CIP-2021 : B21C 1/22 : especialmente adaptados a la fabricación de objetos tubulares (conformación de chapas en forma tubular por estirado B21D 5/10).
CIP-2021 › B › B21 › B21C › B21C 1/00 › B21C 1/22[2] › especialmente adaptados a la fabricación de objetos tubulares (conformación de chapas en forma tubular por estirado B21D 5/10).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21C 1/00 hasta B21C 9/00: Estirado de metales
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21C FABRICACION DE CHAPAS, ALAMBRES, BARRAS, TUBOS, PERFILES METALICO O PRODUCTOS ANALOGOS SEMIACABADOS POR PROCEDIMIENTOS DISTINTOS AL LAMINADO; OPERACIONES AUXILIARES RELACIONADAS CON EL TRABAJO DE METALES SIN ARRANQUE SUSTANCIAL DE MATERIA.
B21C 1/00 Fabricación de chapas, alambres, barras, metálicos,tuboso productos análogos semiacabadospor estirado.
B21C 1/22 · · especialmente adaptados a la fabricación de objetos tubulares (conformación de chapas en forma tubular por estirado B21D 5/10).
CIP2021: Invenciones publicadas en esta sección.
Un procedimiento para producir un tubo de acero inoxidable doble.
(18/03/2020) Un procedimiento para producir un tubo de acero inoxidable doble que comprende la composición siguiente, en % en peso,
C máx. 0,06;
Cr 21-24,5;
Ni 2,0-5,5;
Si máx. 1,5;
Mo 0,01-1,0
Cu 0,01-1,0;
Mn máx. 2,0;
N 0,05-0,3;
P máx. 0,04;
S máx. 0,03; y
equilibrar Fe e impurezas inevitables,
y tener un valor PRE de al menos 23,0,
donde el procedimiento comprende las etapas de:
a) proporcionar una fusión del acero inoxidable doble;
b) fundir un cuerpo del acero inoxidable doble a partir de la masa fundida;
c) formar una barra del cuerpo;
d) formar un tubo a partir de barra al generar un agujero en el mismo;
e) reducir el diámetro y/o el grosor de la pared del tubo por extrusión en caliente a una temperatura en el intervalo comprendido entre 1100 °C y 1200 °C y una reducción del área de la sección…
Procedimiento para producir una tubería de acero inoxidable dúplex.
(12/04/2019) Un método para producir una tubería de acero inoxidable dúplex que tiene un límite elástico mínimo de 758,3 a 965,2 MPa, que comprende:
preparar una tubería de material de acero inoxidable dúplex para trabajo en frío, que tiene una composición química que consiste, en % en masa, en C: 0,03% o menos, Si: 1% o menos, Mn: 0,1 a 4%, Cr: 20 a 35%, Ni: 3 a 10%, Mo: 0 a 6%, W: 0 a 6%, Cu: 0 a 3% y N: más de 0,17 y no más de 0,60%, y siendo el resto Fe e impurezas, mediante un trabajo en caliente opcionalmente seguido por un tratamiento térmico en solución sólida; y
producir la tubería de acero inoxidable dúplex posteriormente sometiendo la tubería de material a un laminado en…
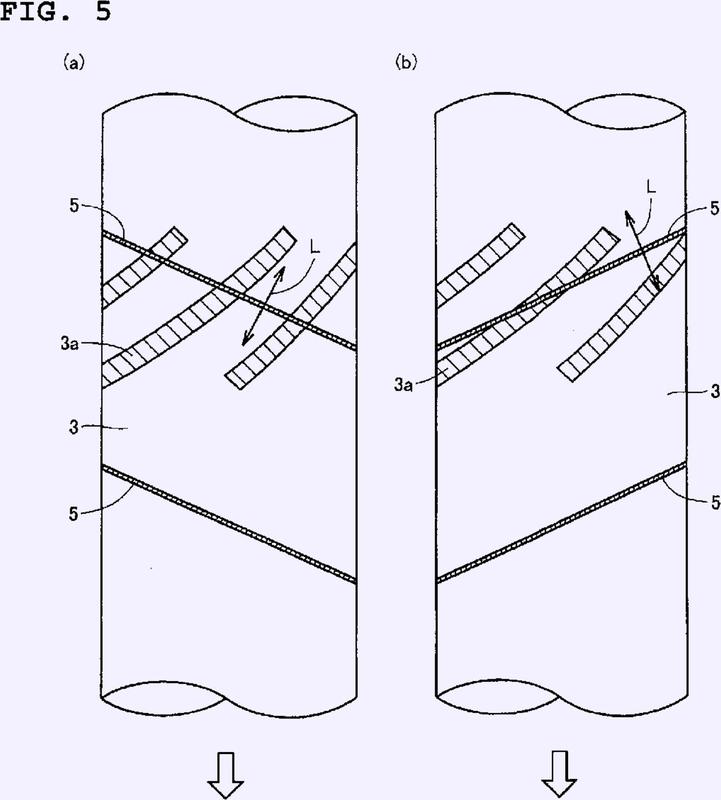
Método de producción de un tubo de acero estriado internamente y el tubo de acero estriado internamente.
(27/02/2019). Ver ilustración. Solicitante/s: NIPPON STEEL CORPORATION. Inventor/es: BEPPU,KENICHI.
Un método de producción de un tubo de acero estriado internamente con una pluralidad de franjas de estrías en espiral (3a) formadas en una dirección del eje del tubo, caracterizado por que comprende los siguientes pasos: enderezar las curvas de un tubo virgen para el tubo de acero estriado internamente mediante el uso de una máquina enderezadora de rodillo transversal; y dibujar en frío el tubo virgen enderezado para formar las estrías en espiral (3a).
PDF original: ES-2721599_T3.pdf
Método para producir tubo de alta aleación.
(07/12/2018) Un método para producir un tubo de alta aleación con una resistencia a la fluencia mínima de 758,3 a 965,2 MPa, que comprende:
preparar un tubo de material de alta aleación con una composición química que consiste en, en % en masa, C: 0,03% o menos, Si: 1,0 % o menos, Mn: 5 0,3 a 5,0%, Ni: 25 a 40%, Cr: 20 a 30%, Mo: 0,01 a 4%, Cu: 0,1 a 3%, N: 0,05 a 0,50%, Ca: 0,01% o menos, Mg: 0,01% o menos y Elemento(s) de las Tierras Raras: 0,2% o menos, y el resto es Fe e impurezas, conteniendo las impurezas 0,03% o menos de P, 0,03% o menos de S y 0,010% o menos de O, mediante un trabajo en caliente y, opcionalmente, mediante un tratamiento térmico en solución sólida;…
Método para la fabricación de tubos de acero inoxidable de dos fases.
(17/01/2018) Un método para la producción de un tubo de acero inoxidable de dos fases, que comprende:
preparar un material de acero inoxidable de dos fases que tiene una composición química que consiste en, en % en masa, C: 0,03% o menos, Si: 0,05% o más y 1% o menos, Mn: de 0,1 a 2%, Cr: de 20 a 35%, Ni: de 3 a 10%, Mo: de 0,5 a 4%, W: de 0,5 a 6%, Cu: de 0 a 3% y N: de 0,15 a 0,35%, siendo el resto Fe e impurezas,
formar un tubo de material por medio del sometimiento a un trabajo en caliente, de manera opcional por medio del sometimiento a un tratamiento térmico de solución sólida,
y realizar un estirado en frío,
donde el estirado en frío se caracteriza por que se lleva a cabo en las condiciones tales…
Tubo de acero sin costura acabado en frío para eje de transmisión y procedimiento de producción del mismo.
(30/10/2013) Un tubo de acero sin costura acabado en frío para un eje de transmisión, que presenta una composición de acero que comprende, en % en masa, C: 0,30-0,47%, Si: 0,50% o inferior, Mn: 0,50-2,00%, P: 0,20% o inferior, S: 0,005% o inferior y Al: 0,001-0,050%, siendo el resto Fe e impurezas, caracterizado porque presenta una resistencia a la tracción no inferior a 784 MPa y no superior a 950 MPa y la profundidad de cada pliegue en superficie interior que queda en la superficie interior del mismo, tal como se aprecia en una sección transversal perpendicular a la dirección longitudinal, no es más de 0,20 mm.
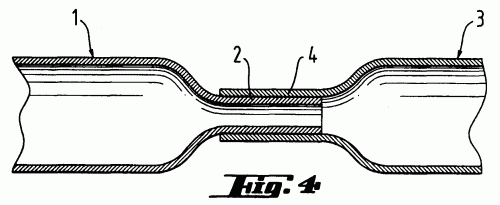
(16/09/1999). Ver ilustración. Solicitante/s: OUTOKUMPU COPPER PRODUCTS OY. Inventor/es: RANTALA, TERHO.
LA INVENCION SE REFIERE A UN METODO PARA EMPALMAR TUBOS, DE MODO QUE EL EMPALME SE REALICE EN UN SOLO PASO JUNTO CON EL TRATAMIENTO DE ENDEREZADO, ANTES DE LA REBAJA REALIZADA TRAS EL ULTIMO RECOCIDO, CUANDO NO HAY NINGUN MANDRIL DENTRO DEL TUBO.
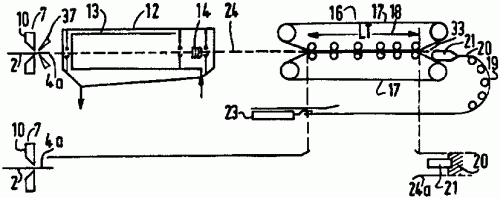
DISPOSITIVO DE ESTIRADO AUTOMATICO.
(16/03/1999). Ver ilustración. Solicitante/s: TREFIMETAUX. Inventor/es: SAUVONNET, JEAN-LOUIS, LEMIRE, JEAN, ROBBE, LIONEL, CHOUVEL, JEAN, CECCACCI, PIER BRUNO.
EL DISPOSITIVO DE ESTIRADO COMPRENDE UN BLOQUE DE ESTIRADO , UN DISPOSITIVO DE TRACCION , Y SE CARACTERIZA PORQUE: A) DICHO DISPOSITIVO DE TRACCION COMPRENDE DOS CORREAS MOTRICES DE ARRASTRE; B) DICHO DISPOSITIVO DE ESTIRADO COMPRENDE UN DISPOSITIVO DE ENGANCHE AUTOMATICO ; C) DICHO DISPOSITIVO DE ENGANCHE AUTOMATICO COMPRENDE UN MEDIO AUXILIAR DE TRACCION MOVIDO EN POTENCIA POR DICHO DISPOSITIVO DE TRACCION . LA INVENCION COMPRENDE UNA LINEA DE ESTIRADO QUE COMPRENDE VARIOS DISPOSITIVOS DE ESTIRADO.
INSTALACION PARA ESTIRAR TUBOS CON LA PARED FINAL CURVADA.
(01/11/1989). Solicitante/s: BULTMANN, RUDOLF. Inventor/es: BULTMANN, RUDOLF.
LA INVENCION EN CUESTION TIENE UNA CABEZA QUE ESTA EN CONTACTO CON LA CURVATURA INFERIOR DEL TUBO Y TIENE SU CONTINUACION EN UNA PALANCA SITUADA DENTRO DE UN TUBO GUIA AL QUE ESTA UNIDO EL MOLDE DE ESTIRAMIENTO . PARA QUE LA DISPOSICION PUEDA RETROCEDER ESTAN PREVISTAS RUEDAS DE TRANSPORTE QUE SE PUEDEN MOVER PERPENDICULARMENTE Y QUE ACTUAN DIRECTAMENTE SOBRE LA PALANCA A TRAVES DE ABERTURAS DEL TUBO GUIA.
INSTALACION DE ESTIRADO PARA LA FABRICACION DE TUBOS.
(01/11/1981). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT.
INSTALACION PARA EL ESTIRADO DE TUBOS. LA FABRICACION DEL TUBO CON ENGROSAMIENTOS SE REALIZA DESPLAZANDO LA CABEZA DEL MANDRIL , CUYO DIAMETRO EXTERIOR COINCIDE CON EL DIAMETRO INTERIOR DEL TUBO, AL MISMO TIEMPO QUE SE DESPLAZA EL ANILLO EXTERIOR, CON UNA PARTE INTERIOR PERFILADA, EN LA DIRECCION DE ESTIRADO. SE OFRECEN EJEMPLOS DE TUBOS CON SECCIONES DISTINTAS REALIZADOS DE FORMA SIMILAR.
PROCEDIMIENTO PARA LA FABRICACION DE ELECTRODOS PARA LA SOLDADURA.
(16/03/1969) Procedimiento para la fabricación de electrodos para la soldadura, y especialmente de una varilla tubular sin costura , muy larga que presenta una envoltura metálica y rellenada con un material comprimido pulverulento, cuyo diámetro exterior y espesor de pared ha sido predeterminados, caracterizado porque se enrolla un tubo sin costura o soldado en movimiento sobre un núcleo y haciéndose vibrar el núcleo con el tubo enrollado, se llena este simultáneamente a través de un extremo abierto del mismo, con una cantidad predeterminada de material pulverulento, y el material pulverulento es compactado por vibración hasta alcanzar la compacidad del volumen…
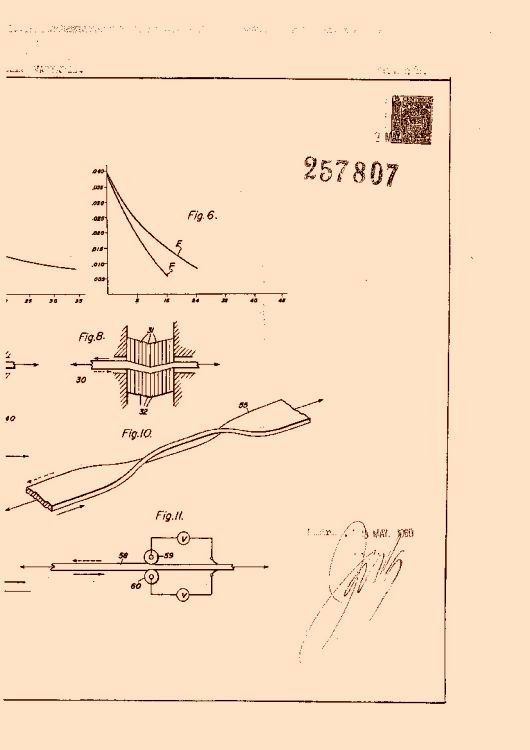
UN MÉTODO Y UN APARATO PARA AUMENTAR LA LONGITUD Y REDUCIR EL ESPESOR DE UN CUERPO ALARGADO.
(01/08/1960). Ver ilustración. Solicitante/s: GENERAL ELECTRIC COMPANY.
Un método de aumentar la longitud y reducir el espesor de un cuerpo alargado, caracterizado por someter porciones sucesivas de la longitud del cuerpo a tensión plástica cíclica, someter simultáneamente las mismas porciones sucesivas del cuerpo a esfuerzos de tracción insuficientes por sí mismos para producir alargamiento plástico de dicho cuerpo, y simultáneamente también someter las mismas porciones sucesivas de dicho cuerpo a presión suficiente solamente en combinación con la tensión plástica cíclica y el esfuerzo de tracción para reducir el espesor del cuerpo.
{kind=link}
{kind=link}
{kind=link}
{kind=link}