Portaherramientas.
Portaherramientas, que comprende:
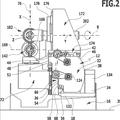
una carcasa de torreta (100) en forma de horquilla,
en la que está conformada una parte hueca (100a) entre dos partes de brazo (101, 102);
dos torretas (11, 12), cada una de las cuales puede rotar alrededor de un eje común y presenta una pluralidad de partes de acoplamiento de herramienta (11a, 12a) en una superficie periférica exterior de la misma, dispuestas en dos etapas a lo largo del eje dentro de dicha parte hueca (100a) de la carcasa de torreta;
mecanismos de accionamiento de torreta separados que rotan de manera dividida cada una de dichas dos torretas (11, 12),
un primer rotor cilíndrico (111) previsto de manera rotatoria alrededor del eje dentro de una parte de brazo (101) de dichas dos partes de brazo (101, 102), y
un segundo rotor cilíndrico (121) previsto de manera rotatoria alrededor del eje dentro de otra parte de brazo (102) de dichas dos partes de brazo (101, 102), donde
dicho primer rotor cilíndrico (111) está acoplado integralmente a una torreta (11) de dichas dos torretas (11, 12) y dicho segundo rotor cilíndrico (121) está acoplado integralmente a dicha otra torreta (12) de dichas dos torretas (11, 12),
caracterizado porque dichas dos torretas (11, 12) están montadas una en otra de manera que pueden rotar relativamente una con respecto a otra.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11192646.
Solicitante: Citizen Holdings Co., Ltd.
Nacionalidad solicitante: Japón.
Dirección: 1-12, Tanashicho 6-chome Nishitokyo-shi, Tokyo 188-8511 JAPON.
Inventor/es: WATANABE, MASAHIKO, AOYAGI,ATSUSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23B3/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23B TORNEADO; TALADRADO (usando un electrodo en lugar de una herramienta B23H, p.ej. haciendo agujeros B23H 9/14; trabajando con un haz de laser B23K 26/00; dispositivos para copiar o controlar B23Q). › B23B 3/00 Máquinas o dispositivos para tornear de utilización general, p. ej. tornos paralelos con barras de carro de torno y rosca hembra; Conjunto de máquinas para tornear. › Tornos revólver para tornear piezas montadas individualmente sobre el mandril.
- B23Q16/02 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 16/00 Equipos no previstos en otro lugar para colocar en posición precisa la herramienta o la pieza a trabajar (control o regulación automática de la posición de la herramienta o de la pieza B23Q 15/22; dispositivos para indicar o medir la posición apropiada de la herramienta o la pieza B23Q 17/22). › Equipo de marcado (especialmente adaptado a máquinas de taller engranajes B23F 23/08).
- B23Q39/02 B23Q […] › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos son susceptibles de ser puestos en funcionamiento desde un solo puesto de trabajo.
PDF original: ES-2488622_T3.pdf
Fragmento de la descripción:
Portaherramientas CAMPO TÉCNICO
La invención se refiere a un torno de procesamiento combinado (centro de torneado múltiple) , que realiza una pluralidad de tipos diferentes de procesamiento (mecanizaciones) en una pieza de trabajo, así como a un portaherramientas que está equipado en el torno y que soporta una pluralidad de herramientas utilizadas seleccionables para los procesamientos.
ANTECEDENTES DE LA INVENCIÓN
En general, un torno realiza un procesamiento mediante la colocación de una herramienta, por ejemplo una herramienta de corte tal como una fresa, contra una pieza de trabajo a mecanizar y que hace trabajar rotacionalmente un husillo principal.
Además, también está extendido el uso de tornos que realizan en una pieza de trabajo diversos tipos diferentes de procesamientos, esto es de procesamiento combinado, siendo conocidos ya diversos tipos de tornos o máquinaherramienta, tales como los descritos, por ejemplo, en los Documentos de Patente 1 a 5.
Documento de Patente 1: JP H11-138374 A Documento de Patente 2: JP H10-15702 A Documento de Patente 3: EP 1270145 A2 Documento de Patente 4: JP S62-236607 A Documento de Patente 5: JP H7-227704 A El Documento de Patente EP 1 452 269 ha sido identificado por el Examinador como el estado de la técnica más cercano.
El torno de procesamiento combinado descrito en el Documento de Patente 1 es un torno que tiene un depósito alimentador de herramientas, el cual soporta diversos tipos de herramientas de corte montadas en el mismo, y que es capaz de realizar un procesamiento combinado mientras cambia sucesivamente la herramienta soportada por un husillo de herramienta, un husillo simple, mediante un intercambiador de herramientas en relación a las necesidades de procesamiento. Como herramientas utilizadas en este torno de procesamiento combinado se refieren diversos tipos de herramientas, tales como "herramienta de corte (cuchilla) ", empleada para el torneado, donde el procesamiento se realiza sin girar el husillo de herramienta, "broca", que se emplea haciendo girar el husillo de herramienta, "fresa", que realiza un procesamiento superficial, y "herramienta de pulido", que pule.
Sin embargo, en tal torno de procesamiento combinado donde la herramienta soportada por el husillo de herramienta que es el husillo simple se cambia mediante el intercambiador de herramientas según cada procesamiento, si bien la flexibilidad en cuanto al número de herramientas y al método de procesamiento realizado por el torno de procesamiento combinado es grande, dado que es necesario cambiar la herramienta en cada paso del procesamiento en que se utilice una herramienta diferente, debe preverse cierto tiempo para el cambio de herramienta, esto es un tiempo durante el que no se realiza ningún procesamiento, lo que limita reducir el tiempo de procesamiento para cada pieza de trabajo.
Con el fin de que, en un torno de este tipo, sea posible intercambiar las herramientas en un corto espacio de tiempo, en el torno multifunción descrito en, por ejemplo, el Documento de Patente 2, se emplean una torreta plana y una torreta rotatoria (portaherramientas giratorio) . La torreta plana dispone de una pluralidad de herramientas (fresas) en línea y a modo de dientes de peine y, moviendo el portaherramientas (cuchilla) en la dirección dispuesta, puede seleccionarse cualquiera de las herramientas acopladas al portaherramientas haciendo corresponder la herramienta con una pieza de trabajo a mecanizar.
Además, en unas superficies laterales respectivas de una torreta orientable con forma de columna poligonal, la torreta rotatoria dispone cada herramienta (fresa) de forma radial con respecto al árbol rotatorio y, haciendo rotar la torreta de manera dividida, puede seleccionar cualquiera de las herramientas acopladas a la misma haciendo corresponder la herramienta con una pieza de trabajo a mecanizar.
También se menciona que el tiempo de procesamiento se reduce, llevándose a cabo los procesamientos de forma independiente o simultánea con estos dos tipos de portaherramientas.
Dado que en la torreta plana y la torreta rotatoria arriba mencionadas pueden acoplarse de forma selectiva cada una de la pluralidad de herramientas, cuando la pluralidad de herramientas utilizadas para los procesamientos están acopladas a las torretas respectivas no hay necesidad de intercambiar dichas herramientas y éstas pueden seleccionarse en un breve espacio de tiempo, siendo posible reducir el tiempo de procesamiento para la pieza de trabajo.
Debido a que la torreta plana selecciona la herramienta mediante su movimiento lineal, la velocidad de selección es rápida y, cuando una herramienta utilizada para un procesamiento inmediatamente anterior y una herramienta a utilizar para el siguiente procesamiento están acopladas una tras la otra, la herramienta a utilizar para el siguiente procesamiento puede ser seleccionada en un espacio de tiempo bastante corto. Sin embargo, cuando las herramientas están acopladas separadas cerca de las dos partes extremas de la torreta, existe la posibilidad de que la carrera de movimiento sea larga y el tiempo de selección también se prolongue.
Así, aunque la torreta rotatoria necesita bastante tiempo para hacer rotar la torreta de manera dividida, incluso cuando la herramienta utilizada para el procesamiento inmediatamente anterior y la herramienta a utilizar para el siguiente procesamiento están acopladas en posiciones separadas, seleccionando la dirección de rotación la diferencia en el tiempo de selección no se hace considerablemente grande.
Por consiguiente, en la máquina herramienta descrita en, por ejemplo, el Documento de Patente 3, las superficies laterales respectivas de una cabeza de portaherramientas correspondientes a la torreta están divididas en una pluralidad de partes (en lo que sigue denominadas "etapas") , con intervalos entre las mismas, en una dirección que se extiende a lo largo de un árbol rotatorio de la cabeza de portaherramientas, cada etapa tiene un tipo diferente de herramienta acoplada y la cabeza de portaherramientas puede moverse integral y linealmente en la dirección a lo largo del árbol rotatorio.
Así, la cabeza de portaherramientas puede seleccionar, como la torreta rotatoria, la herramienta acoplada a la misma etapa en la superficie lateral rotando (girando) de manera dividida alrededor del árbol rotatorio y puede seleccionar, como la torreta plana, cualquiera de la pluralidad de herramientas acopladas a la etapa diferente en la misma superficie lateral de la cabeza de portaherramientas moviéndose linealmente en la dirección a lo largo del árbol rotatorio.
En concreto, el portaherramientas de esta estructura tiene las dos funciones de la torreta rotatoria y la torreta plana y, cuando la herramienta utilizada para el procesamiento inmediatamente anterior y la herramienta a utilizar para el siguiente procesamiento están acopladas en diferentes etapas en la misma superficie lateral de la cabeza de portaherramientas, se puede seleccionar la herramienta a utilizar para el siguiente procesamiento en un espacio de tiempo bastante corto sólo con mover linealmente la cabeza de portaherramientas en la dirección del árbol rotatorio.
Sin embargo, si la herramienta a utilizar para el siguiente procesamiento está acoplada a una etapa diferente en la posición de la cabeza de portaherramientas rotada de manera dividida diferente, es necesario rotar la cabeza de portaherramientas de manera dividida y moverla linealmente. Por consiguiente, debe preverse un tiempo para seleccionar la herramienta, esto es un tiempo durante el que no se realiza ningún procesamiento, lo que hace que no sea posible reducir al máximo el tiempo de procesamiento por pieza de trabajo. Además, debido a que los ángulos en que se disponen las herramientas se deciden en función del número de divisiones de las superficies laterales de la cabeza de portaherramientas en su dirección de rotación, existen muchas restricciones en cuanto a la flexibilidad de procesamiento, por ejemplo en aquel caso donde se realizan simultáneamente un procesamiento en una pieza de trabajo soportada por un primer husillo y un procesamiento en una pieza de trabajo soportada por un segundo husillo, no pudiendo utilizarse eficazmente el portaherramientas, lo que también supone un problema a la hora de reducir el tiempo de procesamiento por pieza de trabajo.
Además, en los Documentos de Patente 4 y 5 se refieren también ejemplos en los que se dispone una pluralidad de torretas en un torno automático y se desplazan a las posiciones en una dirección del árbol rotatorio de las mismas. Según el Documento de Patente 4, están previstas dos torretas (mesas rotatorias) que pueden rotarse independientemente, pudiendo desplazarse una... [Seguir leyendo]
Reivindicaciones:
1. Portaherramientas, que comprende:
una carcasa de torreta (100) en forma de horquilla, en la que está conformada una parte hueca (100a) entre dos partes de brazo (101, 102) ;
dos torretas (11, 12) , cada una de las cuales puede rotar alrededor de un eje común y presenta una pluralidad de partes de acoplamiento de herramienta (11a, 12a) en una superficie periférica exterior de la misma, dispuestas en dos etapas a lo largo del eje dentro de dicha parte hueca (100a) de la carcasa de torreta;
mecanismos de accionamiento de torreta separados que rotan de manera dividida cada una de dichas dos torretas (11, 12) , un primer rotor cilíndrico (111) previsto de manera rotatoria alrededor del eje dentro de una parte de brazo (101) de dichas dos partes de brazo (101, 102) , y un segundo rotor cilíndrico (121) previsto de manera rotatoria alrededor del eje dentro de otra parte de brazo (102) de dichas dos partes de brazo (101, 102) , donde dicho primer rotor cilíndrico (111) está acoplado integralmente a una torreta (11) de dichas dos torretas (11, 12) y dicho segundo rotor cilíndrico (121) está acoplado integralmente a dicha otra torreta (12) de dichas dos torretas (11, 12) , caracterizado porque dichas dos torretas (11, 12) están montadas una en otra de manera que pueden rotar relativamente una con respecto a otra.
2. Portaherramientas según la reivindicación 1, caracterizado porque cada uno de dichos mecanismos de accionamiento de torreta separados comprende un árbol rotatorio de torreta (110, 120) , que mediante un motor (13, 14) , y cada uno de dichos mecanismos de accionamiento de torreta está configurado para transmitir una rotación del árbol rotatorio de torreta (110, 120) a cada una de dichas dos torretas (11, 12) correspondiente al árbol rotatorio de torreta (110, 120) .
3. Portaherramientas según la reivindicación 1 o 2, caracterizado porque cada uno de dichos mecanismos de accionamiento de torreta separados puede controlar posiciones rotadas de manera dividida de cada una de dichas dos torretas (11, 12) respectivamente, de manera que las posiciones de dichas partes de acoplamiento de herramienta (11a, 12a) en la dirección de rotación dividida coincidan entre sí y las posiciones están desplazadas en un ángulo arbitrario unas en relación con otras.
4. Portaherramientas según cualquiera de las reivindicaciones 1 a 3, caracterizado porque al menos una de dicha pluralidad de partes de acoplamiento de herramienta (11a, 12a) de cada una de dichas dos torretas (11, 12) es una parte de acoplamiento de herramienta rotatoria; y porque comprende además un mecanismo de accionamiento de herramienta rotatoria que, utilizando un árbol rotatorio común (103) que se introduce a través de dichas dos torretas (11, 12) , rota una pluralidad de herramientas rotatorias (15) a acoplar a cada una de las partes de acoplamiento de herramienta rotatoria.
5. Portaherramientas según cualquiera de las reivindicaciones 1 a 3, caracterizado porque al menos una de dicha pluralidad de partes de acoplamiento de herramienta (11a, 12a) de cada una de dichas dos torretas (11, 12) es una parte de acoplamiento de herramienta rotatoria; comprendiendo dicho portaherramientas además un mecanismo de accionamiento de herramienta rotatoria que rota herramientas rotatorias (15) a acoplar a dichas partes de acoplamiento de herramienta rotatoria de dicha pluralidad de torretas (11, 12) mediante un primer árbol rotatorio (511) y un segundo árbol rotatorio (521) , que está formado por un cilindro exterior engranado con posibilidad de rotación con una superficie periférica exterior de dicho primer árbol rotatorio (511) .
6. Portaherramientas según cualquiera de las reivindicaciones 1 a 5, caracterizado porque dicho portaherramientas (10, 50) puede manipularse con respecto a cada uno de tres ejes; siendo un eje Z paralelo a un husillo principal (3) de un torno de procesamiento combinado, siendo un eje X perpendicular al eje Z y siendo un eje Y ortogonal a un plano que incluye el eje Z y el eje X, siendo el eje común un eje que se extiende a lo largo del eje Y y estando la carcasa de torreta en forma de horquilla posicionada en un ángulo agudo con respecto a una vertical del portaherramientas.
7. Torno de procesamiento combinado que comprende el portaherramientas (10, 50) según la reivindicación 6.
Patentes similares o relacionadas:
Máquina para mecanizar piezas de trabajo, del 1 de Julio de 2020, de ETXE-TAR, S.A: Una máquina para mecanizar piezas de trabajo, que comprende: una primera columna y una segunda columna , estando dispuestas la primera columna y la segunda columna […]
Máquina herramienta, en particular máquina fresadora de husillos múltiples, del 6 de Mayo de 2020, de DECKEL MAHO PFRONTEN GMBH: Máquina herramienta con: - un bastidor de máquina ; - una instalación de fijación de la pieza de trabajo para el empotramiento de una […]
 Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Máquina herramienta, del 27 de Febrero de 2020, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Máquina-herramienta con un bastidor de máquina que comprende una bancada de máquina que presenta un cuerpo de bancada de máquina que se extiende […]
Dispositivo de mecanizado, del 6 de Noviembre de 2019, de HOMAG GmbH: Dispositivo de mecanizado para mecanizar unas piezas de trabajo de madera, de materiales de trabajo derivados de la madera, de plástico o similares, con una […]
Máquina herramienta, del 5 de Noviembre de 2019, de ELHA-MASCHINENBAU LIEMKE KG: Máquina herramienta con varios grupos dispuestos unos sobre otros y/o unos junto a otros de husillos de herramientas que alojan una herramienta […]
Máquina herramienta y sistema de procesamiento de pieza de trabajo, del 23 de Octubre de 2019, de CITIZEN WATCH CO. LTD.: Una maquina herramienta que comprende: una pluralidad de modulos (M1, M2, M3, M4), cada uno incluye un soporte de pieza de trabajo que sostiene una pieza de trabajo […]
Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, del 11 de Septiembre de 2019, de Schirmer Maschinen GmbH: Dispositivo para el procesamiento de piezas de trabajo en forma de barra, como perfiles de ventana o perfiles de puerta, que se pueden desplazar mediante […]
Procedimiento y dispositivo para recubrir piezas de trabajo, del 4 de Septiembre de 2019, de HOMAG GmbH: Procedimiento para recubrir piezas de trabajo, que están compuestas preferiblemente al menos por secciones de madera, materiales derivados de la madera, plástico o similares, […]