PROCEDIMIENTO Y SISTEMA DE CONTROL DE CALIDAD DE UN CORDON DE SOLDADURA.
Procedimiento y sistema de control de calidad de un cordón de soldadura.
La invención concierne a un procedimiento y a un sistema de control de calidad de un cordón de soldadura entre dos chapas de acero para la fabricación de una plancha destinada a ser conformada por estampación. Se trata de un control remoto que se realiza durante el proceso de soldadura y comprende una primera etapa de detección y estimación cuantitativa de la presencia de aluminio a lo largo del cordón de soldadura, seguido de una etapa de clasificación en la que se establecen al menos dos grados de calidad de la soldadura, aceptable y no aceptable, en función del contenido de aluminio hallado.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201030561.
Solicitante: AUTOTECH ENGINEERING, AIE.
Nacionalidad solicitante: España.
Inventor/es: COBO GARCIA,ADOLFO, VALDIANDE GUTIERREZ,JOSE JULIAN, VILA FERRER,ELISENDA, GARCIA,MICHEL, MIRAPEIX SERRANO,Jesus Maria.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06).
Fragmento de la descripción:
"Procedimiento y sistema de control de calidad de un cordón de soldadura"
Sector técnico de la invención La presente invención se refiere a un procedimiento y a un sistema de control de calidad de un cordón de soldadura entre dos chapas de acero para la fabricación de una plancha destinada a ser conformada por estampación.
Antecedentes de la invención En el sector de la automoción, y más particularmente, en la fabricación de piezas de estructuras o de seguridad para un vehículo automóvil, como por ejemplo largueros de parachoques o las piezas de refuerzo de las puertas o las de refuerzo de montante de vano, es habitual estampar planchas a partir de dos o más chapas laminadas de acero unidas entre sí por uno de sus bordes mediante soldadura. De este modo, cada chapa de la que se compone la plancha puede tener una estructu-ra de acero y un grosor determinados acorde con las solicitaciones mecánicas de resistencia y alargamiento para cada parte de la pieza. Una vez soldadas las cha-pas, la plancha, puede ser sometida a un tratamiento térmico seguido de temple durante la operación de estampación.
Las citadas piezas no sólo deben tener una gran resistencia mecánica si-no también una buena resistencia a la corrosión, por lo que las chapas de acero están provistas de un recubrimiento externo de protección de la superficie a base de una aleación metálica cuyo componente mayoritario es el aluminio. El recubri-miento externo de esta aleación metálica contribuye a la resistencia de la plancha al tratamiento térmico y a la operación de estampación en caliente, evitando fenóme-nos de oxidación y descarburación. No obstante, antes de proceder a la unión por soldadura de las chapas, es aconsejable eliminar parte del recubrimiento de la aleación de aluminio en las caras de las chapas, en particular, en aquellas zonas contiguas al borde que va a unirse por soldadura al borde de la otra chapa, al objeto de evitar la formación de zonas intermetálicas no deseadas que serían el resultado del refundido del recubrimiento durante la operación de soldadura seguido de un tratamiento térmico en vistas de un temple. Dichas zonas intermetálicas son zonas candidatas al inicio de una ruptura y por ello ha de evitarse su formación.
La eliminación parcial del recubrimiento externo a base de la aleación me-tálica de aluminio se puede realizar por mediante cepillado metálico. Ahora bien, esta eliminación en las zonas contiguas a los bordes de unión entre las chapas para evitar que pase al material refundido durante la soldadura no es fácil de controlar con los medios habituales ya que ha de eliminarse la suficiente cantidad para ga-rantizar una soldadura eficaz pero dejar el suficiente recubrimiento para asegurar su resistencia frente a la corrosión. Por ello, parece que para asegurar una eliminación parcial controlada del recubrimiento externo, ésta ha de realizarse por ablación con láser, lo que encarece el procedimiento de fabricación de la plancha.
Es un objetivo principal de la invención dar a conocer un procedimiento que permita controlar adecuadamente la calidad de los cordones de soldadura realiza-dos en las planchas destinadas a ser estampadas, independientemente del método utilizado para la eliminación parcial del recubrimiento externo de las chapas.
Explicación de la invención Con objeto de aportar una solución a los problemas planteados, se da a co-nocer un procedimiento de control de calidad de un cordón de soldadura entre dos chapas de acero para la fabricación de una plancha destinada a ser conformada por estampación.
En esencia, el procedimiento objeto de la invención se caracteriza porque es un control remoto que se realiza durante el proceso de soldadura y comprende una primera etapa de detección y estimación cuantitativa de la presencia de aluminio a lo largo del cordón de soldadura, seguido de una etapa de clasificación en la que se establecen al menos dos grados de calidad de la soldadura, aceptable y no acepta-ble, en función del contenido de aluminio hallado.
Según otra característica de la invención, el procedimiento comprende las siguientes etapas:
a) analizar en varios puntos del cordón de soldadura las longitudes de onda emitidas por la luz generada por el plasma térmico generado al soldar, dentro de una porción del espectro que comprende la longitud de onda del aluminio, detec-tando si el aluminio está o no presente, estimando la cantidad de aluminio y calcu-lando un índice de aluminio correspondiente a un nivel de aluminio determinado en dichos puntos,b) calcular el valor del promedio de los índices de aluminio de los puntos del Según un cuarto aspecto de la invención, se da a conocer un sistema de Según otra característica del sistema, la unidad optoelectrónica compren-
cordón de soldadura,
e) comparar el valor del promedio obtenido con al menos un primer valor de
referencia, y
5 d) clasificar la calidad del cordón de soldadura como aceptable si el valor del
promedio es inferior o igual al primer valor de referencia, y como inaceptable si el
valor del promedio es superior al primer valor de referencia.
Conforme a otra característica de la invención, el valor del promedio obteni-
do en la etapa b) se compara con un segundo valor de referencia, inferior al primer
1 O valor de referencia, y se clasifica la calidad del cordón de soldadura como "buena"
si el valor promedio es igual o inferior al segundo valor de referencia.
Según un segundo aspecto de la invención, se da a conocer un procedi-
miento de fabricación de una plancha destinada a ser conformada por estampación,
a partir de dos chapas de acero unidas entre sí por uno de sus bordes mediante
15 soldadura y que comprenden un recubrimiento externo de protección de la superfi-
cie a estampar, siendo dicho recubrimiento una aleación metálica con aluminio co-
mo componente mayoritario. Dicho procedimiento de fabricación comprende las
siguientes etapas:
a) en cada chapa, eliminar al menos parcialmente el recubrimiento externo
20 de protección de la zona que queda contigua al borde destinado a la unión con la
otra chapa, en al menos una de las caras recubiertas de cada chapa,
b) colocar las dos chapas enfrentadas por sus bordes destinados a la
unión por soldadura,
e) realizar al menos un cordón de soldadura entre las chapas mediante un
25 proceso de soldadura que produzca un plasma térmico,
y se caracteriza porque durante el proceso de soldadura se realiza un con-
trol de calidad remoto a lo largo de cada cordón de soldadura según el procedimien-
to de control de calidad definido anteriormente.
Según un tercer aspecto de la invención, se da a conocer la utilización de
30 una plancha producida según el procedimiento anteriormente descrito y con una
clasificación de soldadura aceptable, para la fabricación de piezas de estructuras o
de seguridad para un vehículo automóvil.control de calidad remoto de un cordón de soldadura. En esencia, el sistema de la
invención se caracteriza porque comprende:
- un dispositivo de captación de la luz emitida por el plasma de soldadura
5 durante la realización del cordón,
- una unidad optoelectrónica que comprende un dispositivo de espectros-
copía de emisión de plasma de soldadura, destinado a obtener una señal óptica de
la radiación luminosa, captada por el dispositivo de captación, en una porción del
espectro que comprende la longitud de onda del aluminio, y una unidad de análisis
1 O y procesado, destinada a analizar espectrométricamente la señal óptica obtenida en
varios puntos a lo largo del cordón de soldadura, detectar en cada punto la presen-
cia del aluminio, estimar la cantidad de aluminio presente en ellos, asignar en cada
punto un índice de aluminio en función de la cantidad de aluminio estimada, calcular
el valor del promedio de los índices de aluminio en el cordón de soldadura, compa-
15 rar dicho valor promedio con al menos un primer valor de referencia y clasificar la
calidad del cordón de soldadura como aceptable, si el valor del promedio es inferior
o igual al primer valor de referencia, o como inaceptable si el valor del promedio es
superior al primer valor de referencia, y
- unos medios de conexión entre el dispositivo de captación y la unidad
20 optoelectrónica.
Según otra característica del sistema objeto de la invención, la unidad de
procesado compara el valor del promedio obtenido en la etapa con un segundo va-
lor de referencia, inferior al primer valor de referencia, y clasifica la calidad del cor-
dón de soldadura como buena si el valor promedio es igual o inferior...
Reivindicaciones:
1. Procedimiento de control de calidad de un cordón de soldadura (5) en-
tre dos chapas (2, 2') de acero para la fabricación de una plancha (1) destinada a
5 ser conformada por estampación, caracterizado porque es un control remoto que se
realiza durante el proceso de soldadura y comprende una primera etapa de detec-
ción y estimación cuantitativa de la presencia de aluminio a lo largo del cordón de
soldadura, seguido de una etapa de clasificación en la que se establecen al menos
dos grados de calidad de la soldadura, aceptable y no aceptable, en función del
1 O contenido de aluminio hallado.
2. Procedimiento de control de calidad de un cordón de soldadura (5) se-
gún la reivindicación 1, caracterizado porque comprende las siguientes etapas:
a) analizar en varios puntos del cordón de soldadura las longitudes de on-
15 da emitidas por la luz generada por el plasma térmico generado al soldar, dentro de
una porción del espectro que comprende la longitud de onda del aluminio, detec-
tando si el aluminio está o no presente y en su caso, estimando la cantidad de alu-
minio y calculando un índice de aluminio correspondiente a un nivel de aluminio
determinado en dichos puntos,
20 b) calcular el valor del promedio de los índices de aluminio de los puntos
del cordón de soldadura,
e) comparar el valor del promedio obtenido con al menos un primer valor
de referencia, y
d) clasificar la calidad del cordón de soldadura como aceptable si el valor
25 del promedio es inferior o igual al primer valor de referencia, y como inaceptable si
el valor del promedio es superior al primer valor de referencia.
3. Procedimiento de control de calidad de un cordón de soldadura (5) se-
gún la reivindicación 2, caracterizado porque el valor del promedio obtenido en la
30 etapa b) se compara con un segundo valor de referencia, inferior al primer valor de
referencia, y se clasifica la calidad del cordón de soldadura como "buena" si el valor
promedio es igual o inferior al segundo valor de referencia.
4. Procedimiento de fabricación de una plancha (1) destinada a ser con-
formada por estampación, a partir de dos chapas (2, 2') de acero unidas entre sí por
uno de sus bordes (6, 6') mediante soldadura y que comprenden un recubrimiento
externo de protección (3) de la superficie a estampar, siendo dicho recubrimiento
5 una aleación metálica con aluminio como componente mayoritario, que comprende
las siguientes etapas:
a) en cada chapa, eliminar al menos parcialmente el recubrimiento externo
de protección de la zona (4) que queda contigua al borde destinado a la unión con
la otra chapa, en al menos una de las caras recubiertas de cada chapa,
1 O b) colocar las dos chapas enfrentadas por sus bordes destinados a la
unión por soldadura,
e) realizar al menos un cordón de soldadura (5) entre las chapas mediante
un proceso de soldadura que produzca un plasma térmico,
caracterizado porque durante el proceso de soldadura se realiza un control
15 de calidad remoto a lo largo de cada cordón de soldadura según el procedimiento
definido en una cualquiera de las reivindicaciones 1 a 3.
5. Utilización de una plancha (1) producida según el procedimiento de la
reivindicación 4 con una clasificación de soldadura aceptable, para la fabricación de
20 piezas de estructuras o de seguridad para un vehículo automóvil.
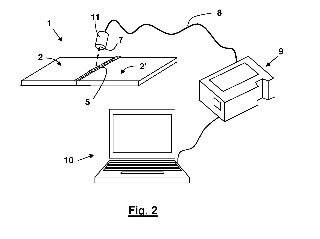
6. Sistema de control de calidad remoto de un cordón de soldadura (5) ,
caracterizado porque comprende:
- un dispositivo de captación (7) de la luz emitida por el plasma de solda-
25 dura durante la realización del cordón,
- una unidad optoelectrónica que comprende un dispositivo de espectros-
copía (9) de emisión de plasma de soldadura, destinado a obtener una señal óptica
de la radiación luminosa, captada por el dispositivo de captación, en una porción del
espectro que comprende la longitud de onda del aluminio, y una unidad de análisis
30 y procesado (1 0) , destinada a analizar espectrométricamente la señal óptica obte-
nida en varios puntos a lo largo del cordón de soldadura, detectar en cada punto la
presencia del aluminio, estimar la cantidad de aluminio presente en ellos, asignar
en cada punto un índice de aluminio en función de la cantidad de aluminio estima-
da, calcular el valor del promedio de los índices de aluminio en el cordón de solda-dura, comparar dicho valor promedio con al menos un primer valor de referencia y
clasificar la calidad del cordón de soldadura como aceptable, si el valor del prome-
dio es inferior o igual al primer valor de referencia, o como inaceptable si el valor del
promedio es superior al primer valor de referencia, y
5 -unos medios de conexión entre el dispositivo de captación y la unidad
optoelectrónica.
7. Sistema de control de calidad remoto según la reivindicación 6, carac-
terizado porque la unidad de procesado (1 O) compara el valor del promedio obteni-
1 O do en la etapa con un segundo valor de referencia, inferior al primer valor de refe-
rencia, y se clasifica la calidad del cordón de soldadura (5) como buena si el valor
promedio es igual o inferior al segundo valor de referencia.
8. Sistema para el control de calidad remoto según la reivindicación 6 ó 7,
15 caracterizado porque la unidad de análisis y procesado (1 O) es un ordenador.
9. Sistema de control de calidad remoto según una cualquiera de las rei-
vindicaciones 6 a 8, caracterizado porque los medios de conexión están constitui-
dos por una porción de fibra óptica (8) .
20
10. Sistema de control de calidad remoto según una cualquiera de las rei-
vindicaciones 6 a 9, caracterizado porque la unidad optoelectrónica comprende un
elemento de interfaz de usuario para monitorizar los resultados del análisis realiza-
do por la unidad de análisis y procesado (1 0) .
25
11. Sistema de control de calidad remoto según una cualquiera de las rei-
vindicaciones 6 a 1 O, caracterizado porque la unidad optoelectrónica comprende un
elemento de interacción con el proceso de soldadura, adaptado para señalizar si-
tuaciones detectadas por la unidad de análisis y procesado (1 O) que puedan reque-
30 rir la parada del proceso de soldadura en función de la calidad del cordón de solda-
dura (5) .12. Sistema de control de calidad remoto según una cualquiera de las rei-
vindicaciones 6 a 11, caracterizado porque el dispositivo de espectroscopía (9) y la
unidad de análisis y procesado (1 O) están contenidos en una misma caja o cavidad
de protección.
5
13. Sistema de control de calidad remoto según las reivindicaciones 1 O a
12, caracterizado porque el dispositivo de espectroscopía (9) , la unidad de análisis
y procesado (1 0) , el elemento de interfaz de usuario y el elemento de interacción
con el proceso de soldadura están contenidos en una misma caja o cavidad de pro-
1 O
tección.
Patentes similares o relacionadas:
Sistemas portátiles de enfriamiento de soldadura, del 29 de Abril de 2020, de Fast Fusion, LLC: Un sistema portátil de enfriamiento de soldadura que comprende: una pluralidad de instrumentos de enfriamiento de soldadura; dicha pluralidad de instrumentos […]
Sistema de control para sistemas de soldadura, del 25 de Diciembre de 2019, de Trafimet Group S.p.A: Sistema de soldadura y/o corte que comprende un generador , una unidad de soldadura y/o corte , un elemento de conexión adaptado para conectar dicha […]
Módulo de soldadura para soldar dos carriles de una vía, del 11 de Diciembre de 2019, de Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H: Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre […]
Boquilla para el corte por láser con un elemento móvil interno y manguito de baja permitividad relativa; procedimiento de corte con haz láser de una pieza metálica que usa tal boquilla, del 4 de Diciembre de 2019, de L'AIR LIQUIDE, SOCIETE ANONYME POUR L'ETUDE ET L'EXPLOITATION DES PROCEDES GEORGES CLAUDE: Boquilla de corte por láser que comprende: - un cuerpo de boquilla que comprende un primer alojamiento axial pasante axialmente por dicho cuerpo de […]
Dispositivo que tiene enfriamiento de dispositivo supervisado, del 18 de Septiembre de 2019, de FRONIUS INTERNATIONAL GMBH: Dispositivo para provisión de energía eléctrica, donde el dispositivo comprende: sensores de temperatura integrados (3-1, […]
 Sistema de mecanizado para varias piezas de trabajo diferentes y procedimiento para operar un sistema de mecanizado, del 28 de Agosto de 2019, de Trotec Laser GmbH: Sistema de mecanizado , que comprende al menos un área de mecanizado , un área de control , un área de entrada (4a), y opcionalmente un área de recepción […]
Sistema de mecanizado para varias piezas de trabajo diferentes y procedimiento para operar un sistema de mecanizado, del 28 de Agosto de 2019, de Trotec Laser GmbH: Sistema de mecanizado , que comprende al menos un área de mecanizado , un área de control , un área de entrada (4a), y opcionalmente un área de recepción […]
Sistema de procesamiento para varias piezas de trabajo distintas, del 3 de Julio de 2019, de Trotec Laser GmbH: Sistema de procesamiento que comprende al menos una zona de procesamiento , una zona de control , una zona de entrada (4a), y opcionalmente una zona receptora […]
Pinzas para soldadura ultrasónica, del 5 de Junio de 2019, de Schunk Sonosystems GmbH: Unas pinzas para soldadura ultrasónica para realizar soldadura ultrasónica en un medio de soldadura eléctricamente conductor tubular , que […]