Máquina y procedimiento para el avellanado de orificios existentes en una placa.
Máquina y procedimiento para el avellanado de orificios existentes en una placa.
La máquina comprende: una mesa de trabajo (1) para la colocación de las placas (P) con los orificios (O) a avellanar; un cabezal avellanador (6) montado en el dispositivo de guiado lineal X-Y y posibilitado de desplazamiento vertical sobre una guía lineal (64) en un eje Z; una cámara (7) adecuada para tomar imágenes de una placa (P) con orificios a avellanar dispuesta sobre la mesa de trabajo, y conectada a un sistema informático que obtiene las coordenadas del eje geométrico de cada orificio (O) a avellanar a partir de las imágenes de la cámara; y un PLC (9) adecuado para controlar automáticamente los desplazamientos del cabezal avellanador y realizar el avellanado de los orificios (O) de acuerdo con las coordenadas suministradas por el programa informático. La invención también incluye un procedimiento de avellanado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201331778.
Solicitante: SERVICIOS TÉCNICOS EQDIS, S.L.L.
Nacionalidad solicitante: España.
Inventor/es: GONZÁLEZ COCA,Enrique, ESPAÑA VILLA,Raúl, GONZÁLEZ COCA,Javier.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23D75/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23D CEPILLADO; MORTAJADO; CIZALLADO; BROCHADO; ASERRADO; LIMADO; RASPADO; OPERACIONES ANALOGAS NO PREVISTAS EN OTRO LUGAR, PARA EL TRABAJO DE METALES CON ARRANQUE DE MATERIAL (fabricación de ruedas dentadas o de órganos similares B23F; corte del metal por calentamiento localizado B23K; dispositivos para copiar o controlar B23Q). › Máquinas de escariar o dispositivos de escariado (porta-herramientas para máquinas-herramientas B23Q 3/00; empuñaduras o mangos de instrumentos manuales B25G).
- G01N21/894 FISICA. › G01 METROLOGIA; ENSAYOS. › G01N INVESTIGACION O ANALISIS DE MATERIALES POR DETERMINACION DE SUS PROPIEDADES QUIMICAS O FISICAS (procedimientos de medida, de investigación o de análisis diferentes de los ensayos inmunológicos, en los que intervienen enzimas o microorganismos C12M, C12Q). › G01N 21/00 Investigación o análisis de los materiales por la utilización de medios ópticos, es decir, utilizando rayos infrarrojos, visibles o ultravioletas (G01N 3/00 - G01N 19/00 tienen prioridad). › Poros.
Fragmento de la descripción:
Máquina y procedimiento para el avellanado de orificios existentes en una placa.
Objeto de la invención 5
La presente invención se refiere a una máquina y procedimiento para realizar el avellanado de orificios existentes o practicados previamente en una placa.
Esta invención presenta unas características orientadas a realizar automáticamente la 10 detección de las coordenadas, en un plano XY, de los ejes geométricos de unos orificios ya existentes en una chapa y a realizar también automáticamente, y sin la intervención de un operario, el avellanado de dichos orificios.
Estado de la técnica 15
El mecanizado de orificios en placas de diferentes materiales, y en particular de chapas metálicas, genera habitualmente una rebaba o arista viva en los bordes de los orificios, siendo preciso realizar el avellanado o achaflanado de dichas aristas por las dos caras de la placa, especialmente cuando dichas placas van destinadas a determinadas aplicaciones. 20
Un ejemplo puede ser cuando los orificios definidos en las placas se utilizan para el paso de cables, siendo preciso realizar el avellanado de los orificios para evitar el deterioro de los cables.
En la actualidad es habitual que los operarios realicen tras el mecanizado de los orificios el avellanado de cada uno de ellos por las dos caras de la placa, resultando este trabajo especialmente lento cuando la placa tiene unas dimensiones relativamente grandes.
En estos casos es habitual que el operario apoye sobre el suelo las placas en las que ya se 30 encuentran definidos los orificios a avellanar y que dicho operario, equipado con una herramienta manual, vaya realizando los avellanados de los sucesivos agujeros, obviamente sin posibilidad alguna de obtener una precisión en el mecanizado de dichos avellanados tanto en lo que se refiere a la profundidad como a la alineación de dicho avellanado con el eje geométrico de los respectivos orificios. 35
Obviamente también existen robots y centros de mecanizado capaces de realizar y avellanar orificios en una placa; sin embargo estos equipos requieren para su funcionamiento la introducción previa en el sistema de las coordenadas correspondientes a cada uno de los mecanizados a realizar y no resultan especialmente adecuados para realizar el avellanado de 40 unos orificios ya existentes en una placa dado que la localización exacta de las coordenadas de cada orificio y el correcto posicionamiento de la placa respecto al equipo de mecanizado, para que dichas coordenadas se relacionen con un punto de referencia de la máquina, conlleva un tiempo excesivo y puede provocar errores por falta de exactitud en cualquiera de dichas operaciones. 45
Por tanto, el problema técnico que se plantea es el desarrollo de una máquina y procedimiento que permitan realizar automáticamente la detección y el avellanado de unos orificios ya existentes o practicados previamente en una placa, de forma que dicha operación de avellanado se realice de una forma precisa, obteniendo un acabado homogéneo en un 50 tiempo inferior al requerido con las técnicas actuales y reduciendo el riesgo de accidentes que conlleva el manejo de herramientas manuales por parte de los operarios.
Descripción de la invención.
Para solventar los problemas mencionados anteriormente se ha ideado la máquina y procedimiento para el avellanado de orificios existentes o practicados en una placa, que presentan unas particularidades constructivas orientadas a permitir el avellanado de forma 5 automática de todos los agujeros existentes o realizados previamente en una placa.
Para ello, la máquina en cuestión comprende una mesa de trabajo, dispuesta horizontalmente en una posición fija y que define una superficie para la colocación en plano de las placas con los orificios a avellanar. La máquina comprende, instalado por encima de dicha mesa de 10 trabajo un dispositivo de guiado lineal en un plano XY y que comprende: un par de guías longitudinales, dispuestas una a cada lateral de la mesa de trabajo, y una guía transversal montada sobre las guías longitudinales mediante dos carros extremos motorizados; encontrándose montado sobre dicha guía transversal y con posibilidad de desplazamiento lineal un tercer carro motorizado. 15
La máquina comprende un cabezal avellanador montado en una placa de soporte regulable en altura respecto al tercer carro del dispositivo de guiado de guiado X-Y y provisto de una broca alojada en un portabrocas; encontrándose dicho cabezal avellanador posibilitado de desplazamiento vertical sobre una guía lineal y accionado por cilindro neumático. 20
La combinación de los movimientos en el plano XY del dispositivo de guiado y en el eje Z del cabezal avellanador permite que éste pueda desplazarse por un espacio tridimensional en el que se encuentra alojada la superficie de la mesa de trabajo.
Sobre la placa de soporte del cabezal de avellanado, se encuentra montada una cámara adecuada para tomar imágenes de aquella o aquellas placas dispuestas sobre la mesa de trabajo y en las que se encuentran ya definidos los orificios a avellanar. La mencionada cámara se encuentra conectada a un sistema informático equipado con un programa capaz de obtener las coordenadas del eje geométrico de cada orificio a avellanar definido en la 30 placa o placas posicionadas sobre la mesa de trabajo, realizando la obtención de dichas coordenadas a partir de las imágenes suministradas por la cámara.
Dado que la obtención de las coordenadas de cada orificio se realiza una vez posicionada ya la placa sobre la mesa de trabajo, utilizándose las mismas referencias posicionales durante la 35 detección de las coordenadas de los orificios y durante su posterior mecanizado por parte del cabezal avellanador.
Esto evita el cálculo de las coordenadas relativas de los distintos orificios practicados en la placa y realizar un posicionamiento previo y exacto de la placa en la máquina antes de 40 proporcionarle las coordenadas de los orificios, tal como ocurre actualmente.
Esta máquina comprende un PLC adecuado para controlar automáticamente el funcionamiento del cabezal avellanador y su desplazamiento espacial, y realizar el avellanado de los orificios existentes en la placa o placas colocadas sobre la mesa de trabajo de acuerdo 45 con las coordenadas obtenidas y suministradas por el programa informático.
Éstas y otras características de la máquina objeto de la invención se comprenderán con mayor facilidad en la explicación de un objeto de realización que se realizará más adelante.
En esta invención también se incluye un procedimiento para el avellanado de orificios existentes en una placa, utilizando la máquina mencionada anteriormente; comprendiendo dicho procedimiento los pasos o fases siguientes:
a) el posicionamiento en plano sobre una mesa de trabajo de una placa provista de los orificios a avellanar, de forma que una primera cara de la placa quede en una posición visible;
b) la captación de imágenes digitales de la primera cara de la placa;
c) el tratamiento digital de las imágenes de la primera cara de la placa mediante un programa informático y la obtención por parte de dicho programa informático, en base al contraste de los colores de la placa y de la mesa de trabajo; de las coordenadas en un plano XY de los ejes geométricos de los orificios a avellanar,
d) el avellanado de todos y cada uno de los orificios de la placa, por el extremo correspondiente a la primera cara de la placa, mediante un desplazamiento automático según tres ejes coordenados XYZ de un cabezal avellanador controlado por un PLC en función de las coordenadas de los ejes geométricos obtenidas previamente por el programa informático;
e) la eliminación mediante la proyección de aire a presión de las posibles virutas existentes en el interior de los orificios, a medida que dichos orificios se van avellanando por la primera cara de la placa;
f) el volteo de la placa de forma que quede apoyada con su primera cara sobre la mesa de 20 trabajo y que su segunda cara quede en una posición visible;
g) el avellanado de los orificios por la segunda cara de la placa mediante la repetición de los pasos b) - e) sobre dicha segunda cara.
Tal como ya se ha mencionado anteriormente este procedimiento permite que el operario se limite a colocar la placa portadora de los orificios a avellanar sobre la mesa de trabajo y a introducir en el PLC los parámetros de trabajo para que la máquina realice automáticamente la detección y avellanado de todos y cada uno de los orificios existentes en la placa posicionada sobre dicha mesa de trabajo. 30
Descripción de las figuras
Para complementar la descripción que...
Reivindicaciones:
1. Máquina para el avellanado de orificios existentes en una placa; comprendiendo dicho caracterizada porque comprende:
- una mesa de trabajo (1) dispuesta horizontalmente en una posición fija y que define una 5 superficie para la colocación en plano de las placas (P) con los orificios a avellanar;
- un dispositivo de guiado lineal en un plano XY dispuesto por encima de la mesa de trabajo (1) y que comprende: un par de guías longitudinales (2) , dispuestas una a cada lateral de la mesa de trabajo (1) , y una guía transversal (3) montada sobre las guías longitudinales (2) 10 mediante dos carros extremos (4) motorizados y un tercer carro (31) motorizado montado con posibilidad de desplazamiento lineal sobre la guía transversal (3) ;
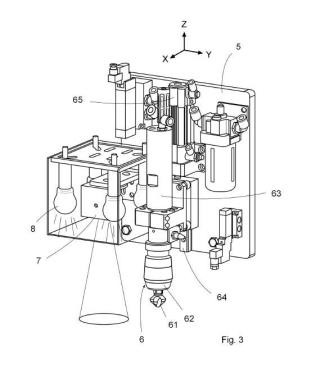
- un cabezal avellanador (6) montado en una placa de soporte (5) , regulable en altura respecto al tercer carro (31) del dispositivo de guiado X-Y, y provisto de una broca (61) alojada en un 15 portabrocas (62) accionado por un motor neumático (63) ; encontrándose dicho cabezal avellanador (6) posibilitado de desplazamiento vertical sobre una guía lineal (64) en un eje Z y accionado por cilindro neumático (65) ;
- una cámara (7) montada sobre la placa de soporte (5) portadora del cabezal de avellanado 20 (6) y adecuada para tomar imágenes de la placa (P) con orificios a avellanar dispuesta sobre la mesa de trabajo, y conectada a un sistema informático con un programa capaz de obtener las coordenadas del eje geométrico de cada orificio (O) a avellanar, a partir de las imágenes suministradas por la cámara (7) ;
- un PLC (9) adecuado para controlar automáticamente los desplazamientos del cabezal avellanador y realizar el avellanado de los orificios (O) existentes en la placa (P) colocada sobre la mesa de trabajo (1) de acuerdo con las coordenadas suministradas por el programa informático.
2. Máquina, según la reivindicación 1, caracterizada porque los carros extremos (4) y el tercer carro (31) están conectados con las guías (1, 3) correspondientes mediante respectivos mecanismos piñón-cremallera, siendo accionados los dos carros extremos y el tercer carro por dos servomotores.
3. Máquina, según la reivindicación 2, caracterizada porque comprende en las zonas correspondientes a los extremos del recorrido de los carros extremos (4) y del tercer carro (31) de unos detectores inductivos (12) de final de carrera y de unos topes de goma (11) adecuados para provocar su detención y/o amortiguar posibles impactos de dichos elementos. 40
4. Un procedimiento para el avellanado de orificios existentes en una placa; caracterizado porque comprende:
a) el posicionamiento en plano sobre una mesa de trabajo (1) de una placa (P) provista de los 45 orificios (O) a avellanar, de forma que una primera cara de la placa (P) quede en una posición visible;
b) la captación de imágenes digitales de la primera cara de la placa (P) ;
c) el tratamiento digital de las imágenes de la primera cara de la placa (P) mediante un programa informático y la obtención por parte de dicho programa informático, en base al contraste de los colores de la placa (P) y de la mesa de trabajo (1) , de las coordenadas en un plano XY de los ejes geométricos de los orificios (O) a avellanar;
d) el avellanado de todos y cada uno de los orificios (O) de la placa (P) , por el extremo correspondiente a la primera cara de la placa, mediante un desplazamiento automático según tres ejes coordenados XYZ de un cabezal avellanador (6) controlado por un PLC (9) en 5 función de las coordenadas de los ejes geométricos obtenidas previamente por el programa informático;
e) la eliminación mediante la proyección de aire a presión de las posibles virutas existentes en el interior de los orificios (O) , a medida que dichos orificios se van avellanando;
f) el volteo de la placa (P) de forma que quede apoyada con su primera cara sobre la mesa de trabajo (1) y que su segunda cara quede en una posición visible;
g) el avellanado de los orificios (O) por la segunda cara de la placa (P) mediante la repetición de los pasos b) - e) sobre dicha segunda cara. 15
Patentes similares o relacionadas:
Procedimiento para el acabado de taladros de cojinete en una pieza de trabajo, del 3 de Julio de 2019, de LICON MT GMBH & CO. KG: Procedimiento para el acabado de varios taladros de cojinete (29a - 29e, 30a - 30e) dispuestos coaxialmente uno tras otro y distanciados uno de otro en una pieza de trabajo […]
MÁQUINA CONFORMADORA DE CUELLOS DE ENVASES Y MÉTODO PARA LA INSPECCIÓN DE ENVASES IMPLEMENTADO CON DICHA MÁQUINA, del 7 de Diciembre de 2017, de TECH PRO PACK S.L: Máquina conformadora de cuellos para envases con un extremo abierto a conformar, que comprende una pluralidad de estaciones de sujeción de envases […]