Método de fabricación de un condensador de potencia y equipo para llevar a cabo tal método.
Método de fabricación de un condensador de potencia que comprende al menos un elemento de condensador (1),
en el que el elemento de condensador (1) comprende un rodillo de películas dieléctricas (4) y de películas deelectrodo (2, 3) alternas, en el que el rodillo tiene unas superficies extremas primera y segunda (5, 6), opuestas unacon respecto a la otra, en las que dichas películas de electrodo (2, 3) están expuestas de manera conectable,caracterizado porque una punta de soldadura (21) se precalienta en un crisol (20) con una soldadura precalentada,porque la punta de soldadura se recubre con la soldadura, después de lo cual al menos una de las superficiesextremas (5, 6) del elemento de condensador se recubre con al menos una soldadura al poner en contacto la puntade soldadura (21) con dicha superficie extrema (5, 6), porque el contacto se rompe, y porque al menos una patilla deunión (7, 9) se fija mediante soldadura a dicha superficie extrema (5, 6).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2003/001970.
Solicitante: ABB TECHNOLOGY LTD.
Nacionalidad solicitante: Suiza.
Dirección: AFFOLTERNSTRASSE 44 8050 ZURICH SUIZA.
Inventor/es: MILWERTZ,PER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01G13/00 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01G CONDENSADORES; CONDENSADORES, RECTIFICADORES, DETECTORES, CONMUTADORES O DISPOSITIVOS FOTOSENSIBLES O SENSIBLES A LA TEMPERATURA, DEL TIPO ELECTROLITICO (empleo de materiales especificados por sus propiedades dieléctricas H01B 3/00; condensadores con una barrera de potencial o una barrera de superficie H01L 29/00). › Aparatos especialmente adaptados para fabricar condensadores; Procesos especialmente adaptados a la fabricación de condensadores no previstos en los grupos H01G 4/00 - H01G 11/00.
- H01G9/012 H01G […] › H01G 9/00 Condensadores electrolíticos, rectificadores electrolíticos, detectores electrolíticos, conmutadores, dispositivos de conmutación electrolíticos, dispositivos electrolíticos fotosensibles o sensibles a la temperatura; Procesos para su fabricación. › especialmente adaptados para condensadores sólidos.
- H01G9/15 H01G 9/00 […] › Condensadores con electrolito sólido (H01G 11/00 tiene prioridad).
PDF original: ES-2399235_T3.pdf
Fragmento de la descripción:
Método de fabricación de un condensador de potencia y equipo para llevar a cabo tal método
CAMPO DE LA INVENCIÓN
La presente invención se refiere a un método de fabricación de un condensador para el almacenamiento temporal de energía eléctrica que comprende al menos un elemento de condensador que comprende un rodillo de películas dieléctricas y de películas de electrodo alternas, en el que el rodillo tiene dos superficies extremas primera y segunda, opuestas una con respecto a la otra, en las que dichas películas de electrodo están expuestas de manera conectable. Más en concreto, la presente invención se refiere a un Método de fabricación de condensadores de potencia. La invención también se refiere a un equipo para llevar a cabo tal método.
ESTADO DE LA TÉCNIA
Un condensador de potencia está formado generalmente por una pluralidad de cadenas conectadas en paralelo de un número de subcondensadores denominados elementos de condensador. Cada cadena comprende una pluralidad de elementos de condensador conectados en serie. Cada elemento de condensador comprende varias capas muy finas de electrodos de hojas delgadas de aluminio separadas por películas de material dieléctrico, por lo general en forma de películas de polímero enrollas en un rodillo aplanado para poder ser apiladas de manera óptima en un paquete. El paquete se coloca en un recipiente de condensador lleno de un líquido eléctricamente aislante. Los elementos de condensador están conectados entre sí en una matriz y están conectados a dos casquillos aislantes, por lo que el número de elementos de condensador conectados en serie y conectados en paralelo, respectivamente, está determinado por la capacidad deseada en el condensador. Por lo general, también un fusible está conectado en serie con cada elemento. Además de elementos y fusibles, el condensador también comprende resistencias especiales para la descarga de cargas residuales.
En determinados condensadores disponibles comercialmente, los elementos de condensador están dispuestos de manera que la hoja de aluminio del primer electrodo en la primera superficie extrema del elemento de condensador sobresale del borde de las películas de polímero, mientras que en la misma primera superficie extrema del elemento de condensador, el borde de la segunda hoja de aluminio adyacente, que sirve de electrodo opuesto, está dispuesto con su borde dentro del borde de las películas de polímero. De manera correspondiente, la hoja de aluminio del segundo electrodo está dispuesta de manera que, en la segunda superficie extrema del elemento de condensador, sobresale del borde de las películas de polímero, mientras que el borde de la hoja de aluminio del primer electrodo en la segunda superficie extrema está dispuesto con su borde dentro del borde de las películas de polímero.
Los elementos de condensador están provistos de patillas de unión conectadas al electrodo correspondiente en la superficie extrema correspondiente. Las patillas de unión, a su vez, están conectadas a fusibles, resistencias de descarga, barras colectoras u otros dispositivos para la interconexión de los elementos de condensador o para la conexión a los casquillos aislantes.
Por lo general, las patillas de unión se conectan a las hojas de aluminio, que constituyen electrodos, mediante soldadura. Para permitir esta soldadura, se requiere una primera presoldadura. El objetivo de la primera presoldadura es eliminar el óxido de aluminio que constituye la capa superficial de la hoja de aluminio, y crear una superficie sobre el elemento de condensador en la que se pueda soldar la patilla de unión con un resultado de soldadura aceptable. La soldadura que se utiliza en la presoldadura consiste, por ejemplo, en 75% de estaño y 25% de zinc.
Después de la primera presoldadura, normalmente se realiza una segunda presoldadura. Durante la segunda presoldadura, se crea un bloque de soldadura en la primera presoldadura, en el que puede soldarse la patilla de unión. La soldadura utilizada durante la segunda presoldadura consiste, por ejemplo, en 50% de estaño y 50% de plomo.
En métodos conocidos para proporcionar soldadura, por ejemplo en forma de gránulos o de alambre, para la anteriormente descrita primera presoldadura, la punta de soldadura tiende a recubrirse y oxidarse. Por esta razón, no ha sido posible automatizar la primera presoldadura sino que ha sido necesario utilizar un método manual que permita a un operario adaptar la soldadura al grado de recubrimiento y oxidación de la punta de soldadura, y, cuando sea necesario, limpiar la punta de soldadura. El método manual también se vuelve dependiente del operario y por tanto se corre el riesgo de que la calidad no sea uniforme.
La DE 2841593 describe un método de acuerdo con el preámbulo de la reivindicación 1, en el que se conectan patillas de unión a las películas de electrodo mediante soldeo.
SUMARIO DE LA INVENCIÓN
El objeto de la invención consiste en proporcionar un método de fabricación automatizado para una primera presoldadura automática de un elemento de condensador que conlleve una calidad uniforme.
Este objeto se consigue según la invención con un método de acuerdo con las características de la reivindicación independiente 1 y con un equipo de acuerdo con las características de la reivindicación independiente 15. Las realizaciones ventajosas van a quedar claras en la siguiente descripción y reivindicaciones dependientes.
En la fabricación de un condensador de potencia que comprende al menos un elemento de condensador, en el que el elemento de condensador comprende un rodillo de películas dieléctricas y de películas de electrodo alternas, el rodillo tiene unas superficies extremas primera y segunda, opuestas una con respecto a la otra, en las que dichas películas de electrodo están expuestas de manera conectable. Una punta de soldadura se calienta a una temperatura adecuada en un crisol con una soldadura precalentada y la soldadura se adhiere a la punta de soldadura mediante fuerzas capilares. Después de esto, la punta de soldadura aplica la soldadura en al menos una de las superficies extremas de los elementos de condensador haciendo que la punta de soldadura con la soldadura se ponga en contacto con dicha superficie extrema. El contacto entre la punta de soldadura y la superficie extrema se rompe. A partir de entonces, al menos una patilla de unión se fija mediante soldadura a dicha superficie extrema.
El objeto de la invención se consigue mediante un equipo para llevar a cabo el método descrito anteriormente, en el que el equipo comprende un crisol de soldadura y una cabeza de soldadura provista de un primer módulo lineal para los movimientos en la dirección x (horizontalmente) y un segundo módulo lineal para los movimientos en la dirección y (verticalmente) . El equipo también comprende una unidad de prensado para fijar los elementos de condensador. El crisol de soldadura, la cabeza de soldadura, los módulos lineales primero y segundo y la unidad de prensado están dispuestos en un bastidor de acero.
Puesto que la punta de soldadura se sumerge en el crisol de soldadura hasta que alcanza una temperatura adecuada para el primer proceso de presoldadura elegido, y la punta de soldadura se recubre simultáneamente con el material de soldadura, la punta de soldadura se oxida en un grado considerablemente menor que cuando se aplica la técnica anterior. Esto significa que la necesidad de intervención de un operario se reduce y por tanto que la primera presoldadura se puede automatizar. Una primera presoldadura automática implica menores costos y garantiza una calidad uniforme.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
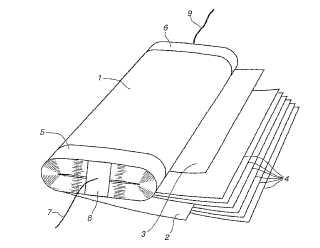
La invención se describe con más detalle a continuación con referencia a los dibujos adjuntos, en los que La figura 1 es un esbozo en perspectiva de un elemento de condensador con patillas de unión fijadas mediante soldadura,
La figura 2 muestra un equipo para una primera presoldadura automatizada de elementos de condensador,
La figura 3 muestra la forma de la cabeza de soldadura,
La figura 4 muestra una realización alternativa de la cabeza de soldadura,
La figura 5 muestra realizaciones alternativas de la punta de soldadura, y
La figura 6 muestra el movimiento de la punta de soldadura a lo largo de la superficie extrema del elemento de condensador.
DESCRIPCIÓN DE LAS REALIZACIONES PREFERIDAS
La figura 1 muestra cómo un elemento de condensador 1 para un condensador se enrolla desde una primera hoja de aluminio eléctricamente conductora 2 y una segunda hoja de aluminio eléctricamente conductora 3, que constituyen los electrodos del elemento de condensador. Las hojas están separadas mediante... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un condensador de potencia que comprende al menos un elemento de condensador (1) , en el que el elemento de condensador (1) comprende un rodillo de películas dieléctricas (4) y de películas de electrodo (2, 3) alternas, en el que el rodillo tiene unas superficies extremas primera y segunda (5, 6) , opuestas una con respecto a la otra, en las que dichas películas de electrodo (2, 3) están expuestas de manera conectable, caracterizado porque una punta de soldadura (21) se precalienta en un crisol (20) con una soldadura precalentada, porque la punta de soldadura se recubre con la soldadura, después de lo cual al menos una de las superficies extremas (5, 6) del elemento de condensador se recubre con al menos una soldadura al poner en contacto la punta de soldadura (21) con dicha superficie extrema (5, 6) , porque el contacto se rompe, y porque al menos una patilla de unión (7, 9) se fija mediante soldadura a dicha superficie extrema (5, 6) .
2. Método de acuerdo con la reivindicación 1, caracterizado porque el elemento de condensador (1) se enrolla desde las películas de electrodo, comprendiendo una primera hoja de aluminio (2) y una segunda hoja de aluminio (3) , con al menos una película dieléctrica intermedia (4) de material de polímero, en el que la primera hoja de aluminio (2) en la primera superficie extrema (5) del elemento de condensador está dispuesta de manera que sobresale del borde de la película de polímero (4) , mientras que en la misma primera superficie extrema del borde del elemento de condensador está dispuesto el borde de la segunda hoja de aluminio (3) con su borde dentro del borde de la película de polímero (4) de modo que el extremo (5) del elemento de condensador presenta la forma de un rodillo de la primera hoja de aluminio (2) únicamente y la segunda hoja de aluminio (3) está dispuesta de manera que el segundo extremo (6) del elemento de condensador en un modo correspondiente presenta la forma de un rodillo de la segunda hoja de aluminio (3) únicamente, en el que la punta de soldadura comprende una punta activa (26) recubierta con la soldadura, y en el que la punta de soldadura (21) , después de haberse puesto en contacto con la superficie extrema (5, 6) del elemento de condensador, se desplaza a lo largo de la superficie extrema (5, 6) del elemento de condensador.
3. Método de acuerdo con la reivindicación 2, caracterizado porque el movimiento se lleva a cabo en una secuencia que comprende un punto de partida (P1) , dos puntos de rotación (P2, P3) entre los que se desplaza la punta de soldadura (21) en uno o más ciclos, y un punto de fin (P4) a partir del cual se retira la punta de soldadura (21) de la superficie extrema (5, 6) del elemento de condensador, por lo que el primer o el segundo punto de rotación (P2, P3) puede ser el mismo que el punto de partida (P1) o el punto de fin (P4) .
4. Método de acuerdo con cualquiera de las reivindicaciones 2 ó 3, caracterizado porque la velocidad de movimiento de la punta de soldadura a lo largo del extremo (5, 6) del elemento de condensador oscila entre 0 m/s y 0, 1 m/s.
5. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la punta de soldadura
(21) cuando se pone en contacto por primera vez con el extremo (5, 6) del elemento de condensador, ejerce una presión hacia abajo sobre la superficie extrema (5, 6) del elemento de condensador.
6. Método de acuerdo con la reivindicación 5, caracterizado porque la punta de soldadura (21) es presionada hacia abajo hasta una profundidad de entre 0 y 6 mm en la superficie extrema (5, 6) del elemento de condensador.
7. Método de acuerdo con la reivindicación 6, caracterizado porque la punta de soldadura (21) está dispuesta en un eje (22) , en el que el eje está montado sobre cojinete en un alojamiento de cojinete (23) que permite un movimiento axial relativo, en el que la profundidad a la que se presiona hacia abajo la punta de soldadura (21) se determina por el peso total de la punta de soldadura (21) y el eje (22) y por la fricción en el alojamiento de cojinete (23) .
8. Método de acuerdo con la reivindicación 6, caracterizado porque la punta de soldadura (21) está dispuesta en un eje (22) , en el que el eje está montado sobre cojinete en un alojamiento de cojinete (23) que permite un movimiento axial relativo, y en el que el eje (21) está provisto de un resorte de compresión (27) , en el que la profundidad a la que se presiona hacia abajo la punta de soldadura (21) se determina por el peso total de la punta de soldadura (21) , del eje (22) y del resorte de compresión (27) , por la fricción en el alojamiento de cojinete (23) más la compresión del resorte de compresión (27) .
9. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la punta de soldadura
(21) está dispuesta en un eje (22) , por lo que hace que gire la punta de soldadura (21) , durante la presoldadura, en la dirección de rotación del eje (22) .
10. Método de acuerdo con la reivindicación 9, caracterizado porque se hace que gire la punta de soldadura (21) en una u otra dirección de rotación, o porque se invierte la rotación.
11. Método de acuerdo con la reivindicación 10, caracterizado porque la rotación es inferior a un giro completo, es decir inferior a 360º.
12. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la temperatura de la soldadura en el crisol de soldadura está comprendida en el intervalo de entre 300° C y 400° C.
13. Método de acuerdo con cualquiera de las reivindicaciones anteriores, caracterizado porque la soldadura comprende estaño y zinc.
14. Método de acuerdo con la reivindicación 13, caracterizado porque la soldadura comprende 75% de estaño y 25% de zinc.
15. Equipo (10) para llevar a cabo el método de acuerdo con cualquiera de las reivindicaciones 1 a 14, caracterizado porque comprende un crisol de soldadura (20) , una cabeza de soldadura (12) , en la que la cabeza de soldadura tiene un primer módulo lineal (13) para los movimientos en la dirección x (horizontalmente) y un segundo módulo lineal (14) para los movimientos en la dirección y (verticalmente) , y una unidad de prensado (15) para fijar los elementos de condensador (1) , en el que el crisol de soldadura (20) , la cabeza de soldadura (12) , los módulos lineales primero y segundo (13, 14) y la unidad de prensado (15) están dispuestos en un bastidor de acero (11) .
16. Equipo de acuerdo con la reivindicación 15, caracterizado porque la cabeza de soldadura (12) tiene una punta de soldadura (21) provista de una punta activa (26) , estando dicha punta de soldadura dispuesta en un eje (22) y un dispositivo giratorio (25) , en el que el eje (22) está conectado al dispositivo giratorio (25) con un eje aislante (24) y en el que el eje (22) está montado sobre cojinete en un alojamiento de cojinete (23) .
17. Equipo de acuerdo con la reivindicación 16, caracterizado porque el eje (22) y el eje aislante (24) están dispuestos de manera que un pasador de guía impide el movimiento axial relativo.
18. Equipo de acuerdo con la reivindicación 16, caracterizado porque el eje (22) y el eje aislante (24) están dispuestos de manera que un pasador de guía, que se desplaza por una ranura axial, hace posible un movimiento axial relativo.
19. Equipo de acuerdo con la reivindicación 18, caracterizado porque un resorte de compresión (27) está dispuesto entre el eje (22) y el dispositivo giratorio (25) , por lo que el resorte de compresión (27) contrarresta el eje (22) cuando se desplaza en una dirección orientada hacia el dispositivo giratorio (25) .
20. Equipo de acuerdo con cualquiera de las reivindicaciones 16 a 19, caracterizado porque el dispositivo giratorio
(25) está dispuesto de manera que un movimiento giratorio se transmite a la punta de soldadura (21) .
21. Equipo de acuerdo con cualquiera de las reivindicaciones 16 a 20, caracterizado porque la punta activa (26) tiene una sección transversal rotacionalmente simétrica.
22. Equipo de acuerdo con la reivindicación 21, caracterizado porque la punta activa (26) tiene una superficie extrema lisa.
23. Equipo de acuerdo con la reivindicación 21, caracterizado porque la punta activa (26) tiene una superficie extrema provista de recesos circulares torneados.
24. Equipo de acuerdo con la reivindicación 21, caracterizado porque la punta activa (26) tiene recesos para formar un patrón de tipo rejilla sobre la superficie extrema.
25. Equipo de acuerdo con la reivindicación 21, caracterizado porque la punta activa (26) tiene una superficie extrema abombada.
26. Equipo de acuerdo con cualquiera de las reivindicaciones 16 a 20, caracterizado porque la punta activa (26) tiene una sección transversal rectangular.
27. Equipo de acuerdo con cualquiera de las reivindicaciones 15 a 26, caracterizado porque el equipo (10) está provisto de un Controlador Lógico Programable (PLC) y de un panel de control para controlar el crisol de soldadura (20) , la cabeza de soldadura (12) , los módulos lineales primero y segundo (13, 14) , y la unidad de prensado (15) .
Patentes similares o relacionadas:
 CONDENSADORES ELECTROLITICOS CON CAPA EXTERNA DE POLIMERO, del 2 de Diciembre de 2009, de H.C. STARCK GMBH: Condensador eléctrico, contiene
* un cuerpo de electrodos poroso de un material de electrodos,
* un dieléctrico, que cubre la superficie del material […]
CONDENSADORES ELECTROLITICOS CON CAPA EXTERNA DE POLIMERO, del 2 de Diciembre de 2009, de H.C. STARCK GMBH: Condensador eléctrico, contiene
* un cuerpo de electrodos poroso de un material de electrodos,
* un dieléctrico, que cubre la superficie del material […]
PROCEDIMIENTO PARA LA FABRICACION EN SERIE DE CONDENSADORES DE ELECTROLITO SOLIDO., del , de AVX CORPORATION: SE PRESENTA UN METODO PARA FORMAR SIMULTANEAMENTE UNA MULTIPLICIDAD DE CONDENSADORES DE ESTADO SOLIDO MONTABLE EN SUPERFICIE. EL METODO CONSISTE EN MONTAR SOBRE […]
 PROCEDIMIENTO PARA LA FABRICACIÓN DE CONDENSADORES ELÉCTRICOS, del 16 de Diciembre de 1960, de WESTER ELECTRIC COMPANY, INCORPORATED: Procedimiento para la fabricación de condensadores eléctricos el cual comprende las fases de producir una capa de metal peliculizable sobre un […]
PROCEDIMIENTO PARA LA FABRICACIÓN DE CONDENSADORES ELÉCTRICOS, del 16 de Diciembre de 1960, de WESTER ELECTRIC COMPANY, INCORPORATED: Procedimiento para la fabricación de condensadores eléctricos el cual comprende las fases de producir una capa de metal peliculizable sobre un […]
 CONDENSADORES ELECTROLITICOS CON CAPA EXTERIOR DE POLIMERO Y PROCESO PARA SU FABRICACION, del 16 de Marzo de 2009, de H.C. STARCK GMBH & CO. KG: Proceso para la producción de un condensador eléctrico, en el cual sobre un cuerpo de condensador , que comprende al menos un cuerpo de electrodos poroso […]
CONDENSADORES ELECTROLITICOS CON CAPA EXTERIOR DE POLIMERO Y PROCESO PARA SU FABRICACION, del 16 de Marzo de 2009, de H.C. STARCK GMBH & CO. KG: Proceso para la producción de un condensador eléctrico, en el cual sobre un cuerpo de condensador , que comprende al menos un cuerpo de electrodos poroso […]
Material de polímero dieléctrico multi-estratificado, condensador, uso del material y método de formación del mismo, del 23 de Octubre de 2019, de ABB SCHWEIZ AG: Un material de polímero dieléctrico multi-estratificado que comprende una pluralidad de capas dieléctricas, en donde la pluralidad de capas (101, […]
Tapa para conjunto de almacenamiento de energía, conjunto de almacenamiento de energía que comprende dicha tapa, y procedimiento de fabricación de un conjunto de almacenamiento de energía de este tipo, del 9 de Mayo de 2018, de Blue Solutions: Tapa para un conjunto de almacenamiento de energía, destinada a ser insertada en un extremo de una envuelta en la que está colocado un elemento capacitivo […]
Procedimiento de fabricación de un conjunto de almacenamiento de energía eléctrica, del 1 de Noviembre de 2017, de Blue Solutions: Procedimiento de fabricación de un conjunto de almacenamiento de energía eléctrica que comprende por lo menos: - una envuelta externa que […]
 Un método de acondicionamiento de un supercondensador a su voltaje de trabajo y supercondensador, del 27 de Enero de 2016, de OÜ Skeleton Technologies Group: Un método de acondicionamiento de un supercondensador, en el que el supercondensador comprende al menos un par de los electrodos cargados positiva y negativamente, incluyendo […]
Un método de acondicionamiento de un supercondensador a su voltaje de trabajo y supercondensador, del 27 de Enero de 2016, de OÜ Skeleton Technologies Group: Un método de acondicionamiento de un supercondensador, en el que el supercondensador comprende al menos un par de los electrodos cargados positiva y negativamente, incluyendo […]