Método para perforar material termofundible.
Método para realizar orificios en una capa (1) de material termofusible,
caracterizado por que una capa dematerial absorbente (2) se junta con una capa (1) de material termofusible, siguiendo lo cual las capas que se hanjuntado se alimentan a través de un dispositivo para un calentamiento localizado del material termofusible, de talmodo que este se funde, formando orificios en este material, absorbiéndose el material fundido en el materialabsorbente, de tal modo que todos los residuos que se producen en el proceso de perforación se unirán a la bandade material absorbente, la capa (2) de material absorbente se retira de la capa (1) de material termofusible despuésde haber absorbido el material fundido de los orificios realizados en la capa de material termofusible.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2006/050459.
Solicitante: MOLNLYCKE HEALTH CARE AB.
Nacionalidad solicitante: Suecia.
Dirección: P.O. BOX 13080 402 52 GOTEBORG SUECIA.
Inventor/es: JOHANNISON, ULF, ZAWADZKI,WALDEMAR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D7/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › B26D 7/00 Partes constitutivas de aparatos de corte, recorte, punzonado, perforado o separación por procedimiento distinto al corte. › Medios para retirar los recortes o los residuos.
- B26F1/26 B26 […] › B26F PERFORACION; CORTE CON SACABOCADOS; RECORTE; PUNZONADO; SEPARACION POR MEDIOS DISTINTOS AL CORTE (trazado, perforación o fabricación de ojales A41H 25/00; fabricación de calzado A43D; cirugía A61B; recorte del metal B21D; perforado de metales B23B; corte del metal por calentamiento localizado, p. ej. corte con soplete, B23K; corte mediante chorros de fluidos abrasivos B24C 5/02; detalles comunes a las máquinas de separar B26D; perforado de la madera B27C; perforado de la piedra B28D; trabajo de materias plásticas o de sustancias en estado plástico B29; fabricación de cajas, cajas de cartón, envolturas o bolsas, de papel o material trabajado de forma análoga, p. ej. de hojas metálicas, B31B; del vidrio C03B; del cuero C14B; de materiales textiles D06H; de guías de luz G02B 6/25; de billetes G07B). › B26F 1/00 Perforación; Corte con sacabocados; Recorte; Punzonado; Aparatos a estos efectos (perforación por rayo láser B23K 26/00; sometiendo las herramientas de trabajar con muela o los productos abrasivos a vibraciones, p. ej. muelas en frecuencia ultrasonora B24B 1/04; perforación por chorro abrasivo B24C; fichas o cintas perforadas para fines estadísticos o de registro G06K 1/00). › Perforación por medios no mecánicos, p. ej. por un chorro de fluido.
PDF original: ES-2402285_T3.pdf
Fragmento de la descripción:
Método para perforar material termofundible
Campo de la técnica La presente invención se refiere a un método de realización de orificios en un material termofusible.
Técnica anterior
Las capas con diseños de orificios pasantes o perforaciones forman parte de muchos productos industriales tales como, por ejemplo, la capa más cerca de la superficie de las heridas en los vendajes. Un método común de producir el diseño de los orificios es punzonar los orificios. Un problema con el punzonado es hacer frente a los residuos, es decir, las partes que se extraen por presión del material en el punzonado, y garantizar que ninguno de los residuos acaba en el producto acabado. Este problema se acentúa por el hecho de que el proceso de perforación debe realizarse con rapidez, de tal modo que la velocidad de la línea de procesamiento no esté limitada por el proceso de perforación. A partir del documento US 5.735.984, que puede considerarse como la técnica anterior más cercana, se conoce un método para realizar orificios en una capa de material termofusible.
El objeto de la presente invención es la resolución de este problema.
Divulgación de la invención El presente objeto se logra por medio de un método para realizar orificios en una capa de material termofusible,
caracterizado por que una capa de material absorbente se coloca en contacto con una capa de material termofusible, siguiendo lo cual la capa de material termofusible se calienta localmente de tal modo que se forman orificios en el material.
De acuerdo con una realización preferida, el calentamiento se realiza por medio de un dispositivo de ultrasonidos. La capa de material absorbente se retira de la capa de material termofusible después de haber absorbido el material fundido de los orificios realizados en la capa de material termofusible.
En una variación preferida, antes de que se genere el calentamiento localizado, una o más capas de material se aplican a la capa de material termofusible sobre el lado opuesto al lado en contacto con la capa absorbente.
También pueden aplicarse una o más capas de material a la capa absorbente sobre el lado opuesto al lado en contacto con la capa de material termofusible, antes de que se genere el calentamiento localizado.
Breve descripción de los dibujos La invención se describirá a continuación con referencia a los dibujos adjuntos, de los cuales:
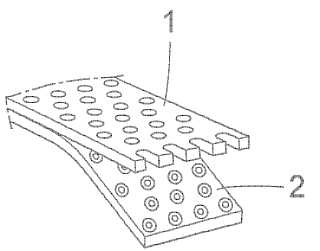
la figura 1 ilustra de forma esquemática una realización del método de acuerdo con la invención para realizar orificios en un material termofusible, y la figura 2 muestra en forma esquemática una capa absorbente parcialmente retirada de una capa perforada.
Modo (s) para llevar a cabo la invención La figura 1 ilustra de forma esquemática una realización preferida del método de acuerdo con la invención en su forma más simple. En una línea de procesamiento, una banda 1 de material termofusible se desenrolla de un primer carrete de almacenamiento y se pone en contacto con una banda 2 de material absorbente, que se ha desenrollado de un segundo carrete de almacenamiento. Una segunda banda 3 de material absorbente se aplica a continuación encima de la banda 1. Las bandas unidas 1, 2, 3 pasan a continuación a través de la línea de contacto entre dos cilindros en un dispositivo de ultrasonidos 4, que comprende un sonotrodo de ultrasonidos 5 y un contrarrodillo 6. El contrarrodillo 6 está provisto con un diseño de protuberancias. La energía emitida a partir del dispositivo de 55 ultrasonidos se ajusta de tal modo que, a medida que las bandas 1, 2, 3 pasan a través del dispositivo, tiene lugar una fusión localizada del material de la banda 1 en la zona de cada protuberancia sobre el contrarrodillo, de tal modo que se forma un orificio pasante en la banda. El material fundido a partir de cada orificio se absorbe en la capa de material absorbente en las bandas 2 y 3. La banda unida 1, 2, 3 pasa a continuación a través de un dispositivo de enfriamiento 7, con el fin de garantizar que se endurezca el material en las paredes con orificios. Las bandas 2 y 3 se extraen a continuación de la banda 1 y se enrollan, respectivamente, sobre unos carretes 8 y 9. La banda perforada 1 continúa sobre la línea de procesamiento durante la fabricación de un producto que comprende una capa de material perforado o con orificios tal como, por ejemplo, una capa de debajo en un vendaje.
Debido a que el material fundido a partir de cada orificio se absorbe en el material absorbente en las bandas 2 y 3,
todos los residuos que se producen en el proceso de perforación se unirán a la banda 2 de material absorbente. Por lo tanto, no se producirá residuo suelto alguno.
El calentamiento localizado que se genera mediante el dispositivo de ultrasonidos también se disipará en las paredes con orificios de tal modo que estas se ablandan. Una vez que la banda unida 1, 2, 3 sale del dispositivo de ultrasonidos, el material se enfriará, de tal modo que el material absorbente en las bandas 2, 3 se unirá al material en la banda 1 en las zonas alrededor de cada orificio en la banda 1. Estas uniones se rompen cuando las bandas 2, 5 4 se extraen de la banda 1. Las bandas 2, 3 retiradas tendrán, por lo tanto, un diseño de anillos de material fusible que se corresponde con el diseño de orificios en la banda 1, tal como se ilustra de forma esquemática en la figura 2 para la banda 2. El procesamiento mecánico de la capa absorbente en la zona de cada parte de debajo de orificio da lugar, además, a que el material absorbente se comprima en estas zonas, lo que puede conducir a que los capilares en el material absorbente se vuelvan más pequeños y, de ese modo, a que se saturen con rapidez, de tal modo que la mayor parte del material fundido que desaparece de cada orificio se absorbe en el material absorbente en las zonas en el exterior de los orificios.
La banda 1 de material termofusible puede estar compuesta de película de plástico, espuma de plástico, adhesivo de fusión en caliente u otro adhesivo fusible. La banda 1 puede estar compuesta también de un material no tejido de fibras termoplásticas o de materiales termofusibles, a los que por cualquier razón se desee proveer con un diseño de orificios. Los materiales plásticos usados pueden ser, por ejemplo, polipropileno (PP) , polietileno (PE) o poliuretano (PU) .
Las bandas 2, 3 de material absorbente pueden estar compuestas de papel, espuma absorbente o material no tejido, 20 compuesto de o que contenga fibras absorbentes. También pueden usarse otros materiales absorbentes.
El dispositivo de ultrasonidos puede ser de tipo convencional, por ejemplo, de Dukane, EE. UU. o de Branson, EE. UU.
El método de acuerdo con la invención también permite la fabricación de productos de múltiples capas que tienen una capa perforada y una o más capas superpuestas o subyacentes. Debido a que una capa superpuesta y/o subyacente, tal como las capas absorbentes 2, 3 en la realización de acuerdo con la figura 1, se unen a la capa perforada en las zonas alrededor de los orificios, al realizar el método es posible, por lo tanto, lograr de forma simultánea una perforación de una capa y un laminado de capas superpuestas y/o subyacentes. Mediante la selección de un material plástico con varios puntos de fusión, pueden unirse entre sí unas capas superpuestas o subyacentes sin que se produzcan orificios en estos materiales. Naturalmente, también es posible realizar orificios en dos o más capas. Por lo tanto, por medio del método es posible producir, en una y la misma operación, orificios en una capa adhesiva y unir una capa superpuesta de espuma absorbente a la capa adhesiva y a una capa de sellado superpuesta de película de plástico.
Otro ejemplo de un producto en el que puede aplicarse el método de acuerdo con la presente invención es una toalla de sala de operaciones para secar la sangre otros fluidos. En una realización ventajosa, una toalla de este tipo comprende dos capas plegadas de un material no tejido absorbente y una capa de plástico intermedia. El método de acuerdo con la invención permite que la capa de plástico intermedia se perfore mientras que las dos capas de material absorbente se unen de forma simultánea a una capa intermedia.
En el calentamiento por ultrasonidos, la cantidad de calor emitido será mayor en el centro de la capa o capas de material ubicadas entre el sonotrodo de ultrasonidos y el contrarrodillo, lo que es una razón por la que, preferentemente, se usan dos capas absorbentes 2, 3 en la realización ejemplar que se describe. Esto, no obstante,
no es esencial. Con el presente fin, es posible controlar en cierta medida el calentamiento de la capa de material mediante el uso de unas capas adicionales... [Seguir leyendo]
Reivindicaciones:
1. Método para realizar orificios en una capa (1) de material termofusible, caracterizado por que una capa de material absorbente (2) se junta con una capa (1) de material termofusible, siguiendo lo cual las capas que se han juntado se alimentan a través de un dispositivo para un calentamiento localizado del material termofusible, de tal modo que este se funde, formando orificios en este material, absorbiéndose el material fundido en el material absorbente, de tal modo que todos los residuos que se producen en el proceso de perforación se unirán a la banda de material absorbente, la capa (2) de material absorbente se retira de la capa (1) de material termofusible después de haber absorbido el material fundido de los orificios realizados en la capa de material termofusible.
2. Método de acuerdo con la reivindicación 1, caracterizado por que el calentamiento se realiza por medio de un dispositivo de ultrasonidos (3) .
3. Método de acuerdo con la reivindicación 1 o 2, caracterizado por que, antes de que se genere el calentamiento
localizado, una o más capas de material se aplican a la capa de material termofusible sobre el lado opuesto al lado en contacto con la capa del material absorbente.
Patentes similares o relacionadas:
Pinza separadora, del 15 de Julio de 2020, de Speedpin Limited: Pinza separadora para una plancha de troquel de una máquina separadora, comprendiendo la pinza separadora: un conector para ser ajustado en un hueco […]
Dispositivo de mantenimiento para una estación de trabajo de una máquina de conformado, del 15 de Julio de 2020, de BOBST MEX SA: Máquina de conformado que comprende una estación de trabajo que incluye un dispositivo de mantenimiento de un elemento en forma […]
Dispositivo de rotura de zonas de unión sobre unas cajas plegables e instalación de fabricación que comprende un dispositivo de rotura de este tipo, del 3 de Junio de 2020, de Bobst Lyon: Dispositivo de rotura , para romper unas zonas de unión que definen unas líneas rompibles sobre unas láminas de cartón apiladas que forman una pila, comprendiendo […]
Dispositivo mejorado para eliminar bordes de rollos o troncos de material en banda, del 15 de Abril de 2020, de GAMBINI INTERNATIONAL S.A: Dispositivo para eliminar los bordes de rollos o troncos de material en banda que se puede colocar aguas abajo de una sierra, de al menos un rollo o tronco cortado […]
Unidad de colocación híbrida para pines de eyección y/o garras de eyección, del 8 de Abril de 2020, de BOXPLAN GmbH & Co.KG: Unidad de colocación para la fabricación de un útil de eyección con pines de eyección y/o garras de eyección con una placa base , que comprende […]
Órgano eyector y máquina de procesamiento de elementos en forma de láminas, del 12 de Febrero de 2020, de BOBST MEX SA: Órgano eyector para la evacuación de desechos de láminas sobre la marcha en una máquina de procesamiento de los elementos en forma de láminas que comprende […]
Aparato para fabricar paneles realizados en material plástico espumado, del 8 de Enero de 2020, de HENNECKE-OMS S.P.A: Aparato para fabricar unos paneles realizados en material plástico espumado, que comprende un bastidor de soporte para un dispositivo para suministrar […]
Transmisión de transportador para máquina de cortar alimentos en lonchas, del 4 de Diciembre de 2019, de FORMAX, INC: Un aparato de alimentación de artículos alimenticios para transportar artículos alimenticios en una máquina de cortado en lonchas que comprende: un primer […]