CIP-2021 : B21C 37/16 : Fabricación de tubos con diámetros variables en sentido longitudinal.
CIP-2021 › B › B21 › B21C › B21C 37/00 › B21C 37/16[3] › Fabricación de tubos con diámetros variables en sentido longitudinal.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 37/00 Fabricación de chapas, barras, alambres, tubos, perfiles metálicos,o de productos análogos semiacabados, no prevista en otro lugar; Fabricación de tubos de forma particular.
B21C 37/16 · · · Fabricación de tubos con diámetros variables en sentido longitudinal.
CIP2021: Invenciones publicadas en esta sección.
Eje de torsión con grosor de pared variable longitudinalmente.
(21/08/2019) Elemento (102') de travesaño tubular unitario para su uso en el eje (100') de torsión de un vehículo, estando provisto el eje de torsión de dos brazos de remolque, en el que el elemento de travesaño se extiende en medio de y une los brazos de remolque en dos regiones (118') de conexión del elemento de travesaño para formar un eje integral, comprendiendo el elemento de travesaño una sección central formada entre las dos regiones de conexión, siendo la sección central elástica torsionalmente y siendo cada una de las regiones de conexión rígidas torsionalmente adyacentes a una porción de la región de conexión que une cada uno de los brazos de remolque, teniendo el elemento de travesaño un grosor de pared que es generalmente uniforme circunferencialmente y que varía…
Procedimiento de formación de un tubo sin soldadura de titanio y/o de aleaciones de titanio.
(02/01/2019) Un procedimiento de formación de secciones de tubo de titanio o de aleación de titanio sin soldadura, comprendiendo el procedimiento las etapas de:
(a) disponer un sustrato para formar un tubo , y un manguito de una sección de tubo en el sustrato , teniendo la sección de tubo un extremo desde el que sobresale el sustrato .
(b) pulverizar partículas de titanio o de aleación de titanio, en general en paralelo a un eje longitudinal del sustrato , para impactar en una cara de extremo del extremo y hacer que las partículas se unan a, y se acumulen en la cara de extremo del tubo para formar el tubo ; y
(c) aplicar una fuerza de compresión a la cara de extremo del tubo para desplazar el tubo formado longitudinalmente con respecto al sustrato con el fin de extraer el tubo…
Racor para tubos de pared gruesa y procedimiento para su fabricación.
(25/04/2018). Solicitante/s: Viega Technology GmbH & Co. KG. Inventor/es: KOSCHIG,BERND, ARNING,ULRICH.
Sistema compuesto de un tubo y un racor para tubos de pared gruesa, estando previsto el racor
- de una zona de contacto y
- de una zona de presión ,
- estando dispuesta la zona de presión sobre el lado de la zona de contacto orientado a la abertura de inserción de tubo y
- siendo el espesor de pared en la zona de presión al menos por secciones menor que el espesor de pared en la zona de contacto ,
- presentando la zona de presión en el lado opuesto a la zona de contacto al menos un tope para un anillo de corte ,
- correspondiéndose el espesor de pared en la zona de contacto en lo esencial con el espesor de pared del tubo ,
caracterizado por
-que el al menos un tope está segmentado para el anillo de corte.
PDF original: ES-2674138_T3.pdf
METODO DE FABRICACION DE UN PERFIL CERRADO.
(01/08/2006). Solicitante/s: OUTOKUMPU STAINLESS AB. Inventor/es: CARLSSON, LEIF, GROTH, HANS.
Un método de fabricación de un perfil cerrado en el que la pieza inicial metálica de trabajo usada está constituida por hierro, aleado con cromo, níquel y carbono en proporciones predeterminadas y, posteriormente, el perfil cerrado se trabaja plásticamente en frío, caracterizado porque el trabajo en frío se efectúa por hidroconformado y/o mediante expansión, preferiblemente por medio de un mandril con una forma adecuada, o mediante contracción a través de alargamiento axial mediante estiramiento con o sin una matriz, para aumentar el límite elástico del material metálico desde un límite elástico bajo original hasta un producto final que obtiene completa o parcialmente un límite elástico alto.
PROCEDIMIENTO DE FLUOTORNEADO Y DISPOSITIVO DE FLUOTORNEADO.
(01/12/2005) Procedimiento de laminación a presión en el cual - se dispone una pieza bruta sobre un mandril de laminación de una máquina de laminación a presión, - se imparte un movimiento de rotación a la pieza bruta con relación a por lo menos un rodillo de laminación a presión , - se aproxima el por lo menos un rodillo de laminación a presión con relación a la pieza bruta , y - se determina la longitud axial de la pieza bruta mediante el rodillo de laminación a presión y se realiza la laminación a presión para obtener una pieza caracterizado - porque para compensar las variaciones de dimensión de la pieza bruta se conforma por lo menos una zona de compensación en la pieza , - porque antes y/o durante la laminación a presión se determinan mediante un sistema de medición los datos geométricos de la pieza bruta…
UN PROCEDIMIENTO DE FABRICACION DE UNA TUBERIA DE METAL CON UN EXTREMO ABIERTO EXCENTRICAMENTE DILATADO.
(01/09/2004) Un procedimiento para la fabricación de una tubería de metal con un extremo abierto excéntricamente dilatado, que comprende las etapas de: insertar por la fuerza un punzón para la dilatación coaxial en un extremo abierto de una tubería de metal original, para deformar plásticamente dicho extremo abierto hasta que alcance un estado coaxialmente dilatado tal que el lado del extremo abierto deformado que va a dilatarse excéntricamente sea más largo que el lado opuesto que va a ser dilatado sin excentricidad a lo largo de una dirección axial de dicha tubería de metal original: extraer dicho punzón para la dilatación coaxial de dicha tubería de metal original; y a continuación insertar por la fuerza un punzón para la dilatación excéntrica, que tiene una línea divisoria entre una punta cónica y un cuerpo cilíndrico inclinado en un ángulo predeterminado…
PROCEDIMIENTO PARA PRODUCIR UN COMPONENTE TUBULAR.
(16/08/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VAN GIEZEN, MAURICE, GERARDUS, MARIA.
Procedimiento para producir un componente tubular que tiene, en al menos parte de su longitud, una sección que se ensancha o que se estrecha, caracterizado por las operaciones de: unir entre sí partes de lámina planas diferentes entre ellas, teniendo al menos una de las partes de lámina forma trapezoidal, juntar bordes opuestos de las partes de lámina unidas y unir los bordes de tal manera que el componente tubular así formado pueda ser hidroconformado, e hidroconformar el componente.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS CON SECCIONES DE DIFERENTE ESPESOR DE PARED.
(16/08/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE TUBOS CON TRAMOS DE ESPESOR DIFERENTE A BASE DE UN PRINCIPIO DE CHAPA PLANA, DONDE PRIMERO SE REALIZA UNA CONFORMACION EN FORMA DE RODILLOS DE LA CHAPA CON ESPESORES (S{SUB,2} S{SUB,5}) DE CHAPA CAMBIANTES POR ZONAS EN LA DIRECCION (WR) DE ENROLLADO. A TRAVES DE LA REDUCCION DE ESPESOR DE PARED PARCIAL OBTENIDA MUESTRA LA CHAPA ZONAS , QUE SE DETERMINAN DE FORMA RESPECTIVA PARA CARGAS Y PUNTAS DE TENSION, QUE SE SOMETEN A ELEMENTOS DE CONSTRUCCION ELABORADOS EN UN TUBO O A PARTIR DE UN TUBO A TRAVES DE UTILIZACION EN SITUACION PRACTICA. DESPUES DE LA REDUCCION DE ESPESOR DE PARED SE RECORTA LA CHAPA LAMINADA, PARA LA CONFORMACION DE UN TUBO Y PARA EL ENSAMBLE A LO LARGO DE LOS CANTOS DE UNION. DE FORMA ESPECIALMENTE VENTAJOSA EL PROCEDIMIENTO ES APROPIADO PARA LA ELABORACION DE TUBOS COMO PRODUCTO INTERMEDIO EN LA ELABORACION DE PARTES COMPONENTES EN LA ELABORACION DE AUTOMOVILES.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
(16/05/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
PROCEDIMIENTO PARA LA OBTENCION DE UNA PIEZA TUBULAR CUYO PERIMETRO Y ESPESOR NO SON CONSTANTES EN TODA SU LONGITUD MEDIANTE DEFORMACION EN FRIO DE UN TUBO Y PIEZA TUBULAR OBTENIDA CON DICHO PROCEDIMIENTO.
(16/12/1978). Solicitante/s: COMPAGNIE INDUSTRIELLE ET COMMERCIALE DE TUBES.
Resumen no disponible.
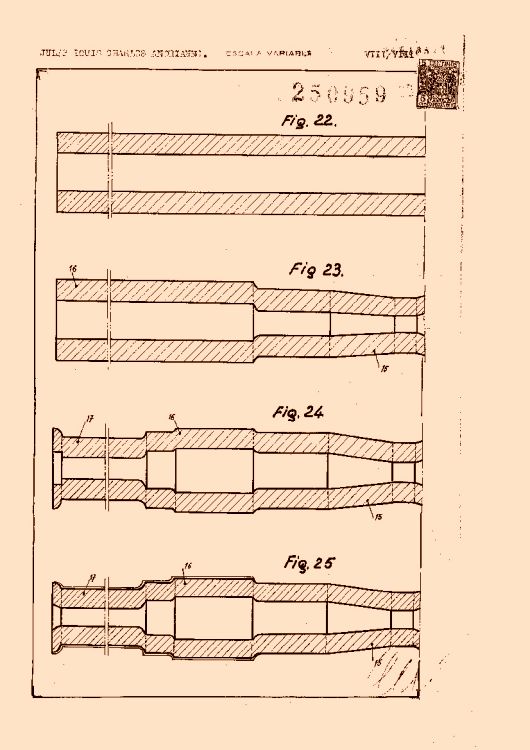
PROCEDIMIENTO DE FABRICACIÓN DE EJES HUECOS DE MATERIAL RODANTE DE FERROCARRIL.
(16/04/1960). Ver ilustración. Solicitante/s: ANDRIANNE, JULES LOUIS CHARLES.
Procedimiento de fabricación de ejes huecos de material rodante de ferrocarril, de minas, de transporte, etc., caracterizado porque se realiza en primer lugar un tubo sin soldadura y se forman luego los extremos de este tubo para realizar las muñequillas del eje, permitiendo este procedimiento obtener ejes huecos de buena resistencia mecánica aunque ligeros y a precio de coste ventajoso.
{kind=link}
{kind=link}