CIP-2021 : D04H 1/00 : No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas.
CIP-2021 › D › D04 › D04H › D04H 1/00[m] › No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas.
Notas[t] desde D01 hasta D07: TEXTILES O MATERIALES FLEXIBLES NO PREVISTOS EN OTRO LUGAR
Notas[g] desde D04H 1/00 hasta D04H 13/00: Categorías o tipos de no-tejidos; Aparatos o procedimientos para la fabricación de tales productos
D04H 1/02 · Guata; Napa.
D04H 1/04 · a partir de velos o capas compuestas de fibras que poseen propiedades cohesivas reales o potenciales, p. ej. fibras naturales, fibras fabricadas por el hombre preestiradas o fibradas (aparatos de hacer fieltro D04H 17/00).
D04H 1/06 · · por tratamiento a fin de producir un efecto de contracción, hinchamiento, rizado u ondulación de fibras.
D04H 1/067 · · · Derivados de celulosa regenerada.
D04H 1/073 · · · Derivados de acrilonitrilo.
D04H 1/08 · · y endurecidos por afieltrado; Fieltros o productos de fieltro.
D04H 1/09 · · · Seda.
D04H 1/10 · · · Fieltros de mezclas de fibras.
D04H 1/12 · · · · e incorporando fibras orgánicas fabricadas por el hombre.
D04H 1/14 · · · · e incorporando fibras inorgánicas.
D04H 1/16 · · · Fieltros laminados en los que las diferentes capas están reunidas por un tratamiento del fieltro.
D04H 1/20 · · · Fieltros que incorporan elementos insertados o accesorios, p. ej. con un fin decorativo.
D04H 1/22 · · · Artículos tridimensionales formados por operaciones de fieltro.
D04H 1/24 · · · Cubiertas de fieltro en forma de artículos tridimensionales.
D04H 1/26 · · Pulpa de madera.
D04H 1/28 · · Derivados de celulosa regenerada.
D04H 1/30 · · Colágeno.
D04H 1/32 · · Pasta sintética.
D04H 1/40 · a partir de velos o capas compuestos de fibras que no poseen propiedades cohesivas reales o potenciales.
D04H 1/407 · · que contienen substancias absorbentes, p. ej. carbón activado.
D04H 1/413 · · que contiene gránulos que no son substancias absorbentes.
D04H 1/42 · · caracterizados por la elección de ciertas clases de fibras en la medida en que esta elección no tiene una influencia preponderante en la consolidación del velo.
D04H 1/4209 · · · Fibras inorgánicas.
D04H 1/4218 · · · · Fibras de vidrio.
D04H 1/4226 · · · · · caracterizadas por el aparato para fabricar el velo de vidrio.
D04H 1/4234 · · · · Fibras metálicas.
D04H 1/4242 · · · · Fibras de carbono.
D04H 1/425 · · · Derivados de celulosa.
D04H 1/4258 · · · · Derivados de celulosa regenerada.
D04H 1/4266 · · · Fibras naturales no previstas en el grupo D04H 1/425 .
D04H 1/4274 · · · Trapos; Recortes de tela.
D04H 1/4282 · · · Polimeros de adición.
D04H 1/4291 · · · · Derivados de olefinas.
D04H 1/43 · · · · Derivados de acrilonitrilo.
D04H 1/4309 · · · · Alcohol polivinílico.
D04H 1/4318 · · · · Derivados de flúor.
D04H 1/4326 · · · Polímeros de condensación o reacción.
D04H 1/4334 · · · · Poliamidas.
D04H 1/4342 · · · · · Poliamidas aromáticas.
D04H 1/435 · · · · Poliésteres.
D04H 1/4358 · · · · Poliuretanos.
D04H 1/4366 · · · · Derivados del fenol.
D04H 1/4374 · · · usando varios tipos de bandas, p. ej. colocando capas de mantas.
D04H 1/4382 · · · Fibras de película reticular estirada; Fibras compuestas; Fibras mixtas; Fibras ultrafinas; Fibras para cuero artificial.
D04H 1/4391 · · · caracterizadas por la forma de las fibras.
D04H 1/44 · · los velos o capas están reforzados por medios mecánicos, p. ej. por rodadura.
D04H 1/45 · · · por formación de mallas o de puntos imbricados entre un cierto número de fibras.
D04H 1/46 · · · por punzonado u operaciones similares para provocar el enmarañado de fibras (D04H 1/45 tiene prioridad; máquinas de punzonar D04H 18/00).
D04H 1/48 · · · · en combinación con al menos otro método de consolidación.
D04H 1/482 · · · · · en combinación con contracción.
D04H 1/485 · · · · · en combinación con unión por soldadura.
D04H 1/488 · · · · · en combinación con aglutinantes.
D04H 1/49 · · · · · enredamiento por chorro de fluido en combinación con otros medios de consolidación.
D04H 1/492 · · · · por chorro fluido (D04H 1/49 tiene prioridad).
D04H 1/495 · · · · · para formación de diseños, p. ej. perforación o reestructuración.
D04H 1/498 · · · · enredamiento de capas de mantas.
D04H 1/50 · · · por tratamiento para producir un efecto de contracción, hinchamiento, rizado u ondulación de fibras (en combinación con punzonado D04H 1/482).
D04H 1/52 · · · por aplicación o inserción de elementos de unión filamentosos.
D04H 1/54 · · por soldado de fibras unidas, p. ej. por fusión parcial o disolución (en combinación con punzonado D04H 1/485).
D04H 1/541 · · · Fibras de material compuesto p. ej. funda-núcleo, isla-mar o yuxtapuestas; Fibras mixtas.
D04H 1/542 · · · Fibras adhesivas.
D04H 1/544 · · · · Derivados de olefinas.
D04H 1/545 · · · · Alcohol polivinílico.
D04H 1/546 · · · · Acetato de polivinilo.
D04H 1/548 · · · · Derivados del acrilonitrilo.
D04H 1/549 · · · · Poliamidas.
D04H 1/55 · · · · Poliésteres.
D04H 1/551 · · · · Resinas con este fin no previstas en los grupos D04H 1/544 - D04H 1/55.
D04H 1/552 · · · por la aplicación de disolventes o agentes auxiliares .
D04H 1/554 · · · por calentamiento por radiofrecuencia.
D04H 1/555 · · · por calentamiento con ultrasonidos.
D04H 1/556 · · · por calentamiento por infrarrojos.
D04H 1/558 · · · en combinación con tratamientos mecánicos o físicos diferentes del repujado.
D04H 1/559 · · · estando las fibras en capas de mantas .
D04H 1/56 · · · en asociación con la formación de la fibra, p. ej. siguiendo inmediatamente la extrusión de las fibras en hebra.
D04H 1/58 · · por aplicación, incorporación o activación de agentes de unión química o termoplástica, p. ej. adhesivos (en combinación con el punzonado D04H 1/488).
D04H 1/587 · · · caracterizado por los aglutinantes.
D04H 1/593 · · · a capas de mantas .
D04H 1/60 · · · el agente de unión es aplicado en estado seco, p. ej. agentes termo-activables en estado sólido o fundido, y aplicación del calor subsiguiente.
D04H 1/62 · · · · con puntos o emplazamientos espaciados.
D04H 1/64 · · · el agente de unión es aplicado en estado húmedo, p. ej. agentes químicos en dispersión o solución.
D04H 1/645 · · · · Impregnación seguida de un proceso de solidificación.
D04H 1/65 · · · · · utilizando fibras mixtas o compuestas.
D04H 1/655 · · · · caracterizado por los aparatos de aplicación de aglutinantes.
D04H 1/66 · · · · con puntos o emplazamientos espaciados (D04H 1/68 tiene prioridad).
D04H 1/68 · · · · el aglutinante es aplicado en forma de espuma.
D04H 1/70 · caracterizados por el método de formación de velos o capas, p. ej. por la reorientación de fibras.
D04H 1/72 · · las fibras están dispuestas al azar.
D04H 1/724 · · · formando velos durante la formación de fibras, p. ej. hilatura rápida.
D04H 1/728 · · · por electrohilado.
D04H 1/732 · · · por corriente de fluido, p. ej. vía aérea.
D04H 1/736 · · · caracterizado por el aparato de disposición de las fibras (D04H 1/728, D04H 1/732 tiene prioridad).
D04H 1/74 · · las fibras están orientadas, p. ej. paralelas.
D04H 1/76 · · de forma diferente a un plano, p. ej. de forma tubular.
CIP2021: Invenciones publicadas en esta sección.
(29/04/2020). Solicitante/s: Canco Hungary Investment Ltd. Inventor/es: WARD, IAN, MACMILLAN, HINE, PETER, JOHN, NORRIS, KEITH.
Un artículo polimérico que comprende capas de polímero sucesivas, que comprenden:
(a) una primera capa de polímero que comprende un material polimérico orientado;
(b) una segunda capa de polímero que comprende un material polimérico; y
(c) una tercera capa de polímero que comprende un material polimérico orientado,
en donde la segunda capa de polímero tiene una temperatura de fundición más baja que aquellas de la primera y
tercera capas de polímero;
en donde todas las capas comprenden la misma composición química y calidad de polímero seleccionada del grupo que consiste en polietileno, polipropileno, polioximetileno y mezclas de los mismos.
PDF original: ES-2805783_T3.pdf
Esteras de fibra mineral.
(08/04/2020). Solicitante/s: ROCKWOOL INTERNATIONAL A/S. Inventor/es: MERES,OSKAR.
Procedimiento de fabricación de una estera que presenta una superficie exterior ablandada, que comprende fabricar una estera que comprende una retícula de fibra mineral aglutinada que está aglutinada mediante un agente aglutinante endurecido, y a continuación someter la retícula aglutinada a una compresión posendurecimiento comprimiendo mecánicamente la estera en el sentido de su profundidad haciendo pasar la estera aglutinada y endurecida a través de una separación que define una profundidad del 20 al 90% del grosor de la estera endurecida.
PDF original: ES-2292833_T5.pdf
PDF original: ES-2292833_T3.pdf
(20/03/2020). Solicitante/s: ANTONIO MORÓN DE BLAS, S.L. Inventor/es: MORON RUBIO,JOSE ANTONIO.
1. Material no tejido, caracterizado porque está formado a partir de 15-45%, en masa, de polímero de maíz (ácido poliláctico); 30-50% de poliéster; 5-12% de poliuretano; y 20-50%, de adhesivo para las fibras.
2. Material no tejido, según la reivindicación 1, caracterizado porque comprende 20% de polímero de maíz, 40% de poliéster, 10% de poliuretano y 30% de adhesivo para las fibras.
3. Material no tejido, según la reivindicación 1, caracterizado porque el adhesivo es también poliuretano.
PDF original: ES-1244346_U.pdf
Paneles de yeso adecuados para áreas mojadas o húmedas.
(01/01/2020). Solicitante/s: Etex Building Performance International SAS. Inventor/es: LECLERCQ, CLAUDE, MERLET,SAMUEL, FAYNOT,EMMANUEL, BERLIOZ,MARC.
Un panel de yeso que comprende un núcleo de yeso con al menos un lado cubierto por una lámina fibrosa que comprende, como mínimo, una capa de una tela no tejida y una composición aglutinante, en donde:
- dicha composición aglutinante representa del 10 al 40 % en peso del peso total de la lámina; y
- dicha composición aglutinante comprende un copolímero que comprende una unidad de comonómero de un éster vinílico de un ácido monocarboxílico alifático ramificado en alfa, estando dicho copolímero presente en una cantidad del 25 al 100 % en peso del peso de la composición aglutinante.
PDF original: ES-2773788_T3.pdf
Producto textil, método para producir el producto textil y usos del producto textil.
(25/09/2019). Solicitante/s: Ditf Deutsche Institute Für Textil- Und Faserforschung Stuttgart. Inventor/es: DAUNER, MARTIN, MAIER, GERHARD, FORSTER,EGON, BODE,RALF, HOSS,MARTIN.
Producto textil, que comprende fibras de soporte y fibras de union, caracterizado por el hecho de que las fibras de soporte presentan una mezcla polimerica con una temperatura de transicion vitrea > 75 °C, el producto textil es un vellon o un textil no tejido, el producto textil presenta un volumen de poros de 40 % a 90%, con referencia al volumen total del producto textil, y el producto textil presenta una densidad de 10 kg/m3 a 100 kg/m3.
PDF original: ES-2760876_T3.pdf
Proceso y aparato para depositar por vía húmeda materiales no tejidos.
(10/07/2019) Proceso de producción de un material de hoja no tejido de fibras naturales y/o artificiales, que comprende:
a) proporcionar una suspensión de tres fases (gas-líquido-sólido) que contiene agua, fibras naturales y/o artificiales, un tensioactivo y el 20-50% en volumen de aire,
b) depositar la suspensión sobre un tamiz transportador móvil para producir una banda fibrosa sobre el transportador,
c) retirar residuo acuoso de la suspensión a través del tamiz transportador, y
e) recircular el residuo acuoso a la etapa a),
en el que el residuo acuoso, antes de la etapa e), se somete a una etapa d) de separación de fases, en la que se transporta el residuo acuoso a través de uno o más tanques de separación de fases en una dirección esencialmente…
Láminas y paneles de yeso adecuados para zonas mojadas o húmedas.
(16/05/2019). Solicitante/s: Ahlstrom-Munksjö OYJ. Inventor/es: LECLERCQ, CLAUDE, MERLET,SAMUEL, FAYNOT,EMMANUEL, BERLIOZ,MARC.
Lámina fibrosa para un panel de yeso que comprende, como mínimo, una capa de una tela no tejida y una composición aglutinante, en la que:
- dicha composición aglutinante representa del 10 al 40% en peso del peso total de la lámina; y
- dicha composición aglutinante comprende un copolímero que comprende una unidad de comonómero de un éster vinílico de un ácido monocarboxílico alifático ramificado en alfa, estando dicho copolímero presente en una cantidad del 25 al 100% en peso del peso de la composición aglutinante.
PDF original: ES-2712902_T3.pdf
Parte de carrocería exterior alternativa.
(12/04/2019). Solicitante/s: Autoneum Management AG. Inventor/es: KRAUSE,WENZEL, NOAKES,CHRISTOPHER, BAUDRY,FABIEN, MAROTTA,LUCA.
La parte de carrocería exterior para un vehículo, con una capa estructural porosa fibrosa, en donde la capa estructural porosa fibrosa se compone de fibras cortadas, en donde al menos el 50% preferiblemente entre el 70% y el 100%, de las fibras cortadas comprenden un primer polímero hecho de poliéster modificado, tal como el CoPET, con una temperatura de fusión de entre 150ºC y 240ºC, preferiblemente de entre 190ºC y 240ºC, en donde la parte de carrocería exterior comprende además al menos una capa de película perforada, caracterizada por que la capa de película perforada está hecha de un poliuretano termoplástico no espumado con una temperatura de fusión según la Calorimetría Diferencial de Barrido (DSC) de al menos 140ºC y que se conecta de manera material a dicha capa estructural porosa fibrosa.
PDF original: ES-2708978_T3.pdf
Composición para el acabado hidrofílico permanente de fibras textiles y productos textiles.
(03/04/2019) Composición para el acabado hidrofílico permanente de fibras de poliolefina, fibras de poliéster y fibras bicomponentes de poliolefinas y poliésteres, así como productos textiles fabricados a partir de ella, compuesta por
(A) un polialquilsiloxano hidrofílicamente modificado en una proporción del 3-30% en peso;
(B) un tensioactivo catiónico sobre la base de un compuesto de amonio cuaternario en una proporción del 25-85% en peso, donde el compuesto de amonio cuaternario presenta un punto de fusión de al menos 45 ºC;
(C) un alcohol graso opcionalmente hidroxilado con un punto de fusión de al menos 40 °C en una proporción del 0- 25% en peso;
(D) un mejorador de la consistencia no iónico en una proporción del 0-40% en peso, donde el mejorador de la consistencia presenta un punto de fusión de al menos 45 °C y se selecciona del grupo…
(12/03/2019). Solicitante/s: LENZING AKTIENGESELLSCHAFT. Inventor/es: LEITNER,Johann, JARY,Susanne, IVANOFF,Denitza, KRONER,GERT.
Producto de rizo, compuesto por un cuerpo de base de material textil y un pelo unido con el cuerpo de base, conteniendo el cuerpo de base y/o el pelo al menos en parte una fibra de celulosa en forma de fibra de modal, caracterizado porque la fibra de celulosa presenta un título de desde 2,5 dtex hasta 4,5 dtex y es una fibra corta de celulosa con una longitud de corte de desde 30 mm hasta 60 mm, preferiblemente 38 mm hasta 51 mm.
PDF original: ES-2703696_T3.pdf
Método de formación de aislamiento adaptable.
(23/01/2019). Solicitante/s: THE BOEING COMPANY. Inventor/es: LAIB,TREVER M, FLETCHER,III HENRY V, MITCHELL,BRADLEY J.
Un método de formación de aislamiento adaptable que comprende:
formar un material aislante a partir de al menos componentes estructurales primero y segundo , en el que los componentes estructurales primero y segundo están unidos entre sí y comprenden materiales primero y segundo, respectivamente, que tienen diferentes coeficientes de expansión térmica de manera que el material aislante está configurado para cambiar de forma en respuesta a los cambios de temperatura; e integrar el material aislante formado por al menos los componentes estructurales primero y segundo con un material aislante no adaptable,
caracterizado por que el primer componente estructural comprende una lámina formada por el primer material y el segundo componente estructural comprende una pluralidad de piezas del segundo material, y en el que la formación del material aislante comprende unir la pluralidad de piezas a la lámina con la pluralidad de piezas separadas unas de otras.
PDF original: ES-2720851_T3.pdf
Tela no tejida con volumen.
(08/11/2018). Solicitante/s: CARL FREUDENBERG KG. Inventor/es: GRYNAEUS, PETER, DR., Scharfenberger,Gunter,Dr, HERRLICH,ULRIKE, SATTLER,THOMAS.
Procedimiento para la preparación de una tela no tejida con volumen que comprende las etapas de:
(a) proporcionar una materia bruta de tela no tejida que contiene bolitas de fibra y fibras de unión,
(b) proporcionar un dispositivo de Airlaid que presenta al menos dos rodillos de púas, entre los que se conforma al menos un hueco,
(c) procesar la materia bruta de tela no tejida en el dispositivo en un procedimiento Airlaid, en el que la materia primera de tela no tejida pasa por el hueco entre los rodillos de púas, extrayendo de las púas fibras o paquetes de fibras a partir de las bolitas de fibra,
(d) depositar sobre un dispositivo de deposición, y
(e) consolidar térmicamente con obtención de la tela tejida con volumen.
PDF original: ES-2689082_T3.pdf
Material de bucle para fijación de tipo bucle y gancho usado en un artículo o prenda desechable.
(03/10/2018). Ver ilustración. Solicitante/s: APLIX INC. Inventor/es: LESTER,DONALD H. JR, HOYAS,STÉPHANIE.
Un material de bucle para una fijación de tipo gancho y bucle, caracterizado por que dicho material de bucle comprende:
un no tejido compuesto que consiste en
una capa de bucle de un no tejido cardado no unido de fibras cortas rizadas termoplásticas, siendo dichas fibras cortas entre 1,5 y 6,0 dTEX y teniendo dicho no tejido un gramaje entre 10 y 35 g/m2;
una capa de refuerzo de un no tejido hilado en estado fundido que tiene un gramaje de 5 a 30 g/m2, formándose dicho no tejido hilado en estado fundido por una combinación de un proceso de hilado y un proceso de soplado en estado fundido, estando dicha capa de bucle superpuesta cara a cara con dicha capa de refuerzo;
una pluralidad de regiones de enlace sustancialmente impermeables al aire que unen dicha capa de bucle a dicha capa de refuerzo; y
teniendo dicho no tejido compuesto una permeabilidad al aire que no supera los 1500 l/m2/s.
PDF original: ES-2684520_T3.pdf
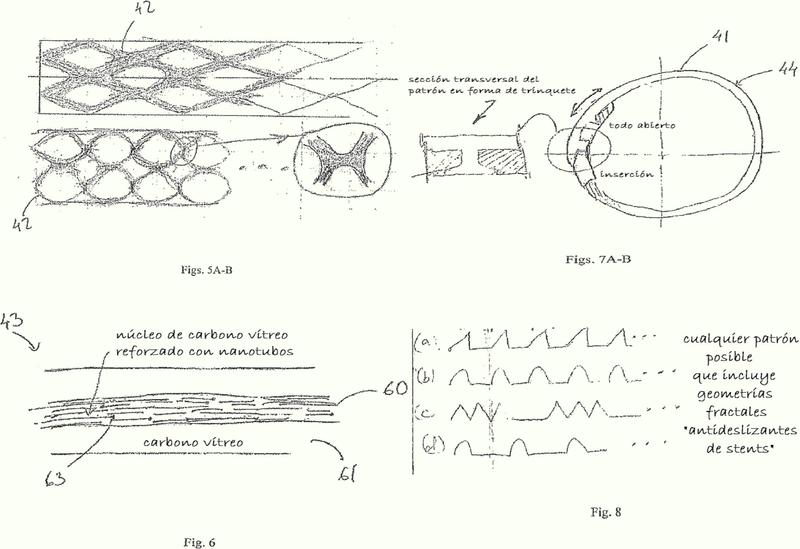
Materiales compuestos de nanotubos de carbono.
(21/02/2018). Ver ilustración. Solicitante/s: Nanocomp Technologies, Inc. Inventor/es: LASHMORE,DAVID S, BROWN,JOSEPH J.
Un material compuesto que comprende:
una masa que tiene un espesor que varía de 0,01 mm a más de 3 mm, estando formada la masa por una pluralidad de láminas de nanotubos no tejidas unidas entre sí;
una pluralidad de huecos situados entre los nanotubos no tejidos; y
un material de resina situado dentro de los huecos entre los nanotubos no tejidos para proporcionar integridad estructural a la masa.
PDF original: ES-2668999_T3.pdf
PROCEDIMIENTO DE FABRICACIÓN DE PLANCHAS DE CÉSPED.
(20/12/2017). Solicitante/s: GEOTEXAN S.A. Inventor/es: FIGUEROA YAÑEZ,Enrique.
Procedimiento de fabricación de planchas de césped mediante el cultivo hidropónico de semillas de césped utilizando como soporte un tejido geotextil de polipropileno. El producto obtenido presenta una germinación adecuada y rápida, una reducción de los nutrientes y agua necesarios, un desarrollo reticular y de la planta adecuados y normales y una adaptación perfecta al terreno final.
PDF original: ES-2647327_A1.pdf
PDF original: ES-2647327_B1.pdf
PROCEDIMIENTO PARA LA FABRICACIÓN DE TEXTILES NO TEJIDOS.
(26/10/2017). Solicitante/s: MALAGA VALVERDE, Virginia Judith. Inventor/es: MALAGA VALVERDE,Virginia Judith.
Producto textil no tejido, formado de fibras, que se mantienen unidas gracias a la aplicación de puntadas con aguja e hilo. Las puntadas pueden ser aplicadas sobre la fibra por la utilización de un aglomerante soluble, que al secar da rigidez temporal a las fibras, formando una lámina. La rigidez se retira disolviendo el aglomerante, y las fibras recobran su flexibilidad y se mantienen unidas permanentemente por las puntadas.
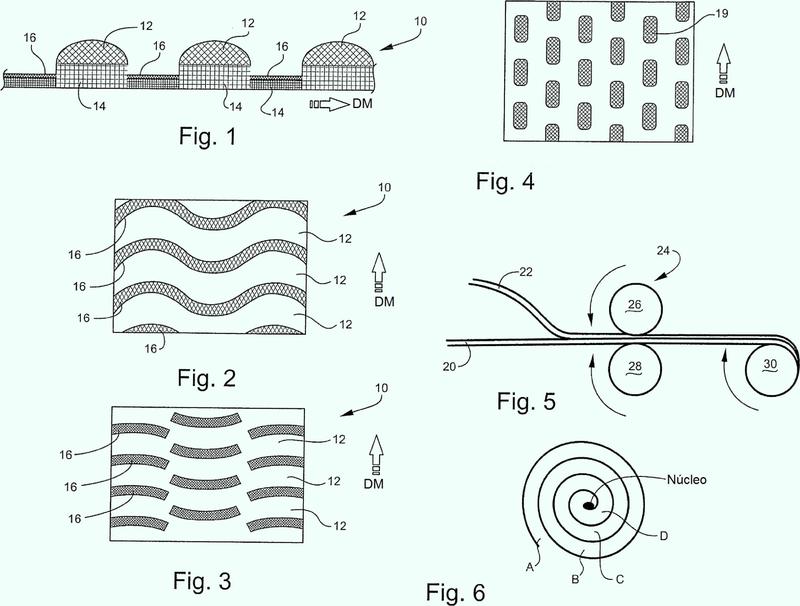
Estructuras tridimensionales moldeadas profundas con propiedades mejoradas.
(11/10/2017). Solicitante/s: NORTH CAROLINA STATE UNIVERSITY. Inventor/es: POURDEYHIMI,BEHNAM, LITTLE,TREVOR J.
Una tela no tejida moldeada profunda, termoconformada o moldeada por calandrado, flexible, tridimensional que comprende un sustrato textil no tejido flexible plano que tiene una multiplicidad de proyecciones compresibles que se extienden desde una superficie plana del sustrato que vuelve a su forma después de ser sustancialmente comprimida, en el que el sustrato no tejido es una tela no tejida, fabricada a partir de filamentos y/o fibras unidas por hilatura con un diámetro inferior a 100 micras y que tiene una relación de anisotropía fp entre -1/2 a +1/2 que da como resultado una distribución de la orientación de fibras aleatoria.
PDF original: ES-2654541_T3.pdf
Producto fabricado de seda.
(13/09/2017). Solicitante/s: MorphoMed GmbH. Inventor/es: REDL, HEINZ, TEUSCHL,ANDREAS, VAN GRIENSVEN,MARTIJN.
Procedimiento de producción de productos de seda tridimensionales, en el que se trata un producto de seda tridimensional con un disolvente de seda durante un período de tiempo limitado para obtener una disgregación parcial del producto de seda, tras lo cual, se restablece el producto de seda parcialmente disgregado con inducción física de lámina ß, por tratamiento con una solución de restablecimiento, en el que la solución de restablecimiento es ácido fórmico, preferentemente de 90 a 100 % de ácido fórmico, especialmente de 97 a 99 % de ácido fórmico.
PDF original: ES-2652171_T3.pdf
Material de bucle para sujeción de tipo de bucle y gancho usada en un artículo o prenda desechable.
(17/05/2017). Solicitante/s: APLIX INC. Inventor/es: LESTER,DONALD H. JR, HOYAS,STÉPHANIE.
Un material de bucle para una sujeción de gancho y bucle caracterizado por que comprende:
un no tejido compuesto que consiste en
una capa de bucle de una banda cardada no unida de fibras cortas corrugadas termoplásticas, estando dichas fibras cortas entre 1,5 a 6,0 dTEX, y dicha banda cardada teniendo un peso base de entre 10 y 35 g/m2;
una capa de refuerzo de no tejido de hilado fundido que tiene un peso base de 5 a 30 g/m2, estando fabricado dicho no tejido de hilado fundido mediante una combinación de proceso de hilado directo y un proceso de pulverización, estando dicha capa de bucle superpuesta cara a cara con dicha capa de refuerzo; y
una pluralidad de regiones de unión que unen dicha capa de bucle a dicha capa de refuerzo y haciendo que dichas regiones de unión sean sustancialmente impermeables al aire, y
teniendo dicho no tejido compuesto una permeabilidad al aire que no supera 1500 l/m2/s.
PDF original: ES-2632162_T3.pdf
Proceso paa la fabricación de artículos poliméricos.
(19/04/2017) Un proceso para la producción de un artículo polimérico, comprendiendo el proceso las etapas de:
(a) formar una capa que tiene capas sucesivas, en concreto,
(i) una primera capa compuesta de hilos de un material polimérico orientado;
(ii) una segunda capa de un material polimérico;
(iii) una tercera capa formada por hilos de un material polimérico orientado,
en el que la segunda capa tiene una temperatura máxima de fusión inferior a la de la primera y tercera capas;
(b) someter la capa a condiciones de tiempo, temperatura y presión suficientes para fundir una proporción de la primera capa, para fundir la segunda capa, y para fundir…
Cable reforzado de núcleo compuesto de conductor de aluminio y método de fabricación.
(07/12/2016). Solicitante/s: CTC Global Corporation. Inventor/es: KORZENIOWSKI,GEORGE, HIEL,CLEM.
Un núcleo compuesto reforzado con fibras configurado para su uso en un cable de distribución y transmisión eléctrica, en el que el núcleo compuesto comprende:
una pluralidad de fibras de carbono de refuerzo que son de una longitud sustancialmente continua y que están incrustadas en una resina para formar una capa interior; y una capa aislante no conductora que comprende una pluralidad de fibras de vidrio que rodean y que aíslan la capa interior,
en el que el núcleo compuesto está configurado para su uso como un miembro de refuerzo en un cable de distribución y transmisión eléctrica.
PDF original: ES-2617051_T3.pdf
Lámina continua de material soluble en agua caliente.
(31/10/2016). Solicitante/s: CABRERA CASTRO,FRANCISCO. Inventor/es: CABRERA CASTRO,FRANCISCO.
Lámina continua de material soluble en agua caliente compuesta por capa de fécula vegetal , capas de escamas de detergente y capa de cola vegetal útil para confeccionar prendas de un solo uso autolavables para evitar contaminar otras prendas presentes en el mismo lavado a temperaturas entre 45º a 60º centígrados.
PDF original: ES-2588201_A1.pdf
PDF original: ES-2588201_B1.pdf
Procedimiento de reciclaje de las aguas procedentes de un procedimiento de fabricación de una manta aislante de fibras minerales.
(13/04/2016) Procedimiento de control del nivel de corrosividad de una solución acuosa recuperada en un procedimiento de producción de una manta de fibras minerales, que incluye, en particular, el estirado y la unión de dichas fibras con un aglomerante que incluye un poliácido típicamente del tipo acrílico, siendo dicha solución acuosa reciclada al menos en parte hacia una zona de preparación de dicho aglomerante y/o una zona de lavado de la instalación de producción, el procedimiento caracterizándose porque se mantiene el pH de la solución en el circuito de reciclaje entre valores mínimos y máximos por la introducción en dicho circuito de un agente de modificación de dicho pH tal como una base, siendo el caudal del agente de modificación del pH ajustado directamente en función del caudal de aglomerante ácido introducido…
Fibra cortada no rizada de resina orgánica.
(13/04/2016). Solicitante/s: TEIJIN LIMITED. Inventor/es: BAN,NORITAKA, GODA,HIRONORI, TAKAHASHI,SHINICHI.
Una fibra cortada no trenzada de resina orgánica para telas no tejidas tendidas en húmedo,
la fibra cortada no trenzada de resina orgánica que tiene una finura de 0,0001 a 0,6 decitex, una longitud de fibra de 1,0 a 5,0 milímetros, un contenido de humedad de 10 a 100% en peso, un coeficiente de corte final de 1,01 a 1,30, y 5 un coeficiente de variación en relación con la longitud de fibra (CV%) de 0,0 a 15,0%,
el coeficiente de corte de extremo, y el coeficiente de variación en relación con la longitud de fibra que se definen del siguiente modo:
Coeficiente de corte - b/a,
en donde a es el diámetro de fibra de un solo hilo de fibra cortada no trenzada, y b es el diámetro máximo en el extremo del corte;
Coeficiente de variación relativa a longitud de fibra (CV%) ≥ (deviación estándar de longitud de fibra) / (valor medio de longitud de fibra) x 100 (%),
en el que el número de hilos individuales medidos es 50 en y.
PDF original: ES-2640828_T3.pdf
PROCEDIMIENTO EN TELAS NO TEJIDAS CON PROPIEDADES ACÚSTICAS, TÉRMICAS, FILTRANTES, DE CONFORT Y LIMPIEZA.
(07/01/2016). Solicitante/s: OROZCO OBREGON, Mario. Inventor/es: OROZCO OBREGON,Mario.
Procedimiento para la obtención de telas no tejidas con propiedades acústicas, térmicas y filtrantes, obtenidas con un método mecánico de cardado o hidroformado y consolidada por hidroligado o punzonado, pudiendo o no ser reforzada con la ayuda de una resina polimérica, caracterizado por utilizar mezcla novedosa de fibras de diferentes denier entre 0.01 a 30 incluso, así como fibras que pueden ser de origen sintético, natural y/o mineral, para aplicaciones acústicas, térmicas, de filtración, de confort y limpieza, para diversos mercados.
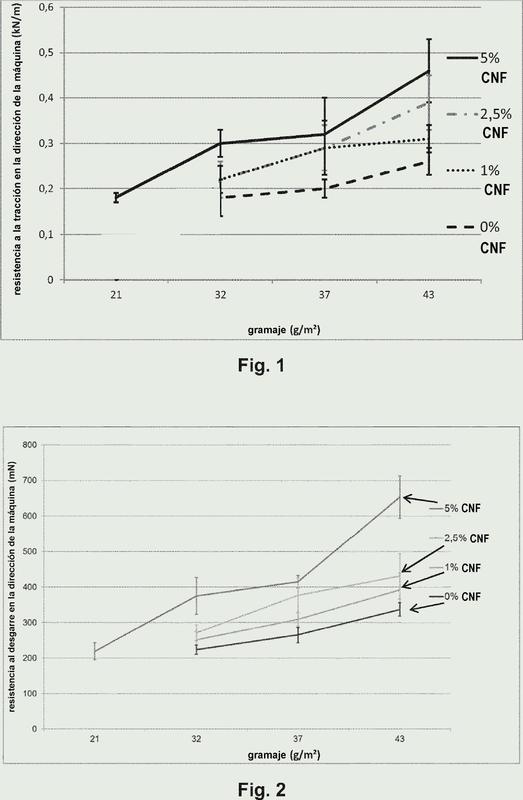
Material no tejido tendido en húmedo que comprende celulosa nanofibrilar y un método de fabricación del mismo.
(23/12/2015). Ver ilustración. Solicitante/s: AHLSTROM CORPORATION. Inventor/es: CARTIER, NOEL, DUFOUR,MENNO, MAVRIKOS,FLORENCE, MERLET,SAMUEL, VINCENT,AUDREY.
Un material no tejido tendido en húmedo que comprende fibras largas en una cantidad de al menos un 15% en peso seco en comparación con el peso seco de dicho material no tejido, y celulosa nanofibrilar (CNF) en una cantidad de entre 0,1 y 20% en peso seco en comparación con el peso seco de dicho material no tejido con el balance a 100 por ciento que comprende fibras sintéticas y/o naturales, las fibras largas tienen una longitud de al menos 5 mm y son seleccionadas de fibras sintéticas y/o naturales, y el material no tejido está impregnado con la CNF en todo su espesor.
PDF original: ES-2565314_T3.pdf
Un material textil no tejido con textura similar a tela que comprende fibras de fabricación de papel, un rodillo de calandrado y método de fabricación del mismo.
(09/09/2015) Un rodillo de calandrado usado para fabricar un material textil no tejido con textura que comprende fibras de fabricación de papel , estando el rodillo de calandrado caracterizado por que comprende un patrón positivo que comprende:
- un elemento básico que tiene forma de anillo, definiendo el anillo un vértice respecto a una parte central del anillo que define una cavidad y una zona circundante rectificada , comprendiendo el anillo al menos un canal radial que comunica la cavidad y la zona circundante rectificada para definir una superficie de calandrado discontinua ; y
- una repetición de dicho elemento básico a lo largo de múltiples filas y columnas sustancialmente por toda la superficie periférica del rodillo…
Tejido no tejido, procedimiento para su fabricación y toallita de higiene personal de dicho tejido no tejido.
(25/08/2015) Tejido no tejido, procedimiento para su fabricación y toallita de higiene personal de dicho tejido no tejido.
El tejido no tejido comprende fibras ligadas entre sí, y se caracteriza porque dichas fibras tienen una longitud entre 4 y 18 mm, siendo todas las fibras de la misma longitud o de diferente longitud.
El procedimiento para la fabricación del tejido no tejido se caracteriza porque comprende las etapas de extrusión de unas fibras con una longitud entre 4 y 18 mm; cardado de dichas fibras; y ligado mecánico de dichas fibras con agua a presión.
Permite proporcionar un tejido no tejido dispersable en agua adecuado para su uso en toallitas húmedas de higiene íntima que sea suave y esponjoso y, al mismo tiempo cumpla con…
TEJIDO NO TEJIDO, PROCEDIMIENTO PARA SU FABRICACIÓN Y TOALLITA DE HIGIENE PERSONAL DE DICHO TEJIDO NO TEJIDO.
(02/07/2015). Solicitante/s: BC NONWOVENS, S.L. Inventor/es: VIÑAS PICH,CARLOS.
El tejido no tejido comprende fibras ligadas entre sí, y se caracteriza porque dichas fibras tienen una longitud entre 4 y 18 mm, siendo todas las fibras de la misma longitud o de diferente longitud. El procedimiento para la fabricación del tejido no tejido se caracteriza porque comprende las etapas de extrusión de unas fibras con una longitud entre 4 y 18 mm; cardado de dichas fibras; y ligado mecánico de dichas fibras con agua a presión. Permite proporcionar un tejido no tejido dispersable en agua adecuado para su uso en toallitas húmedas de higiene íntima que sea suave y esponjoso y, al mismo tiempo cumpla con la normativa actual que permita clasificarse como desechable en agua.
Paño grueso y suave de pelo largo con un estabilizador o aglutinante.
(01/07/2015) Un artículo que comprende:
(a) una estructura no hilada esponjosa que comprende un relleno de fibras de poliéster; y
(b) una dispersión acuosa de poliuretano-urea.
TELA NO TEJIDA SUAVE PARA USO COMO CAPA EXTERIOR DE ARTÍCULOS ABSORBENTES DESECHABLES.
(25/06/2015). Solicitante/s: GRUPO P.I. MABE, S.A. DE C.V.. Inventor/es: CANALES ESPINOSA DE LOS MONTEROS,CARLOS, JUAREZ MANCERA,JOSE LUIS, SÁNCHEZ FERNÁNDEZ,Lucía del Carmen.
Se protege mediante el presente invento, una tela no tejida para ser laminada a una capa de polietileno, tal que a. Esta formada por una mezcla de fibras de polipropileno hidrófobas e hidrófilas; b. Se fabrica por medio de un proceso de cardado seguido de unión térmica c. Durante la unión térmica es grabada en al menos el 15% de su área d. Tiene un peso base mínimo de 13 gr/m.
Procedimiento de obtención de paneles conformados a partir de fibras residuales de Posidonia Oceánica, y paneles obtenidos con el mismo.
(22/06/2015) Procedimiento de obtención de paneles conformados a partir de fibras residuales de posidonia oceánica, y paneles obtenidos con el mismo.
La invención ser refiere al desarrollo de velos o láminas de no-tejidos a partir de fibras derivadas de residuos de Posidonia Oceánica, especie endémica del litoral mediterráneo, aptos para la fabricación de paneles de material compuesto mediante técnicas de termocompresión. Concretamente, la invención describe la naturaleza de las fibras formadoras del velo, fibras termoplásticas y rangos de composiciones de fibras de residuos de Posidonia Oceánica para la obtención de velos fácilmente manipulables y adaptables a diversas geometrías mediante proceso de termocompresión en caliente. Las…
{kind=link}
{kind=link}
{kind=link}