Procedimiento para fabricar un cuchillo con virola.
Procedimiento para la fabricación de un cuchillo (1) con hoja (2),
virola (3) y mango, en particular espiga (4), forjado de una única pieza de material plano (5) de acero, en la cual antes de la forja el material plano en la zona entre la hoja y el mango o espiga es recalcado formando un abombamiento (6), cuyo eje longitudinal (LW) está dispuesto transversal al eje longitudinal (LM) del cuchillo y después de esto mediante la forja es conformado formando un virola (3), que presenta por lo menos un borde lateral (K2) colocado inclinado con respecto al eje longitudinal (LM) del cuchillo, caracterizado porque el eje longitudinal (LW) del abombamiento (6) que más tarde forma la virola (3) está orientado inclinado con respecto al eje longitudinal (LM) del cuchillo (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2011/002454.
Solicitante: Zwilling J. A. Henckels Ag.
Nacionalidad solicitante: Alemania.
Dirección: GRUNEWALDER STRASSE 14-22 42657 SOLINGEN ALEMANIA.
Inventor/es: DROESE,JOACHIM DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D53/64 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de cuchillos; de tijeras; de cuchillas de corte (B21D 53/72 tiene prioridad; empuñaduras, mangos B21D 53/70).
PDF original: ES-2543556_T3.pdf
Descripción:
Procedimiento para fabricar un cuchillo con virola El invento se refiere a un procedimiento para la fabricación de un cuchillo con hoja, virola y mango, en particular espiga, forjado de una única pieza de material plano de acero a, en la cual antes de la forja el material plano en la zona entre la hoja y el mango o espiga es recalcado formando un abombamiento, cuyo eje longitudinal está dispuesto transversal al eje longitudinal del cuchillo y después de esto mediante la forja es conformado formando un virola, que presenta por lo menos un borde lateral colocado inclinado con respecto al eje longitudinal del cuchillo.
Para la fabricación de un cuchillo con virola es conocido forjar el cuchillo a partir de una única pieza de material plano, que primero fue recalcada formando un abombamiento en la zona que en la subsiguiente forja es conformada formando la virola. Si la virola aquí debe estar situada inclinada con respecto al eje longitudinal con respecto a la orientación longitudinal del cuchillo, al forjar deben producirse altas deformaciones, puesto que grandes cantidades de material deben ser introducidas en la hoja del cuchillo. La forja puede con ello conducir a un insuficiente llenado del troquel y con ello a un proceso inestable, de manera que se genera chatarra en una alta proporción.
El problema del invento es mejorar un procedimiento del género mencionado al principio de manera que el volumen del abombamiento esté tan bien distribuido previamente que al forjar se obtenga una distribución de la cantidad de material y un llenado del troquel óptimos.
Este problema es solucionado según el invento porque el eje longitudinal del abombamiento que más tarde forma la virola está orientado inclinado con respecto al eje longitudinal del cuchillo.
Mediante el procedimiento según el invento se consigue colocar el material para la virola óptimamente ya antes de la forja, de manera que al forjar es preciso un trabajo de deformación menor. Con ello son necesarias menores fuerzas al forjar, para empujar material especialmente hacia la hoja. El material es menos cargado y se ofrecen más posibilidades de conformación en cuanto a la configuración de las geometrías de la virola y de la hoja. Además se ahorran costes por menores tiempos de fabricación y menos chatarra.
Para ello se propone preferentemente que el eje longitudinal del abombamiento con el eje longitudinal del cuchillo forme un ángulo de 5 a 60 grados. Especialmente ventajoso es que el eje longitudinal del abombamiento forme con el eje longitudinal del cuchillo un ángulo de 15 a 35 grados.
En una realización los dos bordes laterales del abombamiento situados transversalmente con respecto al eje longitudinal del cuchillo están situados paralelos uno a otro. Alternativamente se propone que los dos bordes laterales del abombamiento situados transversalmente al eje longitudinal del cuchillo estén dispuestos concurrentes uno sobre otro. Aquí los dos bordes laterales del abombamiento en la zona del lomo del cuchillo presentan una distancia mayor o menor uno de otro que en el extremo opuesto del abombamiento.
Preferentemente se propone que el primer borde lateral del abombamiento, que mira hacia el mango del cuchillo, forme un ángulo agudo con el eje longitudinal del cuchillo mayor que el segundo borde lateral del abombamiento con su ángulo que mira hacia la hoja del cuchillo. Preferentemente aquí el primer borde lateral del abombamiento que mira hacia el mango del cuchillo, forma un ángulo agudo de 50 a 90 grados y el segundo borde lateral del abombamiento que mira hacia la hoja del cuchillo forma un ángulo agudo de 30 a 80 grados con el eje longitudinal del cuchillo.
Es ventajoso también en la fabricación que con el recalcado del abombamiento la zona de material plano adyacente al borde lateral inclinado (R1 o R2) del abombamiento esté colocada inclinada con respecto a la zona de material plano restante.
A continuación se describen en detalle ejemplos de realización del invento. Muestran:
La Figura 1 un material plano de acero para la fabricación de un cuchillo;
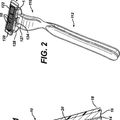
la Figura 2 el material plano con abombamiento recalcado situado inclinado con respecto a la orientación longitudinal;
la Figura 3 el material plano recalcado con cuchillo forjado dibujado en él.
Para la fabricación de un cuchillo 1 con hoja 2, virola 3 y espiga 4 (en la cual más tarde se fijan las cachas del mango) , un material plano 5 de acero es recalcado de manera conocida en una zona central formando un abombamiento 6. Aquí en el procedimiento conocido el eje longitudinal LW del abombamiento 6 que más tarde forma la virola 3 y los dos bordes laterales R1 y R2 del abombamiento 6 están dispuestos en ángulo recto con respecto al eje longitudinal LF del material plano 5. En la forja del material plano 5 que sigue después de esto formando el cuchillo 1 el material del abombamiento 6 es sometido a considerables esfuerzos, cuando debe ser producida una virola 3 colocada inclinada con respecto al eje longitudinal LM del cuchillo. En una virola inclinada semejante por lo menos el borde lateral K1 de la virola que mira hacia la hoja 2 está situado inclinado con respecto al eje longitudinal LM del cuchillo o con respecto a la orientación longitudinal del cuchillo y la virola termina con una zona 3a en la hoja 2.
- 2
En el procedimiento según el invento el abombamiento 6 está dispuesto inclinado con respecto al eje longitudinal LF, de manera que el eje longitudinal LW del abombamiento 6 y los bordes laterales R! y R2 del abombamiento forman un ángulo de menos de 90 grados con respecto al eje longitudinal LF del material plano. Aquí LW, R1 y R2 están situados paralelos unos a otros y el ángulo asciende de 5 a 60 grados, preferentemente de 15 a 35 grados.
Alternativamente en una realización no representada los dos bordes laterales R!, R2 del abombamiento 6 situados transversalmente con respecto al eje longitudinal del cuchillo están dispuestos concurrentes uno sobre otro. Aquí los dos bordes laterales R!, R2 del abombamiento 6 en la zona del lomo del cuchillo presentan una distancia mayor o menor uno de otro que en el extremo opuesto del abombamiento. Aquí el primer borde lateral R1 del abombamiento que mira hacia el mango del cuchillo forma un ángulo agudo con el eje longitudinal LM del cuchillo mayor que el segundo borde lateral R2 del abombamiento que mira hacia la hoja 2 del cuchillo con su ángulo. También aquí el primer borde lateral R1 del abombamiento que mira hacia el mango del cuchillo puede formar un ángulo agudo de 50 a 90 grados y el segundo borde lateral R2 del abombamiento que mira hacia la hoja 2 del cuchillo puede formar un ángulo agudo de 30 a 80 grados con el eje longitudinal LM del cuchillo.
En la Figura 3 puede verse cómo están situados los bordes laterales de la virola en una virola inclinada 3. El primer borde lateral K1 de la virola que mira hacia la espiga 4 está situado en esencia en ángulo recto con respecto al eje longitudinal LM del cuchillo y el segundo borde lateral K2 de la virola está situado inclinado con respecto al eje longitudinal del cuchillo, siendo el ángulo 1 aproximadamente igual al ángulo en el material plano 5. Los bordes laterales K1 y K2 concurren con ello uno sobre otro y de manera similar también los bordes laterales R1 y R2 en el abombamiento 6 pueden estar configurados concurrentes uno sobre otro, correspondientemente a la realización no representada arriba descrita.
Un recalcado inclinado se obtiene al ser desplazado junto el material plano desigualmente durante el proceso de recalcado, o ahora como antes el material plano es desplazado junto paralelamente y el recalcado inclinado se produce mediante el empleo de electrodos especiales. Los electrodos en ello están diseñados de manera que en la pieza en bruto no tiene lugar un calentamiento "paralelo" exacto, sino que éstos calientan la pieza en bruto en zonas diferentes definidas, de manera que se efectúe el recalcado inclinado deseado.
- 3
Reivindicaciones:
1. Procedimiento para la fabricación de un cuchillo (1) con hoja (2) , virola (3) y mango, en particular espiga (4) , forjado de una única pieza de material plano (5) de acero, en la cual antes de la forja el material plano en la zona entre la hoja y el mango o espiga es recalcado formando un abombamiento (6) , cuyo eje longitudinal (LW)
está dispuesto transversal al eje longitudinal (LM) del cuchillo y después de esto mediante la forja es conformado formando un virola (3) , que presenta por lo menos un borde lateral (K2) colocado inclinado con respecto al eje longitudinal (LM) del cuchillo, caracterizado porque el eje longitudinal (LW) del abombamiento (6) que más tarde forma la virola (3) está orientado inclinado con respecto al eje longitudinal (LM) del cuchillo (1) .
2. Procedimiento según la reivindicación 1, caracterizado porque el eje longitudinal (LW) del abombamiento (6) forma con el eje longitudinal (LM) del cuchillo un ángulo () de 5 a 60 grados.
3. Procedimiento según la reivindicación 1, caracterizado porque el eje longitudinal (LW) del abombamiento forma con el eje longitudinal (LM) del cuchillo un ángulo () de 15 a 35 grados.
4. Procedimiento según una de las reivindicaciones precedentes, caracterizado porque los dos bordes laterales
(R1, R2) del abombamiento (6) situados transversalmente con respecto al eje longitudinal (LM) del cuchillo están situados paralelos uno a otro.
5. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque los dos bordes laterales (R1, R2) del abombamiento (6) situados transversalmente con respecto al eje longitudinal del cuchillo están dispuestos concurrentes uno sobre otro.
6. Procedimiento según la reivindicación 5, caracterizado porque los dos bordes laterales (R1, R2) del abombamiento (6) en la zona del lomo del cuchillo presentan una distancia mayor o menor uno de otro que en el extremo opuesto del abombamiento.
7. Procedimiento según la reivindicación 6, caracterizado porque el primer borde lateral (R1) del abombamiento que mira hacia el mango del cuchillo, forma un ángulo agudo con el eje longitudinal (LM) del cuchillo mayor que 25 el segundo borde lateral (R2) del abombamiento que mira hacia la hoja (2) del cuchillo, con su ángulo.
8. Procedimiento según la reivindicación 7, caracterizado porque el primer borde lateral (R1) del abombamiento que mira hacia el mango del cuchillo forma un ángulo agudo de 50 a 90 grados y el segundo borde lateral (R2) del abombamiento que mira hacia la hoja (2) del cuchillo, forma un ángulo agudo de 30 a 80 grados con el eje longitudinal (LM) del cuchillo.
9. Procedimiento según una de las reivindicaciones 5 a 8, caracterizado porque con el recalcado del abombamiento (6) la zona de material plano adyacente al borde lateral inclinado (R1 o R2) del abombamiento está colocada inclinada con respecto a la zona de material plano restante.
- 4
Patentes similares o relacionadas:
Dispositivo de púas, del 1 de Abril de 2015, de Burckhardt of Switzerland AG: Dispositivo de púas, con un lecho de púas (W) en el cual se disponen una multitud de elementos de púa provistos con puntas de […]
CUCHILLA DE AFEITAR Y METODO DE FABRICACION., del 1 de Mayo de 2007, de THE GILLETTE COMPANY: Un material alargado para uso en la fabricación de cuchillas de afeitar, que comprende una tira plana alargada de metal, que tiene un borde frontal y un borde posterior […]
MAQUINILLA DE AFEITAR., del 1 de Noviembre de 2005, de THE GILLETTE COMPANY: Un método de fabricación de un elemento de corte para una unidad de cuchillas de maquinilla de afeitar, que comprende las etapas de proporcionar una […]
CUCHILLAS CORTANTES CON FILOS ATOMICAMENTE AFILADOS Y PROCEDIMIENTOS PARA HACERLAS., del 16 de Febrero de 2004, de NEWMAN, MARTIN H.: Procedimiento para hacer un filo de corte afilado atómicamente para un instrumento de corte, comprendiendo dicho procedimiento: proporcionar […]
FABRICACION DE CUCHILLAS DE AFEITAR., del 16 de Noviembre de 2002, de THE GILLETTE COMPANY: UN PROCESO PARA FABRICAR HOJAS DE AFEITAR A PARTIR DE UNA BANDA CONTINUA DE METAL ESTAMPANDO UNA PLURALIDAD DE ABERTURAS EN LA BANDA […]
FABRICACION DE CUCHILLAS DE AFEITAR., del 16 de Septiembre de 2002, de THE GILLETTE COMPANY: UNA CONSTRUCCION DE HOJA DE AFEITAR SE FABRICA CON UN ELEMENTO DELGADO DE MATERIAL DE HOJA QUE FORMA LA PARTE DEL FILO Y QUE SE SUELDA O FIJA POR OTRO PROCEDIMIENTO […]
PROCEDIMIENTO PARA FABRICAR UNA REJILLA PARA CABEZA DE MAQUINA ELECTRICA DE AFEITAR, del 16 de Noviembre de 1984, de SEB S.A.: PROCEDIMIENTO PARA FABRICAR UNA REJILLA PARA CABEZA DE MAQUINA ELECTRICA DE AFEITAR.COMPRENDE LAS OPERACIONES: A) CORTAR EN UNA HOJA DE ACERO INOXIDABLE , UNA PIEZA SEMIACABADA […]
 MÉTODO PARA FABRICAR UNA CUCHILLA DE MÁQUINA DE AFEITAR, del 24 de Enero de 2011, de THE GILLETTE COMPANY: Un método de fabricación de una cuchilla de máquina de afeitar, caracterizado por depositar un recubrimiento de un carbono tipo diamante impurificado con un metal […]
MÉTODO PARA FABRICAR UNA CUCHILLA DE MÁQUINA DE AFEITAR, del 24 de Enero de 2011, de THE GILLETTE COMPANY: Un método de fabricación de una cuchilla de máquina de afeitar, caracterizado por depositar un recubrimiento de un carbono tipo diamante impurificado con un metal […]