Aparato para la distribución de material fusible.
Aparato para la distribución de material fusible, que comprende:
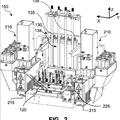
una sección de la tolva (24, 124) para recibir y almacenar por lo menos temporalmente el material, y
una sección de la rejilla de calentamiento (22, 122) para calentar el material, estando conectada la sección de la rejilla de calentamiento (22, 122) a la sección de la tolva (24, 124), y una sección del depósito (18, 118) para recibir y almacenar por lo menos temporalmente el material procedente de la sección de la rejilla de calentamiento (22, 122), estando conectada la sección del depósito (18, 118) a la sección de la rejilla de calentamiento (22, 122),
en el que la sección de la rejilla de calentamiento (22, 122) es acoplable de manera liberable a la sección de la tolva (24, 124) y a la sección del depósito (18, 118), caracterizado porque la sección de la tolva (24, 124) es basculante con respecto a la sección de la rejilla de calentamiento (22, 122).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07001853.
Solicitante: NORDSON CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 28601 CLEMENS ROAD WESTLAKE, OHIO 44145-1119 ESTADOS UNIDOS DE AMERICA.
Inventor/es: DITTMANN,RALF, FLUEGGEN,FOLKER DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05C11/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05C APARATOS PARA LA APLICACION DE MATERIALES FLUIDOS A LAS SUPERFICIES, EN GENERAL (aparatos de pulverización, aparatos de atomización, toberas o boquillas B05B; instalaciones para aplicar líquidos u otros materiales fluidos a objetos por pulverización electrostática B05B 5/08). › B05C 11/00 Partes constitutivas, detalles o accesorios no especificados en los grupos B05C 1/00 - B05C 9/00 (B05C 19/00 tiene prioridad; medios para manipular o mantener los artículos B05C 13/00; recintos para aparatos, cabinas B05C 15/00). › Almacenaje, suministro o regulación del líquido u otro material fluido; Recuperación del exceso de líquido u otro material fluido.
- B29B13/02 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 13/00 Acondicionamiento o tratamiento físico de las materias a trabajar (aspectos químicos C08J 3/00). › por calentamiento (B29B 13/06, B29B 13/08 tienen prioridad).
PDF original: ES-2524923_T3.pdf
Fragmento de la descripción:
Aparato para la distribución de material fusible 5 CAMPO DE LA INVENCIÓN
La presente invención se refiere a un aparato para la distribución de material fusible y, en particular, para la distribución de material termoplástico tal como adhesivo de fusión en caliente, de acuerdo con la reivindicación 1. La presente invención se refiere además a un procedimiento para mover una sección de la rejilla de calentamiento en 10 un aparato para la distribución de material fusible, de acuerdo con la reivindicación 18.
Se conocen aparatos y procedimientos del tipo mencionado anteriormente, por los documento US 2004/200858 A1,
US 6019255 y GB 1285906.
ANTECEDENTES DE LA INVENCIÓN
En la técnica anterior se conocen dispositivos de esta clase para la distribución de material fusible, en particular de material termoplástico tal como adhesivo de fusión en caliente. Los materiales termoplásticos o los denominados materiales de fusión en caliente han sido utilizados durante muchos años con diversos objetivos, incluyendo como 20 adhesivos en la fabricación de productos tales como pañales y en el envasado de productos. Originalmente, el material termoplástico se transformaba desde el estado sólido a un estado fundido en un tanque con paredes calientes. El material derretido se mantenía en estado fundido en el tanque, en un volumen suficiente para suministrar uno o varios aplicadores o distribuidores. Si el trabajo o la aplicación requerían un volumen sustancial de material de fusión en caliente, era necesario mantener un volumen sustancialmente grande de material en el estado 25 fundido o derretido, requiriéndose un tiempo prolongado de calentamiento o arranque del aparato, así como una exposición prolongada de, por lo menos, parte del material fundido a calentar y/u oxidar.
Para evitar estos problemas, se desarrollaron sistemas de suministro de fusión en caliente de tipo rejilla, en los que el material termoplástico sólido era almacenado en una tolva y derretido sobre la parte superior de una rejilla caliente 30 situada en la parte Inferior de la tolva. El material derretido pasaba a continuación a través de orificios en la rejilla hasta un depósito, desde el cual el material fundido era suministrado, mediante una bomba, a un distribuidor. Se da a conocer un sistema típico de suministro de fusión en caliente de tipo rejilla en la patente US 3 946 645.
Las rejillas de calentamiento de la técnica anterior eran esencialmente placas dotadas de una serie de orificios, en 35 ocasiones dotadas de aletas entre los orificios. El material termoplástico sobre la parte superior de la rejilla era calentado y derretido mediante la rejilla, y a continuación el material fundido fluía a través de los orificios desde la tolva hacia el depósito. El documento US 4 666 066 da a conocer otro fundidor de rejilla que comprende un depósito sobre el que está montada una rejilla caliente. Una tolva para recibir el material termoplástico sólido está montada sobre la rejilla caliente. En la parte inferior del depósito está montada por lo menos una bomba y un trayecto de flujo, 40 o conducto de flujo o colector desde la salida del depósito hasta la entrada de la bomba.
Cuando las rejillas no fundían con la rapidez y eficiencia deseadas el material termoplástico sólido en forma de ladrillos o bloques, tenían que ser reparadas o sustituidas. Las rejillas de fusión, tales como la que se da a conocer en el documento US 4 667 850, utilizaban originalmente cartuchos introducidos en las rejillas para proporcionar 45 calentamiento, y el fallo o la ineficiencia de la rejilla era imputable, en ocasiones, a un cartucho calentador averiado. Para evitar este problema, el diseño de las rejillas ha cambiado, y se ha moldeado en la rejilla un único elemento calentador continuo. Se ha utilizado este elemento calentador moldeado in situ, en lugar de múltiples cartuchos calentadores individuales. Los fundidores de rejilla con calentadores moldeados in situ, tales como los que se da a conocer en el documento US 4 771 920, son de fabricación más económica y tienen una vida útil más larga que los 50 fundidores de rejilla que tienen calentadores de tipo cartucho.
Si bien las rejillas de calentamiento con elementos de calentamiento moldeados han sido más fiables que las que utilizaban cartuchos, seguía siendo necesario reparar o sustituir de vez en cuando las rejillas de calentamiento. En ocasiones, era necesario extraer la rejilla para proporcionar acceso al depósito debajo de la rejilla, tal como cuando 55 un objeto extraño ha atravesado los orificios en la rejilla y ha caído al depósito. Dado que la rejilla formaba la parte inferior de la tolva, no ha sido posible extraer la rejilla sin extraer asimismo la tolva. Por lo tanto, la extracción de la rejilla para sustitución o reparación, o para la limpieza del depósito, requería que se desmontara todo el conjunto de la tolva.
Por los documentos US 5 680 961, US 5 680 963, US 5 699 938 y US 5 715 972 se conoce una rejilla de fusión para un sistema de suministro de material termoplástico, que tiene un diseño diferente de las rejillas de fusión mencionadas anteriormente. Dichas rejillas se fabricaban en forma de un bloque situado en la parte intermedia del fondo de la tolva. La rejilla estaba separada de las paredes laterales de la tolva. El diseño de estas rejillas de 5 calentamiento de la técnica anterior carece de orificios que se extiendan a través de la rejilla, dado que la rejilla cubre solamente una parte del fondo de la tolva. Por consiguiente, estas rejillas de la técnica anterior proporciona un espacio o separación entre la periferia de la rejilla y las paredes laterales interiores de la tolva, a los lados de la rejilla. Sin embargo, si se deseaba reparar o sustituir la rejilla, era necesario extraer la rejilla de la tolva levantándola a través de la tolva. Dado que la tolva es normalmente un tanque o tambor grande, puede ser difícil de extraer dicha 10 rejilla de la técnica anterior a través de la tolva. Además, para extraer la rejilla en dichos sistemas de la técnica anterior, siempre había que vaciar la tolva.
En la técnica anterior mencionada anteriormente, por ejemplo en el documento US 5 680 963, un colector de suministro se disponía habltualmente como parte del cuerpo o bloque que forma el depósito o bien en un bloque 15 independiente del depósito. El material termoplástico fundido fluye desde el depósito a través de conductos en el colector hasta una bomba, que puede estar situada en el bloque del colector o bien puede estar acoplada al bloque del colector. El material fundido es alimentado mediante la bomba desde el colector de suministro hasta un puerto de distribución, a través de tuberías en el colector o tuberías conectadas al colector. El bloque del colector, tal como los otros elementos del sistema suministro, se deberá calentar para mantener el material termoplástico fundido y la 20 temperatura deseada durante todo el proceso de suministro, y esto requiere que, por ejemplo, se coloquen cartuchos calentadores en el colector o que el colector tenga elementos calentadores moldeados in situ. Si fallan los elementos de calentamiento del colector moldeados in situ, es necesario sustituir todo el bloque del colector.
Además, los conductos del colector se pueden atascar o puede ser necesario reparar elementos del bloque del 25 colector, de manera que el colector debería ser extraíble a efectos de que poder ser reparado o sustituido cuando se requiera. Sin embargo, en la técnica anterior mencionada anteriormente la extracción del colector era complicaba, dado que el bloque del colector estaba normalmente unido a la sección del depósito mediante pernos o tornillos para proporcionar el encaje estanco necesario con el bloque del depósito.
Para superar los problemas antes mencionados cuando se necesita extraer el bloque del colector, el documento US 5 680 963 proporcionaba un arnés de soporte para soportar el conjunto del colector por debajo del bloque del depósito, arnés de soporte que estaba acoplado al fondo del bloque del depósito. Sin embargo, esta construcción conocida proporciona un elemento adicional, es decir, el arnés de soporte, y por lo tanto es más costosa que los otros sistemas de la técnica anterior antes mencionados.
Tal como se puede ver en la técnica anterior mencionada anteriormente, había por lo menos una bomba, montada independientemente del depósito, para bombear el material termoplástico fundido a través de una o varias mangueras de suministro que estaban conectadas a la bomba. Normalmente, se proporcionaba un conducto de flujo desde la salida del depósito hasta la entrada de la bomba, conducto de flujo que se denomina asimismo un colector 40 o un conjunto de colector.
Se... [Seguir leyendo]
Reivindicaciones:
1. Aparato para la distribución de material fusible, que comprende:
una sección de la tolva (24, 124) para recibir y almacenar por lo menos temporalmente el material, y
una sección de la rejilla de calentamiento (22, 122) para calentar el material, estando conectada la sección de la
rejilla de calentamiento (22, 122) a la sección de la tolva (24, 124), y una sección del depósito (18, 118) para recibir y almacenar por lo menos temporalmente el material procedente de la sección de la rejilla de calentamiento (22, 122), 10 estando conectada la sección del depósito (18, 118) a la sección de la rejilla de calentamiento (22, 122),
en el que la sección de la rejilla de calentamiento (22, 122) es acoplable de manera llberable a la sección de la tolva (24, 124) y a la sección del depósito (18, 118), caracterizado porque la sección de la tolva (24, 124) es basculante con respecto a la sección de la rejilla de calentamiento (22, 122).
2. El aparato según la reivindicación 1,
en el que la sección de la rejilla de calentamiento (22, 122) es acoplable de manera llberable a la sección de la tolva (24, 124) y/o a la sección del depósito (18, 118) mediante por lo menos un dispositivo de sujeción llberable (32, 132).
3. El aparato según, por lo menos, una de las reivindicaciones 1 a 2,
que comprende además una conexión (32, 132) entre la sección de la tolva (24, 124) y la sección del depósito (18,
118), de tal modo que la conexión (32, 132) fija la sección de la rejilla de calentamiento (22, 122) entre la sección de 25 la tolva (24, 124) y la sección del depósito (18, 118).
4. El aparato según la reivindicación 3,
en el que la conexión comprende, por lo menos, un dispositivo de sujeción (32, 132).
5. El aparato según, por lo menos, una de las reivindicaciones 1 a 4, que comprende además:
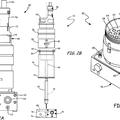
una sección del colector (12, 112, 112a, 112b) para recibir material procedente de la sección del depósito (18, 118) y para conectar la sección del depósito (18, 118) a un puerto de distribución (13), estando conectada la sección del 35 colector (12, 112, 112a, 112b) a la sección del depósito (18, 118),
caracterizado porque la sección del colector (12, 112, 112a, 112b) es liberable y acoplable directamente a la sección del depósito (18, 118) en un encaje estanco con la sección del depósito (18, 118).
6. El aparato según la reivindicación 5,
que comprende además una conexión integral (14, 20, 120a, 120b) entre la sección del colector (12, 112, 112a, 112b) y la sección del depósito (18, 118).
7. El aparato según la reivindicación 6,
en el que la conexión integral (14, 20, 120a, 120b) comprende una guía (20, 120a, 120b) para proporcionar la posibilidad de un movimiento deslizante de la sección del colector (12, 112, 112a, 112b) con respecto a la sección del depósito (18, 118).
8. El aparato según, por lo menos, una de las reivindicaciones 5 a 7,
en el que la sección del colector (12, 112, 112a, 112b) comprende un bloque de cola de pato (14) que es deslizante en una guía de cola de pato (20, 120a, 120b) en la sección del depósito (18, 118).
9. El aparato según, por lo menos, una de las reivindicaciones 5 a 8,
que comprende además una bomba (10, 110a, 110b) para bombear el material en la sección del colector (12, 112, 112a, 112b) al puerto de distribución (13), estando conectada la bomba (10, 110a, 110b) a la sección del colector
(12, 112, 112a, 112b) y siendo accionada mediante un eje de accionamiento (8, 108a, 108b) que está conectado a un motor de accionamiento (6, 106a, 106b).
en el que la sección del colector (12, 112, 112a, 112b) es desacoplable respecto de la sección del depósito (18, 118) 5 sin desconectarla sección del colector (12, 112, 112a, 112b) respecto del motor de accionamiento (6, 106a, 106b).
10. El aparato según la reivindicación 9,
en el que la sección del colector (12, 112, 112a, 112b) es desacoplable respecto de la sección del depósito (18, 118) 10 en una dirección sustancialmente paralela a un eje (16) de rotación del eje de accionamiento (8, 108a, 108b).
11. El aparato según las reivindicaciones 9 ó 10,
en el que una unidad que comprende el motor de accionamiento (6, 106a, 106b), el eje de accionamiento (8, 108a, 15 108b), la bomba (10, 110a, 110b) y la sección del colector (12, 112, 112a, 112b) es desplazable como un todo con respecto a la sección del depósito (18, 118) para desacoplar la sección del colector (12, 112, 112a, 112b) respecto de la sección del depósito (18, 118).
12. El aparato según, por lo menos, una de las reivindicaciones 9 a 11,
en el que el eje de accionamiento (8, 108a, 108b) comprende un acoplamiento de junta cardán y/o de eje acanalado (34).
13. El aparato según, por lo menos, una de las reivindicaciones 9 a 12,
en el que la sección del colector (12, 112, 112a, 112b) es desacoplable respecto de la sección del depósito (18, 118) en una dirección sustancialmente perpendicular a un eje (16) de rotación del eje de accionamiento (8, 108a, 108b).
14. El aparato según, por lo menos, una de las reivindicaciones 5 a 13,
en el que la sección del colector (12, 112, 112a, 112b) comprende por lo menos dos colectores de trabajo independientes (112a, 112b) y/o bombas (110a, 110b).
15. El aparato según la reivindicación 14,
en el que por lo menos un colector de trabajo (112a, 112b) y/o una bomba (110a, 110b) es encajable de manera deslizante con la sección del depósito (18, 118).
16. El aparato según las reivindicaciones 14 ó 15,
en el que por lo menos dos de los colectores de trabajo (112a, 112b) y/o de las bombas (110a, 110b) son deslizantes en sentidos opuestos.
17. El aparato según, por lo menos, una de las reivindicaciones 5 a 16,
en el que la sección del depósito (18, 118) comprende por lo menos un depósito (140) y por lo menos un canal sustancialmente recto (142, 144) para conectar el depósito (140) con una sección del colector asociada (12, 112, 112a, 112b) por debajo de la sección del depósito (18, 118).
18. Un procedimiento para acoplar una sección de la rejilla de calentamiento (22, 122) en un aparato (1,
101) para la distribución de material fusible, que comprende las etapas de:
colocar la sección déla rejilla de calentamiento entre una sección déla tolva (24, 124) para recibir y almacenar por lo menos temporalmente el material, y una sección del depósito (18, 118) para recibir y almacenar por lo menos el 55 material a recibir desde la sección de la rejilla de calentamiento (22, 122),
acoplar de manera liberable la sección de la rejilla de calentamiento (22, 122) a la sección de la tolva (24, 124), y acoplar de manera liberable la sección de la rejilla de calentamiento (22, 122) a la sección del depósito (18, 118)
extraer la sección de la rejilla de calentamiento (22, 122) mediante bascular en primer lugar a lo lejos la sección de la tolva (24, 124) respecto de la sección de la rejilla de calentamiento (22, 122), y sacar a continuación la sección de la rejilla de calentamiento (22, 122) alejándola de la sección del depósito (18, 118).
19. El procedimiento según la reivindicación 18, que comprende además las etapas de:
empujar la sección de la rejilla de calentamiento (22, 122) entre la sección de la tolva (24, 124) y la sección del depósito (18, 118), mediante la utilización de la sección de la tolva (24, 124) y la sección del depósito (18, 118).
20. El procedimiento según la reivindicación 19, que comprende además las etapas de:
sujetar la sección de la rejilla de calentamiento (22, 122) entre la sección de la tolva (24, 124) y la sección del depósito (18, 118), mediante la utilización de un dispositivo de sujeción que conecta la sección de la tolva (24, 124) y la sección del depósito (18, 118).
21. El procedimiento según, por lo menos, una de las reivindicaciones 18 a 20, que comprende además las etapas de:
acoplar de manera liberable una sección del colector (12, 112, 112a, 112b) en un encaje estanco con la sección del 20 depósito (18, 118).
22. El procedimiento según la reivindicación 21, que comprende además las etapas de:
realizar un movimiento deslizante de la sección del colector (12, 112, 112a, 112b) con respecto a la sección del 25 depósito (18, 118) cuando se desplaza la sección del colector (12, 112, 112a, 112b) con respecto a la sección del depósito (18, 118).
23. El procedimiento según la reivindicación 22, que comprende además las etapas de:
utilizar una conexión de cola de pato entre la sección del colector (12, 112, 112a, 112b) y la sección del depósito (18, 118) para proporcionar un encaje deslizante entre la sección del colector (12, 112, 112a, 112b) y la sección del depósito (18, 118).
Patentes similares o relacionadas:
Procedimiento y aparato para enfriar y acondicionar un molde, del 22 de Abril de 2020, de Pegaso Industries S.p.A: Un procedimiento para enfriar y acondicionar un molde de una unidad de moldeo de materiales plásticos, que comprende los pasos de: - […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Dispositivo y procedimiento para suministrar un fluido, en particular adhesivo termofusible, del 19 de Febrero de 2020, de NORDSON CORPORATION: Un dispositivo para suministrar un fluido, en particular adhesivo termofusible, que comprende un miembro de base que tiene un orificio de entrada para recibir […]
 Sistema y método para impresión en 3D, del 29 de Enero de 2020, de Stratasys Ltd: Un sistema de fabricación aditiva (FA) que comprende:
una base móvil que comprende:
un conjunto de precalentamiento que […]
Sistema y método para impresión en 3D, del 29 de Enero de 2020, de Stratasys Ltd: Un sistema de fabricación aditiva (FA) que comprende:
una base móvil que comprende:
un conjunto de precalentamiento que […]
Instalación, horno y procedimiento de calentamiento de tubos preforma previo a su orientación molecular, del 29 de Enero de 2020, de MOLECOR TECNOLOGÍA, S. L: La instalación comprende un horno que está dotado de unos apoyos giratorios ubicados en disposición paralela sobre los queapoyan y giran unos […]
Proceso de infusión de resina para la fabricación de materiales compuestos reforzados con fibra, del 6 de Noviembre de 2019, de Cytec Industries Inc: Un método de infusión de resina que comprende: (a) proporcionar una composición de resina curable en forma de un bloque de resina congelada […]
 Crisol, del 18 de Septiembre de 2019, de GRACO MINNESOTA INC.: Un sistema de fusión capaz de calentar pelets termofusibles para convertirlos en un líquido, comprendiendo el sistema de fusión :
un crisol […]
Crisol, del 18 de Septiembre de 2019, de GRACO MINNESOTA INC.: Un sistema de fusión capaz de calentar pelets termofusibles para convertirlos en un líquido, comprendiendo el sistema de fusión :
un crisol […]
 Sistema y método para procesar plástico, del 28 de Agosto de 2019, de Polywaste Intellectual Property Limited: Un sistema para procesar plástico en donde, en uso, el sistema se adapta para el calentamiento friccional del plástico, el sistema comprende:
[…]
Sistema y método para procesar plástico, del 28 de Agosto de 2019, de Polywaste Intellectual Property Limited: Un sistema para procesar plástico en donde, en uso, el sistema se adapta para el calentamiento friccional del plástico, el sistema comprende:
[…]