Dispositivo y procedimiento para fabricar un elemento curvado.
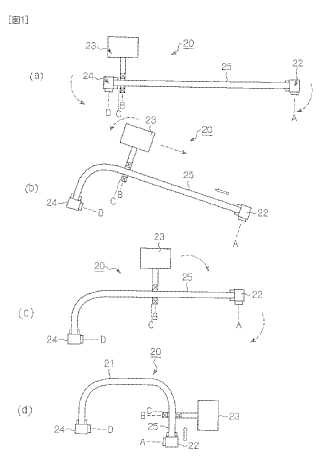
Un procedimiento de fabricación de un elemento (21) curvado mediante la realización de la flexión de una pieza(25) en bruto de metal hueca que tiene una sección transversal cerrada cumpliendo las condiciones 1 - 6 siguientes:
Condición 1: un primer manipulador (27) sujeta una primera parte de la pieza (25) en bruto de metal localizadaen el lado de un primer extremo de la misma;
Condición 2: un segundo manipulador (29a) soporta un mecanismo (23) de formación de área de altatemperatura que calienta una zona de la pieza (25) en bruto de metal que está localizada entre la primera partey una segunda parte localizada en el lado de un segundo extremo de la pieza (25) en bruto de metal y, acontinuación, realiza el enfriamiento, formando de este modo un área de alta temperatura en una parte de lazona;
Condición 3: un tercer manipulador (28) sujeta la segunda parte de la pieza (25) en bruto de metal;
Condición 4: el primer manipulador (27) se mueve de manera bidimensional o tridimensional de manera quepuede transmitirse un momento flector al área de alta temperatura;
Condición 5: el tercer manipulador (28) se mueve de manera bidimensional o tridimensional de manera quepuede transmitirse un momento flector al área de alta temperatura; y
Condición 6: cumplir las condiciones 4 y 5, de manera que se transmita un momento flector al área de altatemperatura a la vez que se produce un movimiento relativo del mecanismo (23) de formación de área de altatemperatura con respecto a la pieza (25) en bruto de metal en su dirección axial.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2010/061918.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: 6-1, Marunouchi 2-chome, Chiyoda-ku Tokyo 100-8071 JAPON.
Inventor/es: INOUE, SABURO, TOMIZAWA,ATSUSHI, SHIMADA,NAOAKI, KUWAYAMA,SHINJIRO, OKAHISA,MANABU, KINOSHITA,YUSUKE, SUYAMA,TAKASHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D7/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 7/00 Curvado de barras, perfiles o tubos (B21D 11/02 - B21D 11/18 tienen prioridad; mediante la utilización de mandriles u órganos análogos B21D 9/00). › Equipo auxiliar, p. ej. para calentar o enfriar los codos.
PDF original: ES-2442629_T3.pdf
Fragmento de la descripción:
Dispositivo y procedimiento para fabricar un elemento curvado
Campo técnico
La presente invención se refiere a un procedimiento y un aparato para fabricar un elemento curvado. Específicamente, la presente invención se refiere a un procedimiento y un aparato para fabricar un elemento curvado realizando una flexión bidimensional o tridimensional de una pieza en bruto de metal larga que tiene una sección transversal cerrada.
Antecedentes de la técnica Los elementos resistentes, elementos de refuerzo, o elementos estructurales de metal que se usan en los automóviles y diversos tipos de equipos y que tienen una forma curvada (denominados en lo sucesivo elementos curvados) necesitan tener una resistencia alta, un peso bajo y un tamaño pequeño. En el pasado, los elementos curvados se han fabricado mediante, por ejemplo, la soldadura de elementos formados en prensa, la perforación de placas, o la forja. El grado en el que un elemento curvado logrado mediante estos procedimientos de fabricación puede hacerse más ligero o más pequeño en tamaño ha alcanzado un límite.
En los últimos años, se ha estudiado activamente la fabricación de elementos curvados mediante la denominada técnica de hidroformación de tubos (véase, por ejemplo, el documento 1 no de patente) . En la página 28 del documento 1 no de patente, se indica que hay diversos problemas asociados con la técnica de hidroformación de tubos, tales como el desarrollo de materiales que deben procesarse o el aumento del grado de libertad de la forma que puede formarse, por lo que es necesario un mayor desarrollo técnico de la técnica de hidroformación de tubos.
Además, ha habido muchas divulgaciones de técnicas para fabricar un elemento curvado flexionando un tubo de metal recto.
El documento 1 de patente desvela una técnica para flexionar un tubo de metal mientras que se le somete a tratamiento térmico. El documento 2 de patente desvela una técnica para fabricar una barra o sección espiral curvada que tiene una sección transversal conformada. El documento 3 de patente desvela un aparato de flexión que utiliza el calentamiento por inducción de alta frecuencia. El documento 4 de patente desvela un aparato de flexión para un elemento de metal.
En el documento 5 de patente, el presente solicitante desvela un procedimiento de flexión y un aparato de flexión para una pieza en bruto de metal. La figura 19 es una vista explicativa que muestra un contorno de este aparato 0 de flexión.
Como se muestra en la figura 19, un tubo 1 de acero está soportado por un medio 2 de soporte, de manera que el tubo 1 de acero puede moverse en su dirección axial. Un dispositivo 3 de alimentación tiene un tornillo de bola, por ejemplo, como un componente. El dispositivo 3 de alimentación alimenta el tubo 1 de acero desde un lado aguas arriba a un lado aguas abajo.
Una bobina 5 de calentamiento por inducción está dispuesta aguas abajo del medio 2 de soporte. La bobina 5 de calentamiento por inducción calienta rápidamente una parte del tubo 1 de acero mediante calentamiento por inducción a un intervalo de temperatura en el que es posible el endurecimiento por temple. Un dispositivo 6 de enfriamiento por agua está dispuesto aguas abajo de la bobina 5 de calentamiento de alta frecuencia. El dispositivo 6 de enfriamiento enfría rápidamente el tubo 1 de acero. Como resultado, la temperatura del tubo 1 de acero se convierte en una temperatura a la que es posible el endurecimiento por temple solo entre la bobina 5 de calentamiento por inducción y el dispositivo 6 de enfriamiento por agua (en lo sucesivo, una parte del tubo 1 de acero que está a una temperatura a la que es posible el endurecimiento por temple se denominará área de alta temperatura) .
Una matriz 4 de rodillos amovible está dispuesta de manera amovible en el lado aguas abajo del dispositivo 6 de enfriamiento por agua. La matriz 4 de rodillos amovible tiene al menos un conjunto de pares 4a de rodillos. Los pares 4a de rodillos pueden soportar el tubo 1 de acero mientras que se alimenta. La matriz 4 de rodillos amovible se mueve de manera bidimensional o tridimensional. Como resultado del movimiento, se transmite un momento flector al área de alta temperatura del tubo 1 de acero, de manera que se somete a flexión el tubo 1 de acero. De esta manera, se fabrica un elemento 8 curvado con una alta eficacia de funcionamiento, a la vez que mantiene una precisión de flexión suficiente.
El documento JP 2009-050903 A describe un dispositivo para flexionar un tubo de metal que incluye un medio de fijación para retener un extremo de un tubo de metal, un medio de calentamiento, y un brazo giratorio para retener el otro extremo del tubo de metal. El medio de fijación es capaz de moverse en la dirección axial del tubo de metal mientras que el medio de calentamiento permanece fijo en su lugar.
El documento WO 2008/123505 A1 describe un aparato para la flexión tridimensional de un material de metal. El
aparato incluye un medio de alimentación para alimentar un material de metal, un medio de calentamiento para calentar el material de metal que se alimenta a través del medio de calentamiento, y una matriz de rodillos amovible que está dispuesta aguas abajo del medio de calentamiento para transmitir un momento flector a una parte del material de metal que se ha calentado mediante el medio de calentamiento. Una guía de soporte soporta la parte curvada y evita flexiones no deseadas del material de metal.
El documento JP 63 043727 A describe un aparato para la torsión de un material en forma de barra. El aparato incluye un mandril fijo, un mandril rotatorio, y una base de desplazamiento para mover un dispositivo de calentamiento y de enfriamiento.
Documentos de la técnica anterior
Documentos de patente:
Documento de patente 1-JP 50-59263 A
Documento de patente 2-JP 2816000 B
Documento de patente 3-JP 2000-158048 A
Documento de patente 4-JP 3195083 B
Documento de patente 5-JP 2007-83304 A
Documentos no de patente Documento 1 no de patente -Jidosha Gijutsu (Diario de la Sociedad de Ingenieros Automotrices de Japón) , volumen 57, número 6, 2003, páginas 23 -28.
Divulgación de la invención Problema a resolver por la invención En la solicitud de patente japonesa Nº 2008-276494, el presente solicitante desvela un aparato de fabricación mejorado para realizar una flexión.
Una pieza en bruto de metal larga que tiene una forma transversal cerrada se alimenta en su dirección longitudinal y se soporta en una primera posición. La pieza en bruto de metal se calienta localmente en una segunda posición aguas abajo de la primera posición en la dirección de alimentación de la pieza en bruto de metal. La parte de la pieza en bruto de metal que se ha calentado en la segunda posición se enfría en una tercera posición aguas abajo de la segunda posición en la dirección de alimentación. Como resultado, se forma un área de alta temperatura en la parte de la pieza en bruto de metal entre la segunda posición y la tercera posición.
La pieza en bruto de metal se sujeta mediante un medio de sujeción en una zona aguas abajo de la tercera posición en la dirección de alimentación de la pieza en bruto de metal. El medio de sujeción está dispuesto de tal manera que puede insertarse en el interior del extremo frontal de la pieza en bruto de metal, o puede ponerse en contacto con la superficie externa del extremo frontal de la pieza en bruto de metal.
La posición del medio de sujeción se varía de manera bidimensional o tridimensional en un espacio de trabajo que incluye un espacio aguas arriba de la tercera posición en la dirección de alimentación. Como resultado, se transmite un momento flector al área de alta temperatura para realizar la flexión.
Las figuras 20 (a) -20 (e) son vistas explicativas que muestran el estado en varios puntos en el tiempo durante la fabricación de un elemento 13 curvado usando este aparato de fabricación.
La dirección de alimentación de una pieza 9 en bruto de metal que se procesa es la dirección axial de la pieza 9 en bruto de metal, no solo en este aparato de fabricación, sino en las técnicas desveladas en los documentos 1 -5 de patente, y no varía durante la flexión. Esto hace que el espacio de instalación de un aparato para realizar la flexión se vuelva grande, y el aparato de flexión se vuelva grande también. La razón se explicará en detalle a continuación.
Como se muestra en las figuras 20 (a) -20 (d) , un dispositivo 10 de alimentación alimenta la pieza 9 en bruto de metal en su dirección axial. Un dispositivo 11 de calentamiento y de enfriamiento calienta y enfría rápidamente la pieza 9 en bruto de... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un elemento (21) curvado mediante la realización de la flexión de una pieza (25) en bruto de metal hueca que tiene una sección transversal cerrada cumpliendo las condiciones 1 -6 siguientes:
Condición 1: un primer manipulador (27) sujeta una primera parte de la pieza (25) en bruto de metal localizada en el lado de un primer extremo de la misma; Condición 2: un segundo manipulador (29a) soporta un mecanismo (23) de formación de área de alta temperatura que calienta una zona de la pieza (25) en bruto de metal que está localizada entre la primera parte y una segunda parte localizada en el lado de un segundo extremo de la pieza (25) en bruto de metal y, a continuación, realiza el enfriamiento, formando de este modo un área de alta temperatura en una parte de la zona; Condición 3: un tercer manipulador (28) sujeta la segunda parte de la pieza (25) en bruto de metal; Condición 4: el primer manipulador (27) se mueve de manera bidimensional o tridimensional de manera que puede transmitirse un momento flector al área de alta temperatura; Condición 5: el tercer manipulador (28) se mueve de manera bidimensional o tridimensional de manera que puede transmitirse un momento flector al área de alta temperatura; y Condición 6: cumplir las condiciones 4 y 5, de manera que se transmita un momento flector al área de alta temperatura a la vez que se produce un movimiento relativo del mecanismo (23) de formación de área de alta temperatura con respecto a la pieza (25) en bruto de metal en su dirección axial.
2. Un procedimiento de fabricación de un elemento curvado como se establece en la reivindicación 1, caracterizado porque el primer manipulador (27) funciona con el fin de producir un movimiento de torsión de la pieza (25) en bruto de metal alrededor de su eje y/o el tercer manipulador (28) funciona con el fin de producir un movimiento de torsión de la pieza (25) en bruto de metal alrededor de su eje.
3. Un procedimiento de fabricación de un elemento curvado como se establece en la reivindicación 2, caracterizado porque la posición de instalación del mecanismo de formación de área de alta temperatura se mueve a una posición más cercana a la primera parte.
4. Un procedimiento de fabricación de un elemento curvado como se establece en la reivindicación 1, caracterizado porque cuando el tercer manipulador se mueve de manera bidimensional o tridimensional, y/o cuando el primer manipulador se mueve de manera bidimensional o tridimensional, el segundo manipulador mueve el mecanismo de formación de área de alta temperatura en la dirección axial de la pieza en bruto de metal.
5. Un procedimiento de fabricación de un elemento curvado como se establece en una cualquiera de las reivindicaciones 1 a 4 caracterizado porque el mecanismo (23) de formación de área de alta temperatura tiene un medio de calentamiento para calentar la pieza (25) en bruto de metal y un medio de enfriamiento para formar un área de alta temperatura enfriando la pieza (25) en bruto de metal que se ha calentado mediante este medio de calentamiento.
6. Un aparato de fabricación de un elemento (21) curvado, que comprende un primer manipulador (27) , un segundo manipulador (29a) , y un tercer manipulador (28) como se describe a continuación y que es capaz de fabricar un elemento curvado realizando la flexión en una pieza (25) en bruto de metal hueca que tiene una sección transversal cerrada con el fin de cumplir las condiciones 1 a 3 siguientes:
el primer manipulador (27) : configurado para sujetar una primera parte de una pieza (25) en bruto de metal localizada en el lado de un primer extremo de la misma; el segundo manipulador (29a) : soportar un mecanismo (23) de formación de área de alta temperatura para calentar una zona de la pieza (25) en bruto de metal que está localizada entre la primera parte y una segunda parte localizada en el lado de un segundo extremo de la pieza en bruto de metal y a continuación realizar el enfriamiento, formando de este modo un área de alta temperatura en un parte de la zona; el tercer manipulador (28) : configurado para sujetar la segunda parte de la pieza (25) en bruto de metal; Condición 1: el primer manipulador (27) se mueve de manera bidimensional o tridimensional de manera que puede transmitirse un momento flector al área de alta temperatura; Condición 2: el tercer manipulador (28) se mueve de manera bidimensional o tridimensional de manera que puede transmitirse un momento flector al área de alta temperatura; y Condición 3: al cumplir las condiciones 1 y 2, se transmite un momento flector al área de alta temperatura a la vez que se produce un movimiento relativo del mecanismo (23) de formación de área de alta temperatura con respecto a la pieza (25) en bruto de metal en su dirección axial.
7. Un aparato de fabricación de un elemento (21) curvado como se establece en la reivindicación 6, que comprende además un medio (22) de alimentación que está dispuesto en una primera posición con el fin de ser capaz de moverse de manera bidimensional o tridimensional y que puede alimentar la pieza (25) en bruto de metal que tiene una sección transversal cerrada a la vez que cambiar la dirección de alimentación, un medio (23) de calentamiento que está colocado en una segunda posición aguas abajo de la primera posición en la dirección de alimentación de la pieza (25) en bruto de metal y que está configurado para calentar la totalidad o
una parte de la circunferencia de la pieza (25) en bruto de metal que se alimenta, y un medio (23) de enfriamiento que está dispuesto en una tercera posición aguas abajo de la segunda posición en la dirección de alimentación de la pieza (25) en bruto de metal y que está configurado para enfriar la parte de la pieza en bruto de metal que se alimenta que se ha calentado mediante el medio de calentamiento, y un medio (24) de flexión que está dispuesto en una cuarta posición aguas abajo de la tercera posición en la dirección de alimentación de la pieza (25) en bruto de metal con el fin de ser capaz de moverse de manera bidimensional o tridimensional y que junto con el medio (22) de alimentación está configurado para transmitir un momento flector a la parte calentada de la pieza (25) en bruto de metal sujetando al menos una localización de la pieza (25) en bruto de metal que se alimenta y flexionar, de este modo, la pieza (25) en bruto de metal en una forma deseada, en el que el medio (23) de calentamiento y el medio (23) de enfriamiento tienen la función de que sus ángulos de instalación pueden cambiarse de acuerdo con los cambios en la dirección de alimentación de la pieza (25) en bruto de metal mediante el medio (22) de alimentación.
8. Un aparato de fabricación de un elemento curvado como se establece en la reivindicación 7, caracterizado porque el medio (23) de calentamiento y el medio (6) enfriamiento tienen la función de que sus posiciones de instalación pueden cambiarse a posiciones más cercanas a la posición del medio (22) de alimentación.
9. Un aparato de fabricación de un elemento curvado como se establece en la reivindicación 8, caracterizado porque el medio de alimentación está soportado por un primer manipulador, el medio de calentamiento y el medio
(23) de enfriamiento están soportados por un segundo manipulador (29a) , y el medio de flexión está soportado por un tercer manipulador.
10. Un aparato de fabricación de un elemento curvado como se establece en cualquiera de las reivindicaciones 6 a 9, en el que el primer manipulador (27) está configurado para funcionar con el fin de producir un movimiento de torsión de la pieza (25) en bruto de metal alrededor de su eje y/o el tercer manipulador (28) está configurado para funcionar con el fin de producir un movimiento de torsión de la pieza (25) en bruto de metal alrededor de su eje.
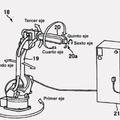
11. Un aparato de fabricación de un elemento curvado como se establece en una cualquiera de las reivindicaciones 6 a 10, caracterizado porque el primer manipulador (27) es un manipulador de un primer robot industrial articulado verticalmente, el segundo manipulador (29a) es un manipulador de un segundo robot industrial articulado verticalmente, y el tercer manipulador (28) es un manipulador de un tercer robot industrial articulado verticalmente.
12. Un aparato de fabricación de un elemento curvado como se establece en una cualquiera de las reivindicaciones 6 a 11, caracterizado porque el primer manipulador (27) y el tercer manipulador (28) son manipuladores de un primer robot (26) industrial de doble brazo y el segundo manipulador es un manipulador de un segundo robot (29) industrial articulado verticalmente.
13. Un aparato de fabricación de un elemento curvado como se establece en una cualquiera de las reivindicaciones 6 a 12, caracterizado porque además se proporciona un cuarto manipulador para soportar una pieza en bruto de metal que se ha sometido a flexión y evitar de este modo una disminución en la precisión dimensional de la pieza en bruto de metal.
Patentes similares o relacionadas:
Procedimiento para producir un estabilizador hueco, del 22 de Abril de 2020, de NHK SPRING CO.LTD.: Un procedimiento para fabricar un estabilizador hueco , que se proporciona en un vehículo y comprende: una porción de torsión (1a) que se extiende en la dirección […]
Procedimiento para la conformación por curvado por inducción de un tubo resistente a la presión con gran espesor de pared y gran diámetro y dispositivo curvador de tubos por inducción, del 5 de Junio de 2019, de AWS Schäfer Technologie GmbH: Procedimiento para la conformación por curvado por inducción de un tubo redondo resistente a la presión con gran espesor de pared y gran diámetro, en particular […]
Estabilizador y método para fabricar el estabilizador, del 11 de Abril de 2018, de NHK SPRING CO.LTD.: Un estabilizador para vehículos que comprende un miembro hueco, que comprende: una porción de torsión que se extiende en una […]
 Aparato de curvado, del 19 de Febrero de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que tiene el primer mecanismo de soporte descrito a continuación, un mecanismo de calentamiento , un mecanismo de enfriamiento , y […]
Aparato de curvado, del 19 de Febrero de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que tiene el primer mecanismo de soporte descrito a continuación, un mecanismo de calentamiento , un mecanismo de enfriamiento , y […]
 Dispositivo de curvado, del 13 de Agosto de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que comprende un mecanismo de alimentación, un primer mecanismo de soporte, un mecanismo de calentamiento, un mecanismo de […]
Dispositivo de curvado, del 13 de Agosto de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que comprende un mecanismo de alimentación, un primer mecanismo de soporte, un mecanismo de calentamiento, un mecanismo de […]
 Dispositivo de curvado, del 2 de Julio de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que tiene un primer mecanismo de soporte , un mecanismo de calentamiento , un mecanismo de enfriamiento , un […]
Dispositivo de curvado, del 2 de Julio de 2014, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un aparato de curvado que tiene un primer mecanismo de soporte , un mecanismo de calentamiento , un mecanismo de enfriamiento , un […]
 Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]
Pieza de partida de brazo y procedimiento de fabricación de la misma, del 14 de Agosto de 2013, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un material de brazo para una suspensión de automóvil que tiene un cuerpo (11a) fabricado a partir de unmaterial de piezas fabricado de metal, […]