Sistema y método de envasado vertical.
La invención se refiere a un sistema de envasado vertical de productos,
que comprende un tubo formador (1), medios de alimentaciónde film (2, 3) configurados para aplicar un film sobre dicho tubo formador (1), medios (4) de sellado longitudinal del film, unosprimeros medios (5) de sellado transversal del film, para realizar un sellado de cierre superior (104) y un sellado de cierre inferior (101), una cámara de vacío (7), configurada para albergar en su interior una porción (10) del tubo de film (102), y extraerel aire contenido en la citada porción (10). Los primeros medios(5) de sellado transversal del film producen un sellado de cierresuperior (104) con una abertura (103), y la cámara de vacío (7)comprende unos segundos medios de sellado (77) configurados parasellar la abertura (103) una vez extraído el aire del interior dela porción (10) a través de dicha abertura (103) en la cámara devacío (7).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/ES2008/000556.
Solicitante: Ulma Packaging Technological Center, S.Coop.
Nacionalidad solicitante: España.
Inventor/es: ARRIETA AGUIRRE,Haritz, DÍAZ DE GEREÑU OLABARRI,LANDER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B31/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 31/00 Embalaje de objetos o material bajo condiciones atmosféricas o gaseosas particulares; Adición de propulsantes a los recipientes para aerosol. › Llenado, cierre, o llenado y cierre, de receptáculos en cámaras mantenidas a presión inferior o superior a la atmosférica o conteniendo una atmósfera especial, p. ej. de gas inerte.
- B65B9/20 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › tomando las bandas la forma de tubo in situ alrededor de las bocas de llenado.
- B65B9/213 B65B 9/00 […] › la banda tiene movimientos intermitentes (B65B 9/22 tiene prioridad).
PDF original: ES-2462666_T3.pdf
Fragmento de la descripción:
Sistema y método de envasado vertical
SECTOR DE LA TÉCNICA
La invención se engloba en el campo de los sistemas de envasado vertical de productos, por ejemplo, de productos que comprenden líquido.
ESTADO ANTERIOR DE LA TÉCNICA
En la actualidad son conocidas máquinas e instalaciones de conformado vertical de bolsas para el envasado -por ejemplo, unitario o a granel- de productos. En estos sistemas se parte de una lámina que se sella longitudinalmente para obtener un tubo de lámina, el cual se divide en envases individuales mediante sellados transversales. Se puede realizar un corte del tubo en correspondencia con el sellado transversal, para separar un envase del siguiente.
Un sistema de este tipo se refleja en WO-A-03/086869, que describe una máquina en la que una lámina se hace pasar sobre la periferia de un tubo formador. Unas cintas transportadoras arrastran la lámina hacia abajo, mientras que un cabezal de sellado realiza un sellado longitudinal, conformando así un tubo de lámina. Por otra parte, un cabezal de sellado y corte realiza el sellado transversal del tubo, para constituir la base del envase y a su vez cortar un envase inferior ya formado, de manera que pueda separarse del tubo de lámina. A continuación, se produce el llenado del envase superior a través de un orificio central del tubo formador y, posteriormente, se cierra la abertura superior de dicho envase superior mediante el cabezal de sellado y corte.
En este tipo de sistemas se pueden utilizar diferentes tipos de lámina, en función de las necesidades que existan en cada caso, por ejemplo, en función del tipo de producto, en función de las características del proceso de llenado, etc.
El sellado longitudinal y transversal se realiza mediante aplicación de presión y calor (por ejemplo, utilizando, en el caso de los sellados transversales, mordazas de corte con resistencias eléctricas) , y los elementos pueden ser controlados con sistemas neumáticos, con sistemas basados en levas y motor, con servomotores, etc.
Aunque el documento de patente DE 25 19 631 A1 divulga un dispositivo de envasado vertical en donde las bolas se disponen en una cámara de vacío para extraer el aire de la bolsa, según el preámbulo de la reivindicación 1.
Aunque estos sistemas de envasado pueden resultar útiles para realizar el envasado de muchos productos, por ejemplo, para el envasado de productos a granel (envasado de semillas, de frutos secos, etc.) , pueden presentar problemas para el envasado de productos líquidos o que comprenden líquido, por ejemplo, productos alimenticios que se conservan en un líquido como aceite, etc. Un problema se debe al hecho de que el líquido o el producto pueda salpicar las superficies interiores del tubo de lámina, lo cual dificulta o impide el correcto sellado transversal por termosellado mediante aplicación de presión y calor de forma convencional (por ejemplo, mediante mordazas de corte con resistencias eléctricas) , ya que, para que dichos sistemas de sellado funcionen satisfactoriamente, conviene que las superficies de lámina que se quieren unir estén limpias (es decir, libres de salpicaduras de líquido y/o producto) , y no sean excesivamente largas para poder aplicar la presión suficiente. En el caso contrario, aumenta el riesgo de defectos en el sellado transversal.
Convencionalmente, para el envasado de muchos productos, incluyendo productos que comprenden líquidos, se han utilizado técnicas de alimentación horizontales (por ejemplo, envasado por termoconformado, termosellado, Flow-Pack, etc.) , que pueden ser muy rápidas (ya que, a diferencia de lo que ocurre en los sistemas verticales, en los sistemas de envasado horizontales la velocidad de desplazamiento del producto no depende de la gravedad) , pero que son muy costosas y/o requieren mucho espacio. Por ello, para muchas aplicaciones, los sistemas horizontales no representan una solución adecuada u óptima.
EXPOSICIÓN DE LA INVENCIÓN
Un primer aspecto de la invención se refiere a una máquina o sistema de envasado vertical de productos, que comprende:
un tubo formador, también llamado tubo de alimentación, sustancialmente vertical con una sección preferentemente cilíndrica o elíptica a través del cual el producto a envasar -que puede comprender elementos sólidos y/o líquidos- se desplaza por gravedad en su interior, y la lámina toma la forma del envase a medida que recorre la superficie externa del tubo;
medios de alimentación de lámina (por ejemplo, similares a los que se describen en WO-A-03/086869)
configurados para aplicar una lámina sobre dicho tubo formador, de manera que la lámina rodee al menos una parte de dicho tubo formador y de manera que la lámina se desplace a lo largo de al menos una parte de dicho tubo formador, hacia un extremo de salida de dicho tubo formador (por ejemplo, tal y como ocurre en WO-A
03/086869) ; medios de sellado longitudinal de la lámina, configurados para sellar la lámina longitudinalmente, mediante un sellado longitudinal, para formar un tubo de lámina que envuelve al menos una parte de dicho tubo formador (por ejemplo, en línea con lo descrito en WO-A-03/086869) ; primeros medios de sellado transversal de la lámina, configurados para realizar un sellado transversal del tubo de lámina en una posición posterior al extremo de salida de dicho tubo formador (según la dirección de alimentación de la lámina, es decir, en una posición "más baja" o "inferior" a la del extremo de salida del tubo formador, cuando el tubo formador está situada verticalmente para alimentación del producto por gravedad, de forma convencional) , comprendiendo los sellados transversales, un sellado de cierre superior y un sellado de cierre inferior; este sellado transversal puede constituir la base de un envase y/o el cierre superior de un envase anterior (es decir, de un envase que recibió su base sellada en una fase de sellado transversal anterior, y que ahora ha sido rellenado con el producto correspondiente y que se debe cerrar en esta siguiente fase de sellado transversal) ; medios de corte configurados para realizar un corte transversal entre el sellado del cierre superior y el sellado de cierre inferior, para separar una porción del tubo de lámina una vez realizado el sellado transversal; una cámara de vacío, configurada para albergar su interior la porción del tubo de lámina, y extraer el aire contenido en la citada porción hasta producir un vacío parcial a una presión predeterminada en el interior de la citada porción.
De acuerdo con la invención, los primeros medios de sellado transversal de la lámina están configurados para producir un sellado de cierre superior con una abertura, y la cámara de vacío comprende unos segundos medios de sellado configurados para sellar la abertura una vez extraído el aire del interior de la porción del tubo de lámina a través de dicha abertura en la cámara de vacío.
Los medios de sellado transversal de la lámina pueden comprender medios de sellado por ultrasonidos que presentan superficies de sellado opuestas configuradas para entrar en contacto con el tubo de lámina y producir el sellado transversal. Estas superficies opuestas de sellado transversal pueden estar compuestas de un yunque y un sonotrodo con dos caras de sellado, una cara superior y otra cara inferior separadas por un rebaje transversal a lo largo del sonotrodo, para realizar el sellado de cierre superior y el sellado de cierre inferior respectivamente. El yunque puede estar compuesto por un yunque superior configurado para quedar enfrentado a la cara superior del sonotrodo y un yunque inferior configurado para quedar enfrentado a la cara inferior del sonotrodo. El accionamiento de los medios de sellado se realiza por medios convencionales, preferentemente por un servomotor, que comprime la lámina contra los yunques y el sonotrodo. Adicionalmente, como es habitual en este tipo de máquinas, se dispone una cuchilla entre el yunque superior y el yunque inferior, que al ser accionada preferentemente por un actuador neumático convencional una vez terminado el sellado transversal por ultrasonidos, presiona la lámina contra el rebaje del sonotrodo y realiza un corte, separando el tubo de lámina con un sellado transversal de cierre inferior en su base, del envase relleno de producto con un sellado transversal de cierre superior cuya base fue sellada en el paso anterior.
En la realización preferente de la invención, el yunque inferior puede comprender un vaciado configurado de manera que las superficies de sellado no contactan a lo largo de dicho vaciado, al realizar el sellado transversal, produciendo la citada abertura en el sellado de cierre superior. Este vaciado puede ser del orden de 25mm, que deja una pequeña... [Seguir leyendo]
Reivindicaciones:
1. Sistema para el envasado vertical de productos, que comprende: un tubo formador (1) ; medios de alimentación de lámina (2, 3) configurados para aplicar una lámina sobre dicho tubo formador (1) , de manera que la lámina rodee al menos una parte de dicho tubo formador y de manera que la lámina se desplace a lo largo de al menos una parte de dicho tubo formador, hacia un extremo de salida (11) de dicho tubo formador; medios (4) de sellado longitudinal de la lámina, configurados para sellar la lámina longitudinalmente mediante un sellado longitudinal (100) y formar un tubo de lámina (102) que envuelve al menos un parte de dicho tubo formador (1) ; unos primeros medios (5) de sellado transversal de la lámina, configurados para realizar un sellado transversal del tubo de lámina (102) , en un una posición posterior al extremo de salida (11) del tubo formador (1) , comprendiendo los sellados transversales, un sellado de cierre superior (104) y un sellado de cierre inferior (101) ; medios de corte configurados para realizar un corte transversal entre el sellado del cierre superior (104) y el sellado de cierre inferior (101) , para separar una porción (10) del tubo de lámina (102) una vez realizado el sellado transversal; una cámara de vacío (7) , configurada para albergar en su interior la porción (10) de tubo de lámina (102) , y extraer el aire contenido en la citada porción (10) hasta producir un vacío parcial a una presión predeterminada en el interior de la citada porción (10) ; caracterizado porque los primeros medios (5) de sellado transversal de la lámina están configurados para producir un sellado de cierre superior (104) con una abertura (103) , y porque la cámara de vacío (7) comprende unos segundos medios de sellado (77) configurados para sellar la abertura (103) una vez extraído el aire del interior de la porción (10) a través de dicha abertura (103) en la cámara de vacío (7) .
2. Sistema según la reivindicación 1, en donde los primeros medios (5) de sellado transversal de la lámina, comprenden medios de sellado por ultrasonidos que presentan superficies de sellado (51, 52) opuestas, configuradas para entrar en contacto con el tubo de lámina (102) y producir el citado sellado transversal, estando las superficies de sellado (51, 52) compuestas por un yunque (51) y un sonotrodo (52) , comprendiendo el sonotrodo una cara superior y una cara inferior, separadas por un rebaje transversal, para realizar el sellado de cierre superior (104) y el sellado de cierre inferior (101) respectivamente, estando el yunque (51) compuesto por un yunque superior (511) configurado para quedar enfrentado a la cara superior del sonotrodo, y un yunque inferior (512) configurado para quedar enfrentado a la cara inferior del sonotrodo.
3. Sistema según reivindicación 2, en donde el yunque inferior (512) comprende un vaciado (513) , configurado de manera que las superficies de sellado (51, 52) no contactan a lo largo de dicho vaciado (513) al realizar el sellado transversal, produciéndose la citada abertura (103) en el sellado de cierre superior (104) .
4. Sistema según la reivindicación 2, en donde los primeros medios (5) de sellado transversal de la lámina comprenden medios de punzonado configurados para realizar la citada abertura (103) en el sellado de cierre superior (104) .
5. Sistema según la reivindicación 1, caracterizado porque los segundos medios de sellado (77) comprenden una mordaza (772) , configurada para realizar un sellado (105) que circunscribe dicha abertura (103) y se solapa con el sellado de cierre superior (104) , cerrando herméticamente la porción (10) una vez realizado la extracción del aire en la cámara de vacío (7) .
6. Sistema según la reivindicación 5, caracterizado porque la mordaza (772) presenta una configuración aproximadamente semicircular, con un diámetro mayor que la longitud de la abertura (103) .
7. Sistema según la reivindicación 1, caracterizado porque adicionalmente comprende medios de compactación y posicionamiento (9) que comprenden dos placas opuestas (91, 92) dispuestas dentro de la cámara de vacío (7) , estando las citadas placas opuestas (91, 92) configuradas para ejercer presión y compactar un producto (8) vertido en la porción (10) del tubo de lámina (102) , e introducir y posicionar la citada porción (10) en el interior de la cámara de vacío (7) , de tal forma que la abertura (103) del sellado de cierre superior (104) quede enfrentada a los segundos medios de sellado (77) .
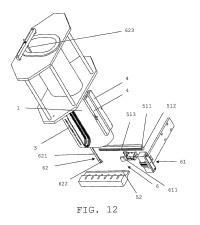
8. Sistema según la reivindicación 1, caracterizado porque adicionalmente comprende unos medios de estiramiento que comprenden una pinza (61) y un extensor (62) , que están configurados para actuar de manera sincronizada y estirar el tubo de lámina (102) en correspondencia con las superficies de sellado (51, 52) , en direcciones opuestas sustancialmente horizontales, de forma que el tubo de lámina (102) queda sustancialmente plano y sin arrugas en una dirección paralela a las superficies (51, 52) de sellado transversal.
9. Sistema según la reivindicación 8, caracterizado porque la pinza (61) comprende al menos una garra
(611) configurada para coger la lámina por el sellado longitudinal (100) , y porque el extensor (62) comprende una varilla de estiramiento (621) que sobresale por debajo del tubo formador (1) , porque el citado extensor comprende en uno de sus extremos un pisador (622) configurado para contactar con la superficie interior de la lámina a la altura de la pinza (61) , y porque el extensor (62) comprende un tirador
(623) configurado para mover la varilla de estiramiento (621) y el pisador (622) en dirección opuesta a la pinza (61) .
10. Sistema según cualquiera de las reivindicaciones anteriores, caracterizado porque los medios (4) de sellado longitudinal de la lámina y los primeros medios (5) de sellado transversal de la lámina están configurados de manera que el sellado longitudinal (100) quede en un extremo del sellado transversal (101, 104) , de manera que en el sellado transversal (101, 104) , no hay ninguna zona con más de dos capas de lámina superpuestas.
11. Método de envasado vertical de productos, que comprende: aplicar una lámina sobre un tubo formador (1) y formar un tubo de lámina (102) a partir de dicha lámina mediante un sellado longitudinal (100) ; realizar, secuencialmente, una alimentación de producto (8) a través del tubo formador (1) , y un sellado transversal que comprende un sellado de cierre inferior (101) y un sellado de cierre superior (104) ; realizar un corte transversal entre el sellado de cierre superior (104) y el sellado del cierre inferior (101) , para separar una porción (10) del tubo de lámina (102) con el producto (8) en su interior; caracterizado porque comprende las fases adicionales de: realizar una abertura (103) en el sellado de cierre superior (104) ; extraer el aire contenido en la porción (10) del tubo de lámina (102) a través de la abertura (103) ; realizar un segundo sellado (105) para sellar la citada abertura (103) .
12. Método según la reivindicación 11, caracterizado porque adicionalmente comprende el paso de estirar el tubo de lámina (102) en correspondencia con superficies de sellado (51, 52) antes de realizar el sellado transversal con dichas superficies de sellado (51, 52) .
13. Método según la reivindicación 12, caracterizado porque el paso de estirar el tubo de lámina se realiza estirando el tubo de lámina con al menos una pinza (61) y un extensor (62) que están configurados para actuar de manera sincronizada, en direcciones opuestas y sustancialmente horizontales, de forma que el tubo de lámina (102) queda sustancialmente plano y sin arrugas en una dirección paralela a las superficies (51, 52) de sellado transversal.
14. Método según la reivindicación 12, caracterizado porque adicionalmente comprende el paso de compactar el producto con unos medios de compactación y posicionamiento (9) antes de realizar el sellado transversal con dichas superficies de sellado (51, 52) , y el paso de introducir y posicionar la porción (10) del tubo de lámina (102) en el interior de una cámara de vacío (7) una vez realizado el sellado transversal y el corte que separa la porción (10) del tubo de lámina (102) , de tal forma que la abertura (103) queda enfrentada a unos segundos medios de sellado (77) configurados para realizar el segundo sellado (105) dentro de la cámara de vacío (7) .
15. Método según la reivindicación 14, caracterizado porque los segundos medios de sellado (77) realizan un segundo sellado (105) mediante una mordaza (772) que presenta una configuración aproximadamente semicircular, con un diámetro mayor que la longitud de la abertura (103) , que circunscribe la abertura (103) y se solapa con la soldadura de cierre superior (104) , cerrando herméticamente la porción (10) del tubo de lámina (102) .
16. Método según las reivindicaciones 11-15, caracterizado porque el sellado longitudinal de la lámina y el sellado transversal de la lámina se realizan de manera que el sellado longitudinal queda en un extremo del sellado transversal, de manera que en el sellado transversal, no hay ninguna zona con más de dos capas de lámina superpuestas.
17. Método según cualquiera de las reivindicaciones 11- 16, caracterizado porque la alimentación de la lámina y el sellado transversal se realizan de manera sincronizada con la alimentación de productos (8) por el tubo formador (1) , de manera que cada producto a envasar se aloja en una porción (10) del tubo de lámina (102) , con una base definida por el sellado de cierre inferior (101) .
18. Método según la reivindicación 17, caracterizado porque la lámina se alimenta después de haber recibido un producto (8) a envasar sobre dicho sellado de cierre inferior (101) , anterior al sellado de cierre superior (104) .
Patentes similares o relacionadas:
Línea y método de embotellado, del 8 de Julio de 2020, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Línea de embotellado de ciclo continuo para recipientes de material termoplástico, que comprende: - al menos una unidad de moldeo para la fabricación de preformas […]
SISTEMA DE PREVENCIÓN DE INCRUSTACIONES Y ELIMINACIÓN RESIDUAL DE PERÓXIDO DE HIDRÓGENO Y RECIRCULACIÓN DE AGUA EN SISTEMAS DE ENVASADO ASÉPTICO DE ENVASES QUE CONTIENEN CARTÓN, del 18 de Junio de 2020, de MICHEL BRAMBILA, Sergio: Se describe un Sistema para prevenir la formación de incrustaciones, depósito en el intercambiador de aire estéril en un sistema de envasado aséptico […]
Barra de soldadura para cajón de vacío y cajón de vacío, del 20 de Mayo de 2020, de MICHATEK, k.s: Barra de soldadura para un cajón de vacío para realizar el vacío de alimentos, con un soporte de base (comprende al menos un alambre de soldadura […]
PROCEDIMIENTO PARA EL LLENADO DE SÓLIDOS EN CONTENEDORES FARMACÉUTICOS Y SELLADO DE LOS MISMOS EN CONDICIONES ESTÉRILES, del 7 de Mayo de 2020, de LABORATORIOS FARMACEUTICOS ROVI, S.A.: Procedimiento estéril para el llenado de sólidos en contenedores farmacéuticos y sellado de los mismos en condiciones estériles, entre los que se encuentran jeringas, […]
Procedimiento para el llenado de sólidos en contenedores farmacéuticos y sellado de los mismos en condiciones estériles, del 5 de Mayo de 2020, de LABORATORIOS FARMACEUTICOS ROVI, S.A.: Procedimiento estéril para el llenado de sólidos en contenedores farmacéuticos y sellado de los mismos en condiciones estériles, entre los que se encuentran […]
Método y máquina para producir bolsas de producto de solución estéril, del 19 de Febrero de 2020, de BAXTER INTERNATIONAL INC.: Un método para proporcionar una pluralidad de bolsas de producto llenas de fluido estéril, de tal manera que el método comprende: proporcionar […]
Dispositivos para envasar bandejas, del 29 de Enero de 2020, de Scolaro, Mauro: Un dispositivo para envasar bandejas, que comprende una estación de termosellado y corte para termosellar una película en el borde […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]