Procedimiento para producir un conjunto rueda-neumático y producto así obtenido.
Procedimiento para producir una rueda (1) y un neumático (2) que comprende los pasos de proporcionar una rueda (1) y moldear un neumático (2) en la rueda (1),
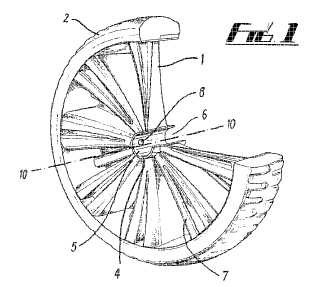
colocar un molde (13) sobre la rueda (1) de manera que, entre una superficie interior del molde (13) y una llanta de la rueda, se forma una cavidad (14) destinada a recibir material para formar el neumático, caracterizado porque la rueda (1) está provista de una entrada (8) que está en conexión fluida, mediante un conducto (9) a una salida (12) prevista en la llanta de la rueda, inyectándose en la entrada (8) material para formar el neumático (2).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2010/050943.
Solicitante: Capak Ltd.
Nacionalidad solicitante: Reino Unido.
Dirección: 2 Swan Lane, Bunbury Tarporley Cheshire CW6 9RA REINO UNIDO.
Inventor/es: ANDREWS,M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D30/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Neumáticos o sus partes constitutivas.
- B60C7/00 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › Neumáticos no inflables o bandas macizas (B60C 1/00 tiene prioridad).
PDF original: ES-2449584_T3.pdf
Fragmento de la descripción:
Procedimiento para producir un conjunto rueda-neumático y producto así obtenido La presente invención se refiere a un procedimiento para producir una rueda con un neumático.
La presente invención también se refiere a una rueda con un neumático.
Actualmente en la fabricación de ruedas, se producen las ruedas y los neumáticos cada uno por separado y posteriormente los neumáticos se montan en las ruedas. Dado que la rueda y el neumático se fabrican separadamente, los costes de producción, almacenamiento, transporte y montaje de las ruedas así producidas son altos.
En las ruedas actuales, la llanta de la rueda está provista en sus dos lados de unos talones opuestos que sobresalen en dirección radial. Los talones y la llanta definen una zona hueca interior. La zona hueca interior permite ajustar el neumático a la rueda.
Cuando se utilizan neumáticos macizos o 'a prueba de pinchazos', tales como aquellos de poliuretano espumado, actualmente éstos deben ajustarse a los diseños de rueda ya existentes. Esto supone una desventaja, ya que el neumático debe llenar la zona hueca interior. Esto hace que sea necesario emplear una cantidad innecesariamente grande de material para neumáticos, lo que lleva a una producción ineficaz y, por consiguiente, cara.
En la fabricación de neumáticos de poliuretano es conocido el método de inyectar poliuretano en un molde, en el cual a continuación se conforma un neumático. Durante la inyección del poliuretano, el molde se hace girar con el fin de favorecer la correcta formación del neumático en su interior. Sin embargo, un problema de este método es que en el centro del neumático se genera un exceso de material de poliuretano espumado mientras éste se somete a una reacción de formación de espuma. La fuerza centrífuga producida por el giro del molde no basta para impedirlo. Por consiguiente, es necesario recortar el exceso de material de poliuretano espumado del centro de los neumáticos.
El documento US 4379104 A describe un procedimiento para fabricar una rueda y un neumático donde se proporciona una rueda y el neumático se moldea en la rueda, procedimiento que comprende el paso de colocar un molde sobre la rueda de manera que, entre una superficie interior del molde y una llanta de la rueda, se forme una cavidad destinada a recibir el material que forma el neumático.
El material que forma la espuma sintética se introduce en la cavidad del molde a través de unos conductos y unos distribuidores dispuestos en las paredes del molde.
En este documento no se describe el paso de resina a través de conductos presentes en la rueda.
La presente invención tiene el objetivo de superar los problemas arriba indicados.
Según un primer aspecto de la invención, se proporciona un procedimiento para producir una rueda y un neumático tal como se define en la reivindicación 1, comprendiendo el procedimiento los pasos de proporcionar una rueda y moldear un neumático en la rueda, de colocar un molde sobre la rueda de manera que entre una superficie interior del molde y una llanta de la rueda se forme una cavidad destinada a recibir el material para formar el neumático, caracterizado porque la rueda está provista de una entrada conectada por un conducto de manera que permite el paso de fluidos a una salida prevista en la llanta de la rueda, inyectándose en la entrada el material para formar el neumático.
Según un segundo aspecto de la invención, se proporcionan una rueda y un neumático tal como se define en la reivindicación 11, producidos de acuerdo con el primer aspecto de la invención.
En las reivindicaciones dependientes se definen realizaciones preferentes de la invención.
Dado que el neumático y la rueda no se fabrican por separado, se logra un ahorro en inventario, gastos de montaje y transporte.
Preferentemente, la cavidad define la forma del neumático a moldear, es decir define el 'negativo' de la forma deseada para el neumático. El material para formar el neumático puede introducirse en el molde en forma líquida y dejarse solidificar en el molde para formar un neumático unido a la rueda. A continuación puede retirarse el molde.
Cuando el molde se coloca sobre la rueda, preferentemente éste esencialmente se extiende alrededor de la circunferencia de la rueda, con mayor preferencia se extiende por completo alrededor de la circunferencia de la rueda.
Preferentemente, la rueda incluye un cubo. En este caso, la entrada está situada preferentemente en el cubo.
Preferentemente, la rueda tiene una llanta en esencia plana. En este caso, es preferible que la llanta de la rueda no tenga talones. Cuando se moldean neumáticos macizos o 'a prueba de pinchazos', esto resulta en un ahorro en el material de los neumáticos, ya que la rueda no tiene una zona hueca interior que haya de ser llenada por el neumático.
La rueda puede estar provista de una pluralidad de tales entradas y salidas. En este caso, preferentemente cada entrada está conectada por un conducto respectivo, de manera que permite el paso de fluidos, a una salida respectiva. Si existe una pluralidad de salidas, preferentemente éstas están repartidas alrededor de la llanta de la rueda.
La rueda puede tener al menos un alma para proporcionarle resistencia y rigidez, la cual se extiende radialmente básicamente desde el centro de la rueda hasta la llanta. Cuando la rueda incluye un cubo, preferentemente la o las almas se extienden en dirección radial desde el cubo hasta la llanta. Preferentemente, la rueda tiene una pluralidad de tales almas que se extienden en cada caso radialmente hasta puntos distribuidos alrededor de la llanta.
Preferentemente el conducto está alojado dentro de la al menos un alma. Cuando existe una pluralidad de tales almas y una pluralidad de conductos, cada conducto está alojado preferentemente dentro de un alma respectiva. En este caso, cada conducto se extiende preferentemente desde una entrada prevista en el cubo, a través de un alma respectiva, hasta una salida prevista en la llanta de la rueda.
Preferentemente la llanta de rueda está provista de un saliente, en especial que sobresale desde la llanta en dirección radial hacia fuera. Preferentemente, el saliente se extiende circunferencialmente alrededor de la llanta. El saliente preferentemente es parte integral de la rueda.
El saliente puede tener cualquier forma adecuada. El saliente puede tener una sección transversal en forma de T, con un primer elemento que se extiende desde la llanta en dirección radial y termina en una intersección con un segundo elemento unido en una pieza al primer elemento y perpendicular al mismo.
La rueda puede utilizarse en cualquier aplicación, preferentemente para carretillas. Preferentemente la rueda se moldea por inyección a partir de una poliolefina, pero puede ser de cualquier material adecuado, incluido el acero.
La rueda es preferentemente circular.
El neumático es preferentemente un neumático macizo, es decir un neumático sin cámara 'a prueba de pinchazos'. El neumático puede ser de cualquier material espumado, pero preferentemente comprende poliuretano espumado.
Preferentemente, la entrada tiene conectado un tubo de manera que permita el paso de fluidos, inyectándose el material para formar el neumático preferentemente en la entrada a través del tubo. En este caso, preferentemente una boquilla del tubo está conectada mediante un ajuste deslizante hermético a uno de dichos extremos del cubo. Se introduce un pasador preferentemente en el cubo desde el otro extremo del mismo. Esto hace que se cierre este extremo del cubo y deja un pequeño espacio en el cubo donde puede entrar el material para formar el neumático. Esto asegura que dicho material pase por la entrada.
El procedimiento de moldeo puede comprender calentar un elastómero termoplástico hasta formar un líquido, inyectar el líquido en la entrada de manera que se introduzca en la cavidad y enfriar y/o endurecer el líquido dentro de la cavidad, donde se solidifica con la forma deseada para el neumático.
Alternativa o adicionalmente, el procedimiento de moldeo puede comprender una reacción de termoendurecimiento. En este caso, preferentemente en la entrada se inyectan como mínimo dos componentes líquidos endurecibles de forma que éstos pasan a la cavidad para formar el neumático.
Preferentemente, los como mínimo dos componentes líquidos endurecibles se inyectan en la entrada a través del citado tubo y preferentemente se premezclan.
Cuando los como mínimo dos componentes líquidos endurecibles se mezclan, preferentemente reaccionan entre sí y luego se endurecen dentro de la cavidad para formar el neumático.
Si la rueda... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para producir una rueda (1) y un neumático (2) que comprende los pasos de proporcionar una rueda (1) y moldear un neumático (2) en la rueda (1) , colocar un molde (13) sobre la rueda (1) de manera que, entre una superficie interior del molde (13) y una llanta de la rueda, se forma una cavidad (14) destinada a recibir material para formar el neumático, caracterizado porque la rueda (1) está provista de una entrada (8) que está en conexión fluida, mediante un conducto (9) a una salida (12) prevista en la llanta de la rueda, inyectándose en la entrada (8) material para formar el neumático (2) .
2. Procedimiento para producir una rueda según la reivindicación 1, caracterizado porque la cavidad (14) define la forma del neumático (2) a moldear.
3. Procedimiento para producir una rueda según una de las reivindicaciones 1 o 2, caracterizado porque el material para formar el neumático se introduce en el molde (13) en forma líquida y se deja solidificar en el molde (13) para formar un neumático (2) unido a la rueda (1) .
4. Procedimiento para producir una rueda según cualquiera de las reivindicaciones anteriores, caracterizado porque, cuando el molde (13) se coloca sobre la rueda (1) , éste se extiende esencialmente alrededor de la circunferencia de la rueda (1) .
5. Procedimiento para producir una rueda según cualquiera de las reivindicaciones anteriores, caracterizado porque la rueda (1) comprende un cubo (4) y la entrada (8) está situada en el cubo (4) .
6. Procedimiento para producir una rueda según cualquiera de las reivindicaciones anteriores, caracterizado porque la entrada (8) está prevista en un punto situado esencialmente en el centro de la rueda (1) .
7. Procedimiento para producir una rueda según cualquiera de las reivindicaciones anteriores, caracterizado porque la rueda (1) está provista de una pluralidad de dichas entradas (8) y salidas (12) .
8. Procedimiento para producir una rueda según la reivindicación 7, caracterizado porque las salidas (12) están distribuidas alrededor de la llanta de la rueda (1) .
9. Procedimiento para producir una rueda según una de las reivindicaciones 7 u 8, caracterizado porque cada entrada (8) está conectada mediante un conducto (9) respectivo de manera que permite el paso de fluidos a una salida (12) respectiva.
10. Procedimiento para producir una rueda según cualquiera de las reivindicaciones anteriores, caracterizado porque un tubo (15) está conectado de manera que permite el paso de fluidos a la entrada (8) , inyectándose el material para formar el neumático en la entrada (8) a través del tubo (15) .
11. Rueda (1) y neumático (2) producidos según cualquiera de las reivindicaciones anteriores.
Patentes similares o relacionadas:
Unidad de fuerza de cierre, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Unidad de fuerza de cierre para el espacio de tratamiento de una máquina de vulcanización de neumáticos , que presenta una placa base , […]
Fijaciòn de posición en altura de una cámara de tratamiento, del 15 de Abril de 2020, de HARBURG-FREUDENBERGER MASCHINENBAU GMBH: Fijación de posición en altura de una cámara de tratamiento en el interior de una máquina de vulcanización de neumáticos para la fijación de elementos de […]
Molde de fabricación de neumático multicámara, del 25 de Diciembre de 2019, de Chengdu Youyang Electromechanical Product Design Co. Ltd: Un molde de fabricación de neumáticos multicámara que comprende una placa superior de sujeción y una placa inferior de sujeción; […]
Neumático que tiene capas múltiples de agente de sellado incorporadas y preparación del mismo, del 2 de Octubre de 2019, de Triangle Tyre Co., Ltd: Un neumático con un agente de sellado de pinchazo incorporado que comprende: una carcasa de neumático de soporte formada por una o más capas […]
Máquina de limpieza de pared lateral para molde de curado de neumáticos, del 24 de Julio de 2019, de Lang Yuzer Otomotiv Yan Sanayi ve Ticaret Anonim Sirketi: Una máquina de limpieza para moldes laterales de curado de neumáticos que comprende: una cesta , una base rotacional que está montada dentro de la misma, […]
Composición de caucho curable, del 8 de Mayo de 2019, de Arlanxeo Netherlands B.V: Una composición de caucho que contiene, basándose en partes en peso por 100 partes en peso de caucho (phr): (A) 20 - 50 phr de un copolímero de etileno, al menos […]
Agente de liberación de molde, del 6 de Mayo de 2019, de ILLINOIS TOOL WORKS INC.: Una composición de liberación de molde para forma un recubrimiento en una superficie del molde, comprendiendo la composición un polisiloxano que tiene la fórmula […]
Válvula de ventilación de aire, del 4 de Marzo de 2019, de Wd Racing Oy: Válvula de ventilación de aire para eliminar el aire de un molde de vulcanización de un neumático de vehículo, cuya válvula de ventilación de aire comprende […]