Sistema de envasado por termosellado y método asociado.
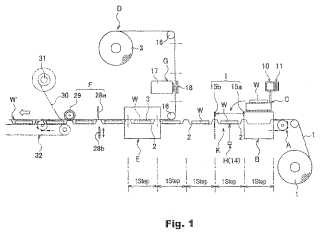
Un sistema de envasado por termosellado que comprende una unidad de transferencia de contenedores (A) para transferir un contenedor (2) adaptado para contener un artículo de envasado (W);
una unidad de medida (C) para medir el peso de un artículo de envasado (W) antes de cargar el artículo de envasado (W) en dicho contenedor (2); una unidad de suministro de lámina de revestimiento (D) para suministrar una lámina de revestimiento (3) adaptada para cubrir el área de la abertura de dicho contenedor (2); unos medios de indicación (G) para indicar o imprimir los datos de medida medidos con la unidad de medida (C) en dicha lámina de revestimiento (3) y una unidad de sellado (E) para termosellar el área de la abertura del contenedor (2) con la lámina de revestimiento (3) después de cargar el artículo de envasado (W) en dicha área de abertura, estando el sistema de envasado por termosellado adaptado para cubrir el área de la abertura del contenedor (2) con la lámina de revestimiento (3) una vez el artículo de envasado (W) se ha cargado en el mismo, y estando los datos de medida correspondientes indicados en la lámina de revestimiento (3) antes de que dicha lámina de revestimiento (3) cubra dicha abertura, caracterizado porque el sistema comprende una unidad de suministro donde el artículo de envasado (W) medido se carga manualmente en el contenedor (2), estando la unidad de suministro adaptada para recibir múltiples contenedores (2) de la unidad de transferencia de contenedores (A) y equipada con una unidad de asignación de contenedores (H) para asignar un contenedor en particular (2) para cada artículo de envasado (W) medido que se debe cargar en él, estando la unidad de suministro adaptada para guardar la información de la posición de indicación para indicar dichos datos de medida en dicha lámina de revestimiento (3) en relación con cada unidad de asignación de contenedores (H), comprendiendo también el sistema una unidad de detección (I) de artículos de envasado para detectar si un contenedor (2) se ha cargado o no con el artículo de envasado (W) asignado, estando dicha unidad de detección (I) de artículos de envasado dispuesta en las proximidades de la unidad de asignación de contenedores (H).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10171411.
Solicitante: Ulma Packaging Technological Center, S.Coop.
Nacionalidad solicitante: España.
Inventor/es: KATAYAMA, TAKASHI, Izquierdo,Eneko.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B57/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 57/00 Dispositivos de control automático, de verificación, de alarma, o de seguridad (posicionado del material de envoltura o formando receptáculo alimentado a partir de bobinas B65B 41/18). › sensibles a la ausencia, presencia, a la alimentación anormal o a la mala presentación del producto de fijación o de embalaje de receptáculos o de paquetes.
- B65B57/10 B65B 57/00 […] › sensibles a la ausencia, presencia, a la alimentación anormal o a mala posición de los objetos o productos a embalar.
- B65B57/18 B65B 57/00 […] › desencadenando señales de alarma acústicas u ópticas.
- B65B61/02 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para perforar, cortar o aplicar marcas de código o de datos antes del embalaje.
- B65B9/04 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › teniendo una o las dos bandas bolsos para recibir los objetos o cantidades de materiales.
PDF original: ES-2383160_T3.pdf
Fragmento de la descripción:
Sistema de envasado por termosellado y método asociado SECTOR DE LA TÉCNICA
La presente invención se refiere a un sistema de envasado por termosellado destinado a envasar cargando un artículo que se desea envasar (denominado en adelante "artículo de envasado") en un contenedor (una cavidad) , y a cubrir la abertura del contenedor con una lámina de revestimiento.
ESTADO ANTERIOR DE LA TÉCNICA
Ya se conoce un sistema de termosellado de la solicitud de patente japonesa no examinada H7315310, donde se calienta una lámina con una placa de calentamiento, se moldea un contenedor (una cavidad) presionando la lámina calentada en un molde con aire comprimido, se carga un artículo de envasado en dicho contenedor, se cubre la abertura de dicho contenedor con una lámina de revestimiento en una etapa posterior y se termosella el perímetro de la lámina de revestimiento en el contenedor para finalizar el proceso de envasado. No obstante, es imposible medir el peso del artículo de envasado cuyo peso no sea uniforme durante el proceso de envasado. Por tanto, generalmente se mide el peso del producto, incluyendo el contenedor, después de envasarlo, se resta el peso del contenedor de dicho peso para calcular el peso del artículo de envasado, se imprime el peso calculado en una etiqueta y se pega dicha etiqueta en el contenedor. [0003] Sin embargo, puede resultar difícil pegar la etiqueta en una posición determinada una vez finalizado el envasado tal y como se ha descrito anteriormente, ya que es posible que una parte de la superficie superior (lámina de revestimiento) del contenedor termosellado sobresalga hacia arriba según varíe el tamaño y la forma del artículo de envasado. [0004] Además, cuando se utiliza una pieza de guía con el fin de controlar la posición del contenedor al transferir dicho contenedor con una cinta transportadora, para controlar la posición de pegado de la etiqueta en la superficie superior del contenedor si el pegado de la etiqueta se produce después de finalizar el proceso de envasado tal y como se ha descrito anteriormente, la lámina de revestimiento y el propio contenedor envuelto con dicha lámina pueden estar blandos, por lo que no es posible controlar la transferencia del contenedor a la posición deseada aunque éste entre en contacto con la pieza de guía, con el consiguiente problema que surge de la dificultad de pegar dicha etiqueta con el peso impreso en una posición uniforme del artículo de envasado una vez finalizado el proceso de envasado. [0005] La presente invención está destinada a resolver el problema mencionado anteriormente que existe en la tecnología de envasado del estado de la técnica conocido, y su tarea es proporcionar un sistema de envasado por termosellado y un método para sellar térmicamente un envase capaz de mostrar con seguridad la información de medida del artículo de envasado en una ubicación específica del envase termosellado. WO 2006/042347 A2 divulga un sistema en el que se asigna el contenedor que se desea llenar. US 3662511 A divulga un sistema tal y como se describe en el preámbulo de la reivindicación 1.
EXPOSICIÓN DE LA INVENCIÓN
La presente invención está destinada a resolver el problema mencionado anteriormente que existe en la tecnología de envasado del estado de la técnica anterior conocido, y su tarea es proporcionar un sistema de envasado por termosellado y un método para sellar térmicamente un envase capaz de mostrar con seguridad la información de medición del artículo de envasado en una ubicación específica del envase termosellado. [0007] Para lograr la tarea mencionada anteriormente, un sistema de envasado por termosellado comprende: una unidad de transferencia de contenedores para transferir un contenedor adaptado para contener un artículo de envasado; una unidad de medida para medir el peso del artículo de envasado cargado en dicho contenedor antes de cargarlo; una unidad de suministro de lámina de revestimiento para suministrar dicha lámina con el fin de cubrir el área de la abertura de dicho contenedor; unos medios de indicación para indicar los datos de medida de dicha unidad de medida en la lámina de revestimiento, y una unidad de sellado para termosellar el área de la abertura del contenedor en el que se carga dicho artículo de envasado con la lámina de revestimiento, donde el área de la abertura del contenedor en el que se carga el artículo se cubre con la lámina de revestimiento en la que se indican los datos de medida correspondientes. El transporte de contenedores mediante dicha unidad de transferencia de contenedores se puede producir en un formato de transferencia de una lámina de contenedor, moldeo de dicha lámina al transferirle la forma de un contenedor (cavidad) con un determinado intervalo utilizando un molde, y transporte del contenedor, o bien, en un formato de soporte y transferencia de un contenedor preformado con una unidad de transporte. Además, dicha unidad de transporte de contenedores se puede disponer de manera arbitraria, por ejemplo, en filas simples o en múltiples filas (filas dobles, triples, etc.) .
El peso del artículo de envasado sólo se debe medir antes de cargar dicho artículo en el contenedor y no requiere ninguna ubicación en particular de la unidad de medida. Por ejemplo, si se especifica una unidad de suministro en particular para cargar el artículo de envasado en un contenedor que se transfiere mediante la unidad de transferencia de contenedores que comprende el sistema de envasado por termosellado, la unidad de medida se puede disponer en la parte de arriba de la unidad de suministro o en sus proximidades. La unidad de medida no tiene que estar limitada a una sola, sino que más bien se pueden utilizar también múltiples unidades de medida. Una unidad de suministro de la lámina de revestimiento se puede diseñar de tal manera que una lámina envuelta en forma de rollo se sostenga de forma giratoria y para provocar que la lámina de revestimiento se suministre como resultado de la transferencia del contenedor, porque ésta se termosella en la abertura superior del contenedor en la unidad de sellado dispuiesta aguas abajo, o bien, de tal manera que se tenga una unidad de accionamiento separada, independiente de la unidad de transferencia de contenedores, y se sincronice su accionamiento con el de dicha unidad de transferencia, o bien, de tal manera que se tenga un desplazamiento de sincronización entre la transferencia del contenedor que contiene el artículo de envasado medido y la transferencia de la lámina de revestimiento en la que se indican los datos de medida, o de cualquier otra manera; en cualquier caso, la lámina con el peso del artículo impreso se termosella en el contenedor en la unidad de sellado mientras se combina debidamente con el artículo en particular. Los medios de indicación están destinados a indicar los datos de medida disponibles de la unidad de medida, así como los datos de producto del artículo de envasado en la lámina de revestimiento, y el método de indicación puede ser un método de indicación directa en la que se imprimen los datos directamente en la lámina de revestimiento, o un método de indicación indirecta en la que se imprimen los datos en una etiqueta y se pega la etiqueta en la lámina de revestimiento. Dicho método de indicación directa se puede lograr colocando los elementos especificados en la lámina de revestimiento mediante la aplicación de calor en tinta de cinta con un cabezal térmico o imprimiendo los mismos con un método de chorro de tinta. Los elementos que se deben imprimir incluyen información definida en un archivo de producto relativo a un número específico de producto que especifica el artículo de envasado (por ejemplo, nombre de producto, precio unitario, aditivos, etc.) y los datos de medida de la unidad de medida. La unidad de sellado está destinada a terminar el envase termofundiendo la lámina de revestimiento en la abertura del contenedor que contiene el artículo de envasado, y el método de envasado puede ser un envasado con llenado de aire (para cubrir la abertura superior de un contenedor transferido a un molde de sellado con una lámina de revestimiento, termofundiendo el perímetro de dicha lámina) , un envasado al vacío (para crear un estado de vacío extrayendo el aire del contenedor dentro del molde de sellado y termofundiendo el perímetro de la lámina de revestimiento) o un envasado con llenado de gas (para crear un estado de vacío extrayendo el aire del contenedor dentro del molde de sellado e inyectar un gas (oxígeno, dióxido de carbono, nitrógeno, etc.) con el fin de mejorar el entorno dentro del contenedor) . [0009] Según lo indicado anteriormente, el artículo de envasado se carga en el contenedor que ha de transferir... [Seguir leyendo]
Reivindicaciones:
1. Un sistema de envasado por termosellado que comprende una unidad de transferencia de contenedores (A) para transferir un contenedor (2) adaptado para contener un artículo de envasado (W) ; una unidad de medida (C) para medir el peso de un artículo de envasado (W) antes de cargar el artículo de envasado (W) en dicho contenedor (2) ; una unidad de suministro de lámina de revestimiento (D) para suministrar una lámina de revestimiento (3) adaptada para cubrir el área de la abertura de dicho contenedor (2) ; unos medios de indicación (G) para indicar o imprimir los datos de medida medidos con la unidad de medida (C) en dicha lámina de revestimiento (3) y una unidad de sellado (E) para termosellar el área de la abertura del contenedor (2) con la lámina de revestimiento (3) después de cargar el artículo de envasado (W) en dicha área de abertura, estando el sistema de envasado por termosellado adaptado para cubrir el área de la abertura del contenedor (2) con la lámina de revestimiento (3) una vez el artículo de envasado (W) se ha cargado en el mismo, y estando los datos de medida correspondientes indicados en la lámina de revestimiento (3) antes de que dicha lámina de revestimiento (3) cubra dicha abertura, caracterizado porque el sistema comprende una unidad de suministro donde el artículo de envasado (W) medido se carga manualmente en el contenedor (2) , estando la unidad de suministro adaptada para recibir múltiples contenedores (2) de la unidad de transferencia de contenedores (A) y equipada con una unidad de asignación de contenedores (H) para asignar un contenedor en particular (2) para cada artículo de envasado (W) medido que se debe cargar en él, estando la unidad de suministro adaptada para guardar la información de la posición de indicación para indicar dichos datos de medida en dicha lámina de revestimiento (3) en relación con cada unidad de asignación de contenedores (H) , comprendiendo también el sistema una unidad de detección (I) de artículos de envasado para detectar si un contenedor (2) se ha cargado o no con el artículo de envasado (W) asignado, estando dicha unidad de detección (I) de artículos de envasado dispuesta en las proximidades de la unidad de asignación de contenedores (H) .
2. Sistema de envasado por termosellado según la reivindicación 1, que comprende un dispositivo de almacenamiento donde se guarda la información de la posición de indicación para indicar los datos de medida en la lámina de revestimiento (3) en relación con cada contenedor asignado (2) .
3. Sistema de envasado por termosellado según la reivindicación 1 ó 2, en donde el sistema de envasado se controla de tal manera que el siguiente proceso se ejecuta únicamente cuando se detecta que toda la cantidad del artículo de envasado (W) dispuesta en la unidad de medida se retira, además de la carga del artículo de envasado (W) en el contenedor (2) que detecta la unidad de detección (I) de artículos de envasado.
4. Sistema de envasado por termosellado según la reivindicación 1 ó 2, que comprende múltiples unidades de detección (I) de artículos de envasado identificadas de manera individual, guardando cada unidad de detección (I) de artículos de envasado los datos de medida que ha leído la unidad de medida junto con la información de detección de contenedores procedente de la propia unidad de detección (I) de artículos de envasado identificada.
5. Sistema de envasado por termosellado según la reivindicación 1 ó 2, que comprende una unidad de notificación de errores para notificar un error cuando el artículo de envasado (W) se carga por error en un contenedor (2) diferente del contenedor (2) asignado por la unidad de asignación de contenedores (H) .
6. Sistema de envasado por termosellado según cualquiera de las reivindicaciones 1 a 5, en donde la transferencia del contenedor (2) por parte de dicha unidad de transferencia de contenedores (A) y el suministro de la lámina de revestimiento (3) por parte de la unidad de suministro de lámina de revestimiento (D) se accionan de forma intermitente, y la indicación en dicha lámina de revestimiento (3) mediante los medios de indicación (G) , con los datos de medida del artículo de envasado (W) medidos con la unidad de medida (C) , se ejecuta antes de cargar el artículo de envasado (W) en el contenedor (2) cuando, con el artículo de envasado (W) cargándose en el contenedor (2) , dicho contenedor (2) se detiene.
7. Un método para sellar térmicamente un envase, en donde un contenedor (2) adaptado para contener un artículo de envasado (W) y una lámina de revestimiento (3) para cubrir la abertura de dicho contenedor
(2) se suministran por separado, estando la abertura del contenedor (2) cubierta con dicha lámina de revestimiento (3) después de que el artículo de envasado (W) se cargue en dicho contenedor (2) y el perímetro de la lámina de revestimiento (3) se selle térmicamente, comprendiendo el método un proceso de medida para medir el peso del artículo de envasado (W) antes de cargar dicho artículo de envasado (W) en el contenedor (2) y un proceso de indicación para indicar o imprimir los datos de medida obtenidos en el proceso de medida sobre la lámina de revestimiento (3) que se debe suministrar en una etapa de envasado, controlándose que la lámina de revestimiento (3) que indica dichos datos de medida cubra la abertura del contenedor en particular (2) que contiene el artículo de envasado correspondiente (W) , caracterizado porque el método también comprende un proceso de carga donde el artículo de envasado medido (W) se carga manualmente en el contenedor (2) , un proceso de asignación donde se asigna un contenedor (2) en particular para cada artículo de envasado (W) medido que se debe cargar en él mediante una unidad de asignación de contenedores (H) , un proceso de detección donde se detecta si un contenedor (2) se ha cargado o no con el artículo de envasado (W) asignado, y un proceso de almacenamiento donde se guarda la información de la posición de indicación para indicar los datos de medida en dicha lámina de revestimiento (3) en relación con cada unidad de asignación de contenedores (H) .
8. Método según la reivindicación 8, en donde el contenedor (2) y la lámina de revestimiento (3) que cubre la abertura del contenedor (2) se transfieren simultáneamente de forma sincronizada, y los procesos de medición y de indicación se ejecutan en el mismo paso en el que tanto el contenedor (2) como la lámina de revestimiento (3) se detienen.
Patentes similares o relacionadas:
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en […]
Útil de moldeo con coquilla de molde dividida, del 15 de Abril de 2020, de GEA Food Solutions Germany GmbH (100.0%): Útil de embutición profunda para una máquina envasadora destinada a fabricar un cuenco de envasado por embutición profunda de una banda de película , […]
Máquina de envasado por embutición profunda, del 15 de Abril de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda que comprende: una estación de conformado con una herramienta conformadora para formar concavidades en una […]
Control de etiquetado de peso para envases, del 1 de Abril de 2020, de MULTIVAC Marking & Inspection GmbH & Co. KG: Instalación de envasado , que comprende una estación de sellado para el envasado de un producto con al menos una hoja continua , en donde […]
Máquina de envasado por embutición profunda y procedimiento para moldear una banda de lámina en elementos de cartón, del 11 de Marzo de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina de envasado por embutición profunda con una estación de moldeo , que comprende al menos una pieza inferior de herramienta de moldeo , […]
Máquina cerradora de bandejas, del 1 de Enero de 2020, de MULTIVAC Sepp Haggenmüller SE & Co. KG: Máquina cerradora de bandejas con una estación de sellado , que comprende una parte superior de herramienta , un marco de apriete […]
Reducción del volumen de la cámara por adaptación de la profundidad de embutición en la estación de sellado por medio de una junta inflable, del 1 de Enero de 2020, de GEA Food Solutions Germany GmbH (100.0%): Máquina de envasado con una estación de sellado y/o un dispositivo de corte , con la que se producen envases para productos a envasar, presentando […]