Núcleos de arrollado restaurados y método para fabricar dichos núcleos.
Método para la fabricación de núcleos de arrollado restaurados (100) que comprende las etapas de:
a) recoger una serie de núcleos de arrollado desechados (12), teniendo cada uno de dichos núcleos un primerextremo (20) y un segundo extremo (22), comprendiendo dichos extremos partes onduladas;
b) rectificar interiormente a una distancia de rectificado predeterminada, cada uno de dichos primer y segundoextremos (20, 22) de dichos núcleos de arrollado desechados para proporcionar una parte interior rectificada(38) en los mismos, definiendo cada una de dichas partes rectificadas (38) un alojamiento hembra de unión(40) que tiene una longitud predeterminada de alojamiento y un grosor predeterminado de alojamiento,extendiéndose cada alojamiento hembra de unión en el extremo correspondiente del núcleo de arrolladodesechado para proporcionar un extremo mecanizado del núcleo;
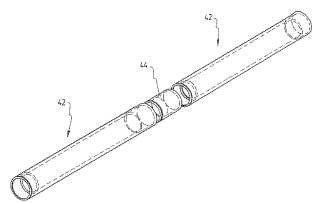
c) disponer, por lo menos, un tubo hueco de inserción (44) que se ajusta perfectamente en sentido diametralen dichos alojamientos hembra de unión (40), teniendo dicho tubo hueco de inserción (44) un primer y unsegundo extremo del tubo y una pared cilíndrica de un grosor predeterminado de la pared, correspondiente algrosor de dicho alojamiento, y una longitud correspondiente al doble de la longitud predeterminada delalojamiento;
d) introducir los extremos de cada uno de dichos tubos de inserción (44) en el respectivo alojamiento hembrade unión (40) del núcleo de arrollado respectivo (12) para unir dichos núcleos de arrollado desechados (12),extremo con extremo, para proporcionar un núcleo principal reciclado que tiene una superficie interior continuaen el mismo;
e) disponer una capa de acabado (56);
f) arrollar en espiral dicha capa de acabado (56) alrededor del núcleo principal reciclado (50) por encima de latotalidad de la longitud del mismo, proporcionando de este modo un núcleo de arrollado restaurado (100), y;
g) cortar dicho núcleo de arrollado restaurado (100) a una longitud predeterminada.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CA2005/001891.
Solicitante: ABZAC CANADA INC.
Nacionalidad solicitante: Canadá.
Dirección: 2945 BOUL. LEMIRE DRUMMONDVILLE, QC J2B 6Y8 CANADA.
Inventor/es: D\'ANGLADE,PIERRE-MICHEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H75/50 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 75/00 Almacenamiento de bandas, cintas o material filiforme, p. ej. sobre carretes (carretes de pesca A01K 89/00; medios de almacenamiento para soportes de registro, especialmente adaptados para cooperar con los aparatos de registro o de reproducción G11B 23/02). › Procesos para hacer carretes, bobinas, tubos de canillas o elementos análogos trabajando un material no especificado o varios materiales.
PDF original: ES-2397078_T3.pdf
Fragmento de la descripción:
Núcleos de arrollado restaurados y método para fabricar dichos núcleos SECTOR TÉCNICO DE LA INVENCIÓN
La invención se refiere, en general, a núcleos de arrollado en el sector de la industria del arrollado, y más particularmente se refiere a un núcleo de arrollado restaurado para productos arrollados tales como papel. Asimismo, se refiere a un método y a un aparato para fabricar dichos núcleos restaurados.
ANTECEDENTES DE LA INVENCIÓN
El papel de imprenta, y el papel de otro tipo utilizado para la impresión, es expedido generalmente desde la papelera en bobinas de gran tamaño. Cuando se fabrican las bobinas en la papelera, se arrollan sobre un núcleo tubular. Habitualmente, los núcleos están fabricados de un revestimiento y/o de tableros de astillas de madera.
En la sala de impresión o en otra planta de tratamiento del papel, la bobina se monta sobre un aparato desarrollador, estando el núcleo de la bobina montado sobre unas pinzas. Una vez que la banda de papel ha sido desarrollada del núcleo, generalmente, el núcleo se desecha o se devuelve a la papelera para ser reciclado como fibra de desecho.
De esta manera, hasta hace poco tiempo, no se había contemplado la reutilización de un núcleo de arrollado una vez había sido utilizado, aparte de cortar el núcleo a un tamaño más pequeño. De hecho, se ha hallado que después de una única utilización, el núcleo queda algo dañado. Más particularmente, los extremos interiores del núcleo que han quedado ondulados durante el desarrollado, están dañados y no pueden ser utilizados otra vez en las pinzas. De este modo, la práctica en la industria es desechar los núcleos de arrollado una vez que una bobina de la lámina de papel ha sido desarrollada del mismo. El núcleo de arrollado desechado de un solo uso es devuelto a continuación a la papelera como un tablero de revestimiento de desecho para ser reciclado como fibra de papel.
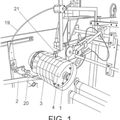
La figura 1 (técnica anterior) muestra una bobina de papel -10- que tiene un núcleo de arrollado -12- montado sobre las pinzas -14- en las partes onduladas -16-, -18-. Las dos pinzas -14- soportan el núcleo -12- y controlan la rotación de la bobina de papel -10-, tal como es bien conocido en la técnica. Una vez que el papel ha sido desarrollado del núcleo -12-, dicho núcleo está intacto en lo que se refiere a la longitud pero está dañado en sus extremos interiores conocidos como las partes onduladas -16-, -18-.
En la técnica se conocen las patentes U.S.A. Nº 5.845.871 y 6.051.092 ambas concedidas a Lynch y otros, que describen un núcleo reciclado para arrollar papel, un método para fabricar dichos núcleos y un aparato para reciclar núcleos. Las figuras 2A a 2E (técnica anterior) muestran el método convencional de la técnica anterior descrito en las patentes U.S.A. mencionadas anteriormente, utilizado para la fabricación de núcleos de arrollado reciclados. En primer lugar, los núcleos de arrollado desechados -12- son recogidos tal como se muestra en la figura 2A. Los extremos -20-, -22- del núcleo -12- que comprenden las partes con ondulaciones -16-, -18- son recortados a continuación para eliminar las partes onduladas -16-, -18- del núcleo -12-, tal como se muestra en la figura 2B. La figura 2C muestra un núcleo recortado -24- que no está dañado y es más pequeño que el núcleo original -12-. En este punto, se forma un alojamiento hembra de unión -26- en un extremo del núcleo -24- mientras se forma un alojamiento de unión macho complementario -28- en el otro extremo del núcleo -24-, tal como se muestra en la figura 2D. A continuación se unen con adhesivo, extremo con extremo, una serie de dichos núcleos -24- para formar un núcleo principal alargado -30- de una longitud múltiple, tal como se muestra en la figura 2E. Un elemento laminar alargado de material de acabado (no mostrado) equivalente a la longitud del núcleo principal -30-, de longitud múltiple y que tiene una anchura correspondiente a la circunferencia del núcleo principal -30-, se arrolla a continuación alrededor del núcleo principal -30- con adhesivo, de tal manera que se obtiene un núcleo principal acabado. Finalmente se recortan los extremos -32-, -34- del núcleo principal -30-, de manera que se eliminan los dos alojamientos de unión opuestos -26-, -28-, tal como se muestra en la figura 2E. El núcleo principal -30- puede ser cortado entonces en núcleos de arrollado reciclados de una longitud adecuada. La patente U.S.A. Nº 6.453.966 que procede de las dos patentes U.S.A. mencionadas anteriormente, da a conocer un aparato para envolver con una capa de material dichos núcleos reciclados.
Estas patentes proporcionan una gran mejora con respecto a la técnica anterior, dado que se puede reciclar la mayor parte de la longitud del núcleo. No obstante, con el método descrito anteriormente, no se puede reciclar enteramente la totalidad de la longitud del núcleo. Por otra parte, este método requiere un equipo complejo para mecanizar los núcleos. De hecho, con dicho método, se utiliza una máquina específica para fabricar un núcleo reciclado de una longitud predeterminada. De este modo, para fabricar un núcleo reciclado de otra longitud, se precisaría otra máquina específica. El mismo tema surge con respecto al diámetro del núcleo reciclado, dado que se precisa una herramienta específica de rectificado para formar los alojamientos de unión.
Asimismo, es de interés una solicitud de PCT Nº PCT/JP97/01125, publicada bajo el documento Nº WO98/43908 que describe un núcleo de arrollado, un método para fabricar dicho núcleo y un elemento de inserción para producir
el núcleo de arrollado. Asimismo, es de interés la solicitud de patente japonesa Nº 2002-006953 publicada bajo el documento Nº 2003-206079 que da a conocer un tubo de papel reciclado y su método de fabricación.
Asimismo, son conocidos del solicitante los documentos WO2004/0877551 y CA 2 452 780. El documento WO2004/0877551 de la firma CORE LINK AB, da a conocer un aparato para extender una lámina de material sobre un cierto número de cuerpos cilíndricos tales como manguitos de cartón para la industria papelera. El aparato incluye una cuchilla para cortar la lámina de material solamente entre los manguitos unidos. El documento CA 2.452 780 se refiere a un método y un aparato para unir manguitos de cartón corrientemente utilizado en la industria papelera, en el que las superficies de unión están achaflanadas y pegadas utilizando dos cordones diferentes de adhesivo. Asimismo, pueden utilizarse insertos para unir los manguitos.
Sin embargo, las dos solicitudes de patente mencionadas anteriormente no permiten reciclar la totalidad de la longitud de los núcleos usados, de una manera fácil y económica.
Por consiguiente, sería deseable dar a conocer un método mejorado y un aparato para recuperar de una forma económica y fácil núcleos de arrollado desechados, según normas aceptables, de tal modo que los núcleos de arrollado restaurados puedan ser reutilizados como núcleos de arrollado.
CARACTERÍSTICAS DE LA INVENCIÓN
Un objetivo de la presente invención es dar a conocer un núcleo restaurado y un método para la fabricación de dicho núcleo que satisfaga las necesidades antes mencionadas.
En consecuencia, la presente invención da a conocer un núcleo de arrollado restaurado según la reivindicación 8.
La invención propone asimismo un método para fabricar núcleos de arrollado restaurados según la reivindicación 1.
Las realizaciones adicionales de la invención están definidas por medio de las reivindicaciones dependientes.
De manera ventajosa, gracias a la disposición particular dada a conocer por medio de la presente invención, los extremos dañados de un núcleo de arrollado desechado pueden ser restaurados. Por consiguiente, se puede recuperar fácilmente la totalidad de la longitud del núcleo de arrollado desechado sin requerir etapas de mecanizado costosas y laboriosas, ni tampoco la utilización de un equipo complejo.
Además, la presente invención proporciona de forma ventajosa núcleos de arrollado restaurados de cualquier longitud conveniente y, en particular, núcleos de arrollado restaurados más largos que los proporcionados por la técnica anterior.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
Estos y otros objetivos y ventajas de la invención resultarán evidentes al leer la descripción detallada y al hacer referencia a los dibujos, en los cuales:
la figura 1 (TÉCNICA ANTERIOR) es una representación esquemática de un bobina de papel que tiene un núcleo de arrollado montado sobre pinzas;
las figuras 2A a 2E (TÉCNICA ANTERIOR) son representaciones esquemáticas que muestran las etapas sucesivas de... [Seguir leyendo]
Reivindicaciones:
1. Método para la fabricación de núcleos de arrollado restaurados (100) que comprende las etapas de:
a) recoger una serie de núcleos de arrollado desechados (12) , teniendo cada uno de dichos núcleos un primer extremo (20) y un segundo extremo (22) , comprendiendo dichos extremos partes onduladas;
b) rectificar interiormente a una distancia de rectificado predeterminada, cada uno de dichos primer y segundo extremos (20, 22) de dichos núcleos de arrollado desechados para proporcionar una parte interior rectificada
(38) en los mismos, definiendo cada una de dichas partes rectificadas (38) un alojamiento hembra de unión
(40) que tiene una longitud predeterminada de alojamiento y un grosor predeterminado de alojamiento, extendiéndose cada alojamiento hembra de unión en el extremo correspondiente del núcleo de arrollado desechado para proporcionar un extremo mecanizado del núcleo;
c) disponer, por lo menos, un tubo hueco de inserción (44) que se ajusta perfectamente en sentido diametral en dichos alojamientos hembra de unión (40) , teniendo dicho tubo hueco de inserción (44) un primer y un segundo extremo del tubo y una pared cilíndrica de un grosor predeterminado de la pared, correspondiente al grosor de dicho alojamiento, y una longitud correspondiente al doble de la longitud predeterminada del alojamiento;
d) introducir los extremos de cada uno de dichos tubos de inserción (44) en el respectivo alojamiento hembra de unión (40) del núcleo de arrollado respectivo (12) para unir dichos núcleos de arrollado desechados (12) , extremo con extremo, para proporcionar un núcleo principal reciclado que tiene una superficie interior continua en el mismo;
e) disponer una capa de acabado (56) ;
f) arrollar en espiral dicha capa de acabado (56) alrededor del núcleo principal reciclado (50) por encima de la totalidad de la longitud del mismo, proporcionando de este modo un núcleo de arrollado restaurado (100) , y;
g) cortar dicho núcleo de arrollado restaurado (100) a una longitud predeterminada.
2. Método, según la reivindicación 1, que comprende además, antes de la etapa d) , las etapas adicionales de:
disponer un adhesivo; y aplicar dicho adhesivo sobre una superficie exterior de dicho tubo hueco de inserción (44) .
3. Método, según la reivindicación 2, que comprende además, antes de la etapa d) , una etapa adicional de: aplicar dicho adhesivo sobre dicha parte interior rectificada (38) .
4. Método, según la reivindicación 1, que comprende además, antes de la etapa f) , una etapa adicional de chorrear
con arena el núcleo principal reciclado (50) para rectificar una superficie exterior del mismo. 45
5. Método, según la reivindicación 1, que comprende además, antes de la etapa d) , una etapa adicional de chorrear con arena cada uno de dichos núcleos de arrollado desechados (12) para rectificar la superficie exterior de los mismos.
6. Método, según la reivindicación 1, que comprende además, antes de la etapa f) , etapas adicionales de: disponer un adhesivo; y aplicar dicho adhesivo sobre dicha capa de acabado (56) .
7. Método, según la reivindicación 1, comprendiendo además el método, antes de la etapa d) , etapas adicionales de: disponer un adhesivo; y aplicar dicho adhesivo sobre la superficie exterior del núcleo principal reciclado (50) .
8. Núcleo de arrollado restaurado (100) que comprende:
un núcleo de arrollado (12) que tiene un primer (20) y un segundo (22) extremos, estando provisto, por lo menos, 65 uno de dichos extremos (20, 22) con un alojamiento hembra de unión (40) que se extiende entre los mismos; un núcleo de arrollado adicional (12) que tiene primeros (20) y segundos (22) extremos, estando provisto, por lo menos, uno de dichos extremos, de un alojamiento hembra de unión (40) que se extiende entre los mismos;
teniendo cada uno de los alojamientos hembra de unión (40) del núcleo de arrollado (12) y del núcleo de arrollado 5 adicional (12) una longitud predeterminada del alojamiento y un grosor predeterminado del alojamiento; y
por lo menos, un tubo hueco de inserción (44) que tiene un diámetro que se ajusta perfectamente en dichos alojamientos hembra de unión, teniendo dicho tubo de inserción (44) una pared cilíndrica de un grosor de pared predeterminado correspondiente a dicho grosor predeterminado del alojamiento, y una longitud correspondiente al
doble de la longitud predeterminada del alojamiento, teniendo dicho tubo de inserción (44) un primer y un segundo extremos del tubo, estando introducido cada uno de los extremos del tubo en el respectivo alojamiento hembra de unión (40) del respectivo núcleo de arrollado (12) para unir el núcleo de arrollado (12) y el núcleo de arrollado adicional (12) , extremo con extremo, para proporcionar un núcleo principal reciclado (50) que tiene una superficie continua en su interior, caracterizado por
una capa de acabado (56) arrollada en espiral alrededor del núcleo principal reciclado (50) en la totalidad de la longitud del mismo; y
un adhesivo que se extiende entre dicho núcleo principal reciclado (50) y dicha capa de acabado (56) para unir dicha capa de acabado a dicho núcleo principal reciclado (50) , en el que cada uno de dichos núcleos de arrollado (12) comprende un núcleo de arrollado desechado que tiene unos primeros y segundos extremos ondulados, estando por lo menos uno de dichos extremos ondulados rectificado interiormente para disponer el correspondiente alojamiento hembra de unión (40) en su interior.
9. Núcleo de arrollado restaurado (100) , según la reivindicación 8, que comprende además un adhesivo que se extiende entre el tubo de inserción (44) y los núcleos de arrollado (12) para unir dicho tubo de inserción (44) y dichos núcleos de arrollado (12) entre sí.
Patentes similares o relacionadas:
Núcleo rasgable, rollo incluyendo dicho núcleo y un método de fabricación de núcleo rasgable, del 30 de Enero de 2019, de Essity Operations France: Un núcleo rasgable , adaptado para enrollar un producto en hojas , incluyendo una pared de cuerpo cilíndrico que define un agujero longitudinal de […]
Máquina de clavar, particularmente para montar rebordes de bobinas de madera para enrollar cables eléctricos, cables de acero, cuerdas, cables de fibra óptica o elementos de tipo cable en general, del 13 de Septiembre de 2017, de CORALI S.P.A.: Una máquina de clavar, particularmente para montar rebordes de bobinas de madera para enrollar cables eléctricos, cables de acero, cuerdas, cables […]
Aparato para ejecutar una unión a tope entre cuerpos tubulares, del 29 de Marzo de 2017, de GA.VO. Meccanica S.r.l: Un aparato para crear una unión a tope entre cuerpos tubulares, en particular entre núcleos tubulares para bobinas de material enrollado, […]
Máquina capaz de conectar dos núcleos tubulares dispuestos, del 17 de Septiembre de 2014, de GA.VO. Meccanica di Tancredi Antonio & C. s.n.c: Un aparato para conectar y cortar núcleos tubulares con soporte de rodillo que comprende: - un medio para hacer avanzar dichos núcleos , dispuesto para posicionar […]
 Soporte tubular perfeccionado para el devanado de material en láminas y procedimiento para la producción del mismo, del 30 de Julio de 2014, de COLINES S.P.A.: Soporte tubular para el devanado de material en láminas, que comprende un elemento tubular corrugado que presenta unas partes longitudinales externas y […]
Soporte tubular perfeccionado para el devanado de material en láminas y procedimiento para la producción del mismo, del 30 de Julio de 2014, de COLINES S.P.A.: Soporte tubular para el devanado de material en láminas, que comprende un elemento tubular corrugado que presenta unas partes longitudinales externas y […]
Máquina capaz de conectar dos núcleos tubulares, del 23 de Abril de 2014, de GA.VO. Meccanica di Tancredi Antonio & C. s.n.c: Un aparato para conectar y cortar núcleos tubulares que soportan rodillos, que comprende: - un medio para alimentar dichos núcleos, dispuestos para situar uno […]
 MAQUINA PARA FABRICACION DE TUBO FLEXIBLE CON ARMADO DE ALAMBRE, del 21 de Septiembre de 2010, de WESTAFLEX INGENIERIA, S.L: Máquina para fabricación de tubo flexible con armado de alambre.
Comprende un tambor giratorio donde se enrolla por arrastre del mismo una cinta de aluminio, P.V.C. […]
MAQUINA PARA FABRICACION DE TUBO FLEXIBLE CON ARMADO DE ALAMBRE, del 21 de Septiembre de 2010, de WESTAFLEX INGENIERIA, S.L: Máquina para fabricación de tubo flexible con armado de alambre.
Comprende un tambor giratorio donde se enrolla por arrastre del mismo una cinta de aluminio, P.V.C. […]
 MAQUINA PARA FABRICAR BRIDAS DE BOBINAS DE CABLE ELECTRICO CLAVANDO PIEZAS DE MADERA, del 1 de Noviembre de 2008, de CORALI S.P.A.: Una máquina para fabricar bridas de bobinas de cable eléctrico clavando piezas de madera comprendiendo: - una estructura de soporte principal , que soporta una mesa […]
MAQUINA PARA FABRICAR BRIDAS DE BOBINAS DE CABLE ELECTRICO CLAVANDO PIEZAS DE MADERA, del 1 de Noviembre de 2008, de CORALI S.P.A.: Una máquina para fabricar bridas de bobinas de cable eléctrico clavando piezas de madera comprendiendo: - una estructura de soporte principal , que soporta una mesa […]