DIMENSIONES VARIABLES, CORRESPONDIENTES A LAS DE LAS DIFERENTES CARCASAS A FABRICAR, Y DE UN SOLO TIPO DE BASE SOPORTE PARA EL MONTAJE DE LA CARCASA Y SU TRANSPORTE A LO LARGO DE VARIAS ESTACIONES DE PROCESO. EL INVENTO PROPORCIONA MAYOR FLEXIBILIDAD AL PROCESO DE FABRICACION, POSIBILITANDO UNA INSTALACION MAS RACIONAL DE LAS UNIDADES OPERATIVAS CON EL RESULTADO DE UN AHORRO DE TIEMPO GLOBAL DE PRODUCCION Y EL CORRESPONDIENTE AUMENTO DE LA PRODUCTIVIDAD.
PROCEDIMIENTO Y DISPOSITIVO DE OBTENCION DE UN ACRISTALAMIENTO PROVISTO DE UNA JUNTA PERIFERICA DE PROTECCION DE LAS ARISTAS.
(01/10/1993). Solicitante/s: SAINT-GOBAIN VITRAGE INTERNATIONAL. Inventor/es: CANAUD, MICHEL, DEWITTE, PHILIPPE.
EL INVENTO SE REFIERE A UN PROCEDIMIENTO DE OBTENCION DE UN ACRISTALAMIENTO PROVISTO DE UNA JUNTA PERIFERICA DE PROTECCION DE LAS ARISTAS; EL ACRISTALAMIENTO SE ENCIERRA EN UN MOLDE QUE DELIMITA ALREDEDOR DEL ACRISTALAMIENTO UNA CAVIDAD CUYAS PAREDES SE CORRESPONDEN CON EL PERFIL EXTERIOR DESEADO, EN LA CUAL ESTE SE INYECTA A BAJA PRESION. EL MOLDE, SEGUN EL INVENTO, ESTA CONSTITUIDO POR ELEMENTOS MODULARES REALIZADOS EN MATERIAL MOLDEABLE Y UNIDOS POR ELEMENTOS DE ENSAMBLAJE, ESTANDO UN ELEMENTO MODULAR PROVISTO DE UN ORIFICIO DE INYECCION Y OTRO DE UN RESPIRADERO.
UN UTIL PARA MOLDEAR Y CURAR A TEMPERATURA ELEVADA UN ARTICULO EN FORMA DE LAMINA.
(01/09/1987). Solicitante/s: SHORT BROTHERS PLC.
UTIL PARA MOLDEAR Y CURAR A TEMPERATURA ELEVADA UN ARTICULO EN FORMA DE LAMINA. CONSTA DE UNA SUPERFICIE DE CARA DE MOLDEO FORMADA POR UNA GRAN LAMINA DE ACERO , ADOSADA A MIEMBROS DE RESPALDO CIRCUNFERENCIAL Y TRANSVERSAL , PARA MANTENER LA FORMA DESEADA EN DICHA SUPERFICIE DE CADA MOLDEO; DE RUEDAS ORIENTABLES PARA DARLE MOVILIDAD AL UTIL; DE CUATRO ELEMENTOS DISPUESTOS SOBRE LA SUPERFICIE DEL MOLDE PARA DEFINIR EL TAMAÑO Y EL PERFIL DE BORDE DE UNA CAVIDAD DE MOLDE DE 2 METROS DE LONGITUD POR 1 METRO DE ANCHURA, ESTANDO FIJADOS DICHOS ELEMENTOS A LA LAMINA DE ACERO MEDIANTE ESPARRAGOS ROSCADOS QUE ENCAJAN EN ORIFICIOS CIEGOS.
UN METODO DE FABRICAR UN ARTICULO EN FORMA DE LAMINA A PARTIR DE UN MATERIAL COMPUESTO DE MATRIZ DE RESINA REFORZADA CON FIBRA.
(16/05/1987). Solicitante/s: SHORT BROTHERS PLC.
METODO DE FABRICAR UN ARTICULO EN FORMA DE LAMINA. CONSISTE EN: DISPONER LAS FIBRAS Y LA RESINA SIN CURAR EN UN UTIL QUE DEFINE UNA CARA DE MOLDEO ; CUBRIR LAS FIBRAS Y LA RESINA CON UNA MEMBRANA ESTANCA A LOS GASES; REDUCIR LA PRESION DEL GAS ALREDEDOR DE LAS FIBRAS Y DE LA RESINA ENTRE EL UTIL Y LA MEMBRANA Y CURAR LA RESINA A TEMPERATURA ELEVADA; Y DISPONER SOBRE LA CARA DE MOLDEO DEL UTIL ELEMENTOS DE PERIFERIA DE PERFIL DE BORDE ESPECIFICADO PARA DEFINIR UNA PERIFERIA DE CAVIDAD DE MOLDE DE LA CONFIGURACION Y DIMENSIONES DESEADAS. TIENE APLICACIONES INDUSTRIALES.
PROCEDIMIENTO PARA LA PREPARACION DE UN MATERIAL LIGERO MAL CONDUCTOR DEL CALOR, Y RESISTENTE AL FUEGO TENIENDO CARACTERISTICAS MECANICAS MUY ELEVADAS.
(01/08/1979) Procedimiento para la preparación de un material ligero mal conductor del calor, resistente al fuego y teniendo características mecánicas muy elevadas, caracterizado en lo que comprende las etapas siguientes: A.- Mezclar una resina fenólica líquida, del tipo "resol" con un material inerte, en un porcentaje de resina de 100% a 30% (material inerte presente de 0 a 3 veces la cantidad de resina). B.- Añadir a la mezcla de 1% a 6% en peso un agente endurecedor, con relación al peso de dicha resina fenólica. C.- Mezclar la mezcla obtenida en B, en un turbo-mezclador durante un tiempo de 15 a 20 segundos. D.- Colar la mezcla obtenida en C, en un cajón o un molde cerrado, provisto de aire libre, resistiendo a una presión interna que pueda alcanzar 2 Kg/cm2, y teniendo un volumen igual a 1 a 2 veces el volumen de la mezcla a endurecer.…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}