Procedimiento de fijación de una suela al corte de calzados.
Procedimiento de fijación de una suela al corte de calzados, sin manipulación externa de la suela y sin aplicación de disolventes clorados ni orgánicos.
Las etapas consisten en la recepción de las suelas, reconocimiento de las mismas mediante modelización en tres dimensiones, seguido de la determinación de las variables termodinámicas de los materiales que participan en la suela, tratamiento de la suela mediante radiación ultravioleta y aplicación de ozono combinadamente, aplicación del adhesivo correspondiente tanto a la suela como al corte, con posterior fijación y secado, y eliminación del disolvente del adhesivo tanto en la suela como en el corte, y finalmente adecuación del adhesivo tanto de la superficie del corte como de la superficie de la suela, para que se pongan en contacto entre sí y mediante una presión adecuada conseguir el pegado o unión de suela y corte.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201200208.
Solicitante: INYECTADOS Y VULCANIZADOS, S.A.
Nacionalidad solicitante: España.
Inventor/es: BEAUS NAVARRO,JOSE LUIS, MARTIN MARTINEZ,JOSE MIGUEL, SOTA RUBIO,Ignacio.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43D25/06 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43D MAQUINAS, HERRAMIENTAS, EQUIPOS O PROCEDIMIENTOS PARA LA FABRICACION O LA REPARACION DEL CALZADO (costura D05B). › A43D 25/00 Dispositivos para el encolado de las distintas partes del calzado. › Dispositivos para el encolado de las suelas a la base del calzado (A43D 25/18, A43D 25/20 tienen prioridad).
- A43D25/18 A43D 25/00 […] › Dispositivos destinados a la aplicación de adhesivos a las partes del calzado (A43D 25/20 tiene prioridad; aplicación de líquidos u otros materiales fluidos a superficies en general B05).
Fragmento de la descripción:
OBJETO DE LA INVENCIÓN
La presente invención se refiere a un procedimiento de pegado de una suela al corte de calzados, que se basa en efectuar un proceso en continuo de pegado, eliminándose todas las manipulaciones exteriores de la suela, sin necesidad de aplicar disolventes dorados ni disolventes orgánicos para el tratamiento de las superficies.
ANTECEDENTES DE LA INVENCIÓN
En los procedimientos tradicionales de pegado de suelas a cortes montados de calzado, por una parte se incorporan los cortes y por otra parte se incorporan las suelas, pero éstas son convenientemente tratadas, es decir es necesario preparar la suela previamente y tenerla preparada para que llegue a la vez que el corte hormado a la línea de montaje.
El proceso de preparación de las suelas, como se realiza tradicionalmente, es discreto y exterior a las operaciones de pegado de la misma sobre el corte montado, con la especial particularidad de que en el proceso de preparación de las suelas se utilizan, en la mayor parte de los casos, tratamientos de superficies con disolventes dorados o con disolventes orgánicos, resultando éstos dañinos tanto para el medio ambiente como para la salud del operario que interviene en el proceso de tratamiento de la suela.
Evidentemente es necesano llevar a cabo un proceso de eliminación del disolvente en el proceso de tratamiento de la suela así como del adhesivo empleado para la unión de la suela al corte de calzado, o lo que es lo mismo de los volátiles elorados y orgánicos, todo lo cual conlleva la realización de fases adicionales a las que incluye el propio proceso de pegado, y además en un proceso no continuo.
DESCRIPCIÓN DE LA INVENCIÓN
El procedimiento que se precomza ha sido concebido para resolver la problemática anteriormente expuesta, basándose en que el proceso en cuestión se realiza en continuo, sin aportación de disolventes dorados ni de disolventes orgánicos, lo que lleva consigo eliminación de fases del proceso y por tanto una reducción del proceso de fabricación de un calzado, ya que el calzado se puede realizar en un solo ciclo desde la recepción de la suela, al llevarse a cabo dicho proceso en continuo y sin tiempos de espera en ninguna de sus etapas, ya que tanto la suela como el corte estarán en constante movimiento, permitiendo efectuar dicho proceso de forma automatizada, dependiendo de las etapas anteriores y posteriores.
Mas concretamente, el procedimiento de la invención comprende las siguientes fases operativas:
A) Recepción de suelas. Las suelas son recibidas directamente delproveedor, y pueden ser de caucho, EVA, poliuretano u otros materiales, para su unión al correspondiente corte montado.
montado. De acuerdo con el procedimiento de la invención se logra que los materiales citados estén exentos de manipulaciones y de contaminación externa, consiguiendo adecuar las superficies de dichos materiales a los adhesivos utilizados en el proceso de pegado de corte a suela, colocando el operario los materiales en un mecanismo de transporte que los introduce en la siguiente etapa de proceso.
B) Reconocimiento de estructura en tres dimensiones, lo que se realiza mediante la modelización en tres dimensiones de la superficie de la suela para llevar a cabo una limpieza y adecuación de esa superficie, pudiéndose realizar la modelización por cualquier sistema de reconocimiento 3D, que informará al sistema de las superficies y las posiciones de éstas para su limpieza y adecuación del material para el pegado.
C) Determinación de las variables termodinámicas de los materiales de la suela, mediante parametrización térmica y limpieza de superficies, determinando su capacidad de absorción/ eliminación de calor y colocando las superficies a la temperatura necesaria para que se consiga la limpieza de las sustancias que impiden un tratamiento superficial eficiente del material de suela y una adhesión correcta a los adhesivos. En esta etapa se aplica una emisión concreta de energía calorífica y se adquieren los datos de incremento de temperatura mediante un transductor fisico de temperatura -m Voltios/mAmperios -informando al sistema de la energía a aportar para llegar a la temperatura necesaria para la limpieza y adecuación del material de suela, de manera tal que conociendo el incremento de la temperatura por la energía calorífica aplicada, en una segunda fase de esta etapa, los medios de calor adecuarán su potencia y tiempo para colocar las superficies a limpiar a la temperatura necesaria para que se eliminen o sean transparentes a la etapa de tratamiento de superficies posterior mediante radiación ultravioleta con ozono (UV /03) .D) Tratamiento de las superficies de los materiales de la suela mediante radicación ultravioleta combinada con ozono (UV/03) , que posibilite la interacción de dicho material de la suela con el adhesivo, de manera que mediante la adecuación de la potencia emisiva correspondiente, la longitud de onda y la cantidad de ozono que incide en el sustrato, permite compatibilizar la superficie del material de la suela con los adhesivos utilizados en el calzado para la unión de la suela al corte.
E) Aplicación del adhesivo sobre las superficies a unir, es decir sobre la superficie de la suela y sobre la superficie del corte montado.
F) Fijación del adhesivo en la suela y secado de los adhesivos, de manera que en esta etapa y previo conocimiento de los parámetros tanto espaciales, según la etapa B) , como termodinámicos de las superficies de los materiales de suela, según la etapa C) , se aplicará la distribución de la energía calorífica a la capa de adhesivo que se ha aplicado en la etapa anterior, para conseguir mediante energía calorífica una interacción eficiente del adhesivo al sustrato tratado mediante radiación ultravioleta y ozono. A la vez que el sistema reconoce la disposición geométrica de las superficies de las suelas, conocerá la disposición geométrica de las superficies adhesivadas del corte, adecuando la potencia calorífica de los emisores de calor para radiar la energía necesaria para la eliminación eficiente del disolvente del adhesivo. De esta manera, el adhesivo está perfectamente interrelacionado con el sustrato de la suela y del corte, dotándolo de la energía calorífica necesaria para su correcto secado.G) Eliminación del disolvente del adhesivo. Una vez se ha dotado de la energía calorífica suficiente a los adhesivos de la superficie de corte y suela, los adhesivos necesitan un tiempo para que su disolvente se evapore, de manera que este cambio de estado puede ser forzado aplicando aire, mediante vacío, por evaporación natural, etc., consiguiendo en cualquier caso que el adhesivo en las superficies a unir esté en estado sólido y preparado para su activación o reblandecimiento.
H) Adecuación del adhesivo para su unión, es decir adecuación del adhesivo de la superficie del corte y de la suela para que se pongan en contacto entre si y se aplique una presión adecuada a fm de que la unión tenga una adhesión inicial y fmal correctas. Esta fase se denomina activación del adhesivo, realizándose mediante calor, teniendo un sistema parametizado con las variables térmicas de la etapa C) ; adecuando esta emisión térmica se consigue la temperatura de reblandecimiento del adhesivo de tal manera que todo el adhesivo de las superficies de la suela y del corte alcancen unestado de reblandecimiento uniforme.
5 En base al procedimiento descrito se eliminan todas las manipulaciones exteriores de la suela, realizándose el proceso de pegado de corte y suela en continuo, permitiendo utilizar adhesivos sin disolventes dorados y sin disolventes orgánicos, por ejemplo adhesivos en base agua, con lo que el proceso está completamente exento de disolventes orgánicos, excepto el agua.
1O Otra de las ventajas es elimina todo tipo de contaminante. que en el procedimiento descrito se
15 Asimismo, el calzado terminado se podrá realizar en un solo ciclo, desde la recepción de la suela, ya que es un proceso en continuo y no existirán tiempos de espera en ninguna de sus etapas, tanto en la incorporación de la suela como en la del corte, ya que estos dos componentes o elementos están en constante movimiento.
20 25 En conclusión: o La limpieza de la suela se realiza en un tiempo muy corto, sin necesidad de esperas. o El tratamiento con radiación UV y ozono puede adaptarse automáticamente a cualquier tipo de suela (con diferentes alturas, geometrías, espesores, etc) . o La temperatura de activación del adhesivo se realiza de manera automática y controlada electrónicamente para cualquier suela y corte, pudiendo ser diferente para ambos adhesivos sobre ambos materiales.
...
Reivindicaciones:
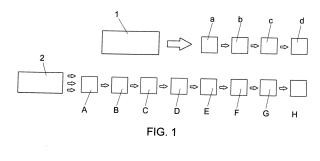
1a. Procedimiento de fijación de una suela al corte de calzados, incorporándose por una parte el corte montado procedente de un punto o incorporación inicial (1) y por otra parte la incorporación de la suela procedente de un punto o incorporación (2) , que se caracteriza porque la suela es sometida a las siguientes fases operativas:
A) Recepción de suelas sin manipulaciones m contaminaciones externas.
B) Reconocimiento de estructura de la suela en tres dimensiones, mediante modelización en cualquier sistema de reconocimiento 3D, para informar de las superficies y las posiciones de éstas para su limpieza y adecuación al pegado.
C) Determinación de las variables termodinámicas de los materiales de la suela, mediante parametrización térmica y limpieza de superficies.
D) Tratamiento mediante radiación ultravioleta combinada con ozono de la propia suela, para consegUir una compatibilización óptima de la superficie del material de la suela con los adhesivos utilizados en el calzado para la unión de dicha suela con el corte.
E) Aplicación del adhesivo sobre las superficies de la suela, así como aplicación del adhesivo sobre el corte en una etapa a) .
F) Fijación del adhesivo sobre la suela y secado del mismo, y fijación del adhesivo en el corte, según una etapa b) .
G) Eliminación del disolvente del adhesivo en la suela y eliminación del adhesivo en el corte, según una etapa e) .
H) Adecuación del adhesivo de la suela para su unión con el corte mediante activación simultánea de las dos películas de adhesivo sobre el corte y la suela, seguida de unión de las dos superficies bajo presión, según una etapa d) para el corte.
2. Procedimiento de fijación de una suela al corte de calzados, según reivindicación 1, caracterizado porque las fases (E) , (F) , (G) y (H) del procesado de la suela, se corresponden con etapas o fases (a) , (b) , (e) y
(d) respectivamente en el procesado del corte montado, de manera que en la etapa (a) se aplica adhesivo al corte, mientras que en la etapa (b) se fija y se seca el adhesivo sobre dicho corte, para efectuar en la etapa (e) la eliminación del disolvente del adhesivo en el corte, efectuándose en la etapa
(d) la adecuación del adhesivo en el corte para su unión con el adhesivo correspondiente aplicado a la suela.
3. Procedimiento de fijación de una suela al corte de calzados, según reivindicación 1 , caracterizado porque la parametrización térmica y limpieza de las superficies correspondientes a la fase (C) del procesado de la suela se efectúa mediante emisión de energía calorífica, a través de un transductor físico de temperatura, informando de la energía necesaria para llegar a la temperatura necesaria para la limpieza y adecuación del sustrato.
4. Procedimiento de fijación de una suela al corte de calzados,
según reivindicaciones 1 y 2, caracterizado porque la etapa de aplicación de adhesivo (E) en la suela y (a) en el corte, se realiza de manera continua, previa colocación de la suela y el corte según movimientos sincronizados de los mismos.
5. Procedimiento de fijación de una suela al corte de calzados, según reivindicaciones anteriores, caracterizado porque la eliminación de disolvente del adhesivo en las etapas (G) y (e) del corte, se realiza mediante evaporización de dicho disolvente, bien de manera forzada aplicando aire,
mediante vacío, por evaporación natural u otro sistema apropiado.
6. Procedimiento de fijación de una suela al corte de calzados, según reivindicaciones anteriores, caracterizado porque la adecuación del adhesivo en la etapa (H) de la suela y en la etapa ( d) del corte se efectúa mediante la unión por contacto entre las superficies de ambas suela y corte, aplicando una presión adecuada para que la unión tenga una adhesión inicial y final correctas.
Patentes similares o relacionadas:
 Máquina y método relacionado para la aplicación de una capa de adhesivo a la superficie de un objeto, tal como la plantilla interior de un zapato, del 13 de Junio de 2012, de ALC FLENCO GROUP S.R.L: Una máquina para la aplicación de una capa de adhesivo a una primera superficie de un objeto , que tiene una segunda superficie opuesta a dicha primera superficie […]
Máquina y método relacionado para la aplicación de una capa de adhesivo a la superficie de un objeto, tal como la plantilla interior de un zapato, del 13 de Junio de 2012, de ALC FLENCO GROUP S.R.L: Una máquina para la aplicación de una capa de adhesivo a una primera superficie de un objeto , que tiene una segunda superficie opuesta a dicha primera superficie […]
MAQUINA PARA LA PRODUCCION DE CALZADO., del 16 de Noviembre de 2006, de OFFICINE MECCANICHE MOLINA & BIANCHI S.P.A.: Una máquina para la producción de calzado que comprende: - medios de colocación de una horma de calzado , en la que se tensa un empeine o pala , y al que se […]
PROCEDIMIENTO PARA LA FIJACION REMOVIBLE DE PLANTILLAS A CORRESPONDIENTES HORMAS MEDIANTE UNA TIRA DE CINTA ADHESIVA Y DISPOSITIVO PARA LLEVAR A CABO EL PROCEDIMIENTO., del 16 de Junio de 2006, de MCM S.R.L.: Procedimiento para la fijación removible de plantillas a correspondientes hormas mediante tiras de cinta adhesiva, caracterizado por: - la colocación […]
METODO PARA APLICAR UN PEGAMENTO A UNA PLANTILLA., del 1 de Mayo de 2005, de OFFICINE MECCANICHE MOLINA & BIANCHI S.P.A.: Método para aplicar una cola a una plantilla para zapatos, usando una máquina para fabricar zapatos, que comprende los pasos siguientes: - situar […]
MAQUINA PARA LA FABRICACION DE ZAPATOS., del 1 de Octubre de 2004, de OFFICINE MECCANICHE MOLINA & BIANCHI S.P.A.: Máquina para la fabricación de zapatos, que comprende: - unos medios de colocación para una horma de zapato sobre la cual se estira una pala y con la cual se asocia […]
APARATO PARA EL PEGADO INTEGRAL DEL PISO AL CORTE DEL CALZADO., del 1 de Diciembre de 2001, de CORCOLES MARTINEZ,FRANCISCO: 1. Aparato para el pegado integral del piso al corte del calzado, que siendo especialmente aplicable a calzado en el que el piso configura […]
MAQUINA PARA LA APLICACION DE UN ADHESIVO, POR EJEMPLO A UNA HORMA, del , de AZNAR MARTINEZ,FRANCISCO: 1. Máquina para la aplicación de un adhesivo, por ejemplo a una horma, o a cualquier otra superficie, en la que el adhesivo es transportado por una cinta convencional arrollada […]
METODO PARA APLICAR COLA A UNA SUELA, del 6 de Abril de 2010, de ANTON BRU, VICENTE: Método para aplicar una cola a una suela de zapatos, usando una maquina para fabricar zapatos que comprende los pasos siguientes: […]